一种焊接压紧工装的制作方法
本技术涉及焊接工装。
背景技术:
1、工件在组合焊接的过程中会出现应力变形的情况,为了避免此情况发生,通常在焊接时使用压紧工装,压紧工装上设置有压紧件,夹紧件对待焊接的工件挤压,压紧工件时所使用的工具是丝杆,丝杆的底部对工件垂直挤压;但是此种压紧件和工装还存不足:垂直压紧时可以有效预防工件沿着丝杆轴向方向运动,但是垂直压紧的方式无法避免工件横向位移,也就是说丝杆和工件之间的摩擦力远小于焊接应力,鉴于此,市面上急需一种能够对工件侧向限位的压紧工装。
2、为此,本实用新型提供一种焊接压紧工装。
技术实现思路
1、针对现有技术存在的不足,本实用新型目的是提供一种焊接压紧工装,以解决上述背景技术中提出的问题,本实用新型在丝杆的底部转动连接有连接柱,连接柱的底部设置有l型压杆,l型压杆挤压工件时既可以垂直挤压工件,还可以对工件一个侧向位置限位。
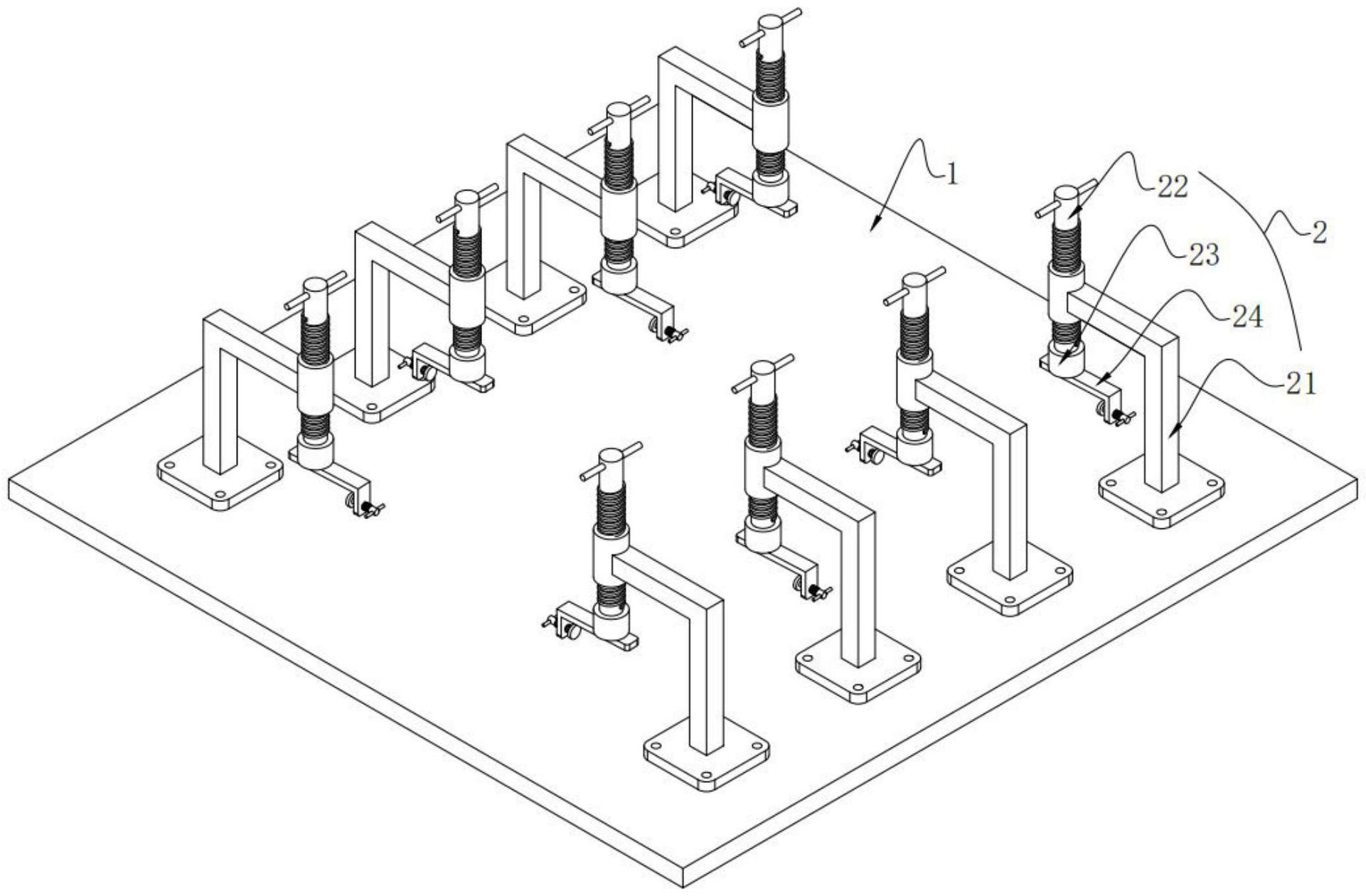
2、为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种焊接压紧工装,包括工装底板和位于工装底板上的若干夹紧件,所述夹紧件上设置有l型撑座、旋合在l型撑座自由端的丝杆以及转动连接在丝杆底部的连接柱,该连接柱的底部设置有l型压杆,所述l型压杆短边端朝下。
3、进一步的,所述l型撑座的底部设置有安装座,该安装座上开设有螺栓连接孔。
4、进一步的,所述l型撑座的自由端固定设置有和丝杆旋合连接的丝套。
5、进一步的,所述l型压杆的短边上贯穿旋合后辅助螺杆。
6、进一步的,所述辅助螺杆的一端设置有压盘且另一端固定连接有侧驱动杆。
7、进一步的,所述丝杆的顶部焊接有上驱动杆。
8、本实用新型的有益效果如下:
9、在工装底板上设置有若干个夹紧件,夹紧件上设置有丝杆,丝杆的底部转动连接有连接柱,连接柱的底部设置有l型压杆,连接柱旋转可以改变l型压杆的方位,使得一个工装底板匹配同一规格的若干个夹紧件;l型压杆上的横杆和短杆可以对工件垂直压紧和侧向限位,若干个夹紧件上的l型压杆调整方向后可以对单个工件的两侧进行双向限位,双向限位配合垂直压紧可以有效防止工件在焊接的过程中出现弯曲的问题。
技术特征:
1.一种焊接压紧工装,包括工装底板(1)和位于工装底板(1)上的若干夹紧件(2),其特征在于,所述夹紧件(2)上设置有l型撑座(21)、旋合在l型撑座(21)自由端的丝杆(22)以及转动连接在丝杆(22)底部的连接柱(23),该连接柱(23)的底部设置有l型压杆(24),所述l型压杆(24)短边端朝下。
2.根据权利要求1所述的一种焊接压紧工装,其特征在于:所述l型撑座(21)的底部设置有安装座(211),该安装座(211)上开设有螺栓连接孔(2111)。
3.根据权利要求2所述的一种焊接压紧工装,其特征在于:所述l型撑座(21)的自由端固定设置有和丝杆(22)旋合连接的丝套(212)。
4.根据权利要求1所述的一种焊接压紧工装,其特征在于:所述l型压杆(24)的短边上贯穿旋合后辅助螺杆(3)。
5.根据权利要求4所述的一种焊接压紧工装,其特征在于:所述辅助螺杆(3)的一端设置有压盘(31)且另一端固定连接有侧驱动杆(32)。
6.根据权利要求1所述的一种焊接压紧工装,其特征在于:所述丝杆(22)的顶部焊接有上驱动杆(221)。
技术总结
本技术提供一种焊接压紧工装,包括工装底板和位于工装底板上的若干夹紧件,所述夹紧件上设置有L型撑座、旋合在L型撑座自由端的丝杆以及转动连接在丝杆底部的连接柱。在本技术中,在工装底板上设置有若干个夹紧件,夹紧件上设置有丝杆,丝杆的底部转动连接有连接柱,连接柱的底部设置有L型压杆,连接柱旋转可以改变L型压杆的方位,使得一个工装底板匹配同一规格的若干个夹紧件;L型压杆上的横杆和短杆可以对工件垂直压紧和侧向限位,若干个夹紧件上的L型压杆调整方向后可以对单个工件的两侧进行双向限位,双向限位配合垂直压紧可以有效防止工件在焊接的过程中出现弯曲的问题。
技术研发人员:侯记,王耀坤,鄢巨龙
受保护的技术使用者:武汉博源达机械模具有限公司
技术研发日:20230315
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!