花齿螺栓的成型装置及花齿螺栓的制作方法
本技术属于紧固件成型领域,尤其涉及一种花齿螺栓的成型装置及花齿螺栓。
背景技术:
1、螺钉是一种非常常见的紧固件,是利用物体的斜面圆形旋转和摩擦力的物理学和数学原理,循序渐进地紧固器物机件的工具,是日常生活中不可或缺的工业必需品:如照相机、眼镜、钟表、电子等使用的极小的螺钉;电视、电器制品、乐器、家具使用的一般的螺钉;工程、建筑、桥梁则使用大型螺钉、螺帽;交通器具、飞机、电车、汽车等则为大小螺钉并用,由此可见螺钉在工业上负有重要任务,所以螺钉的产量与质量至关重要。
2、其应用场景的丰富,使得所需的式样繁多,例如在螺钉杆上成型花齿、螺钉杆为台阶杆、螺钉头为圆形、六角形、方形等,而在传统工艺中,一般采用搓花板搓花成型花齿,此工艺不仅效率低、人工多、机器利用率高,且成型后的花齿会出现不够饱满美观的问题,故现在逐渐尝试使用冷镦工艺成型花齿,虽然冷镦成型花齿速度快、但花齿在头部法兰的下端成型,且花齿与头部法兰之间的导向杆体长度很短,由于模具的结构问题及成型力控制的因素,往往使得花齿在杆部成型的有效长度不够,或成型花齿后有叠痕,产品不良,因此,如何对模具进行改进使得花齿成型优良,仍是一个值得探讨的问题。
技术实现思路
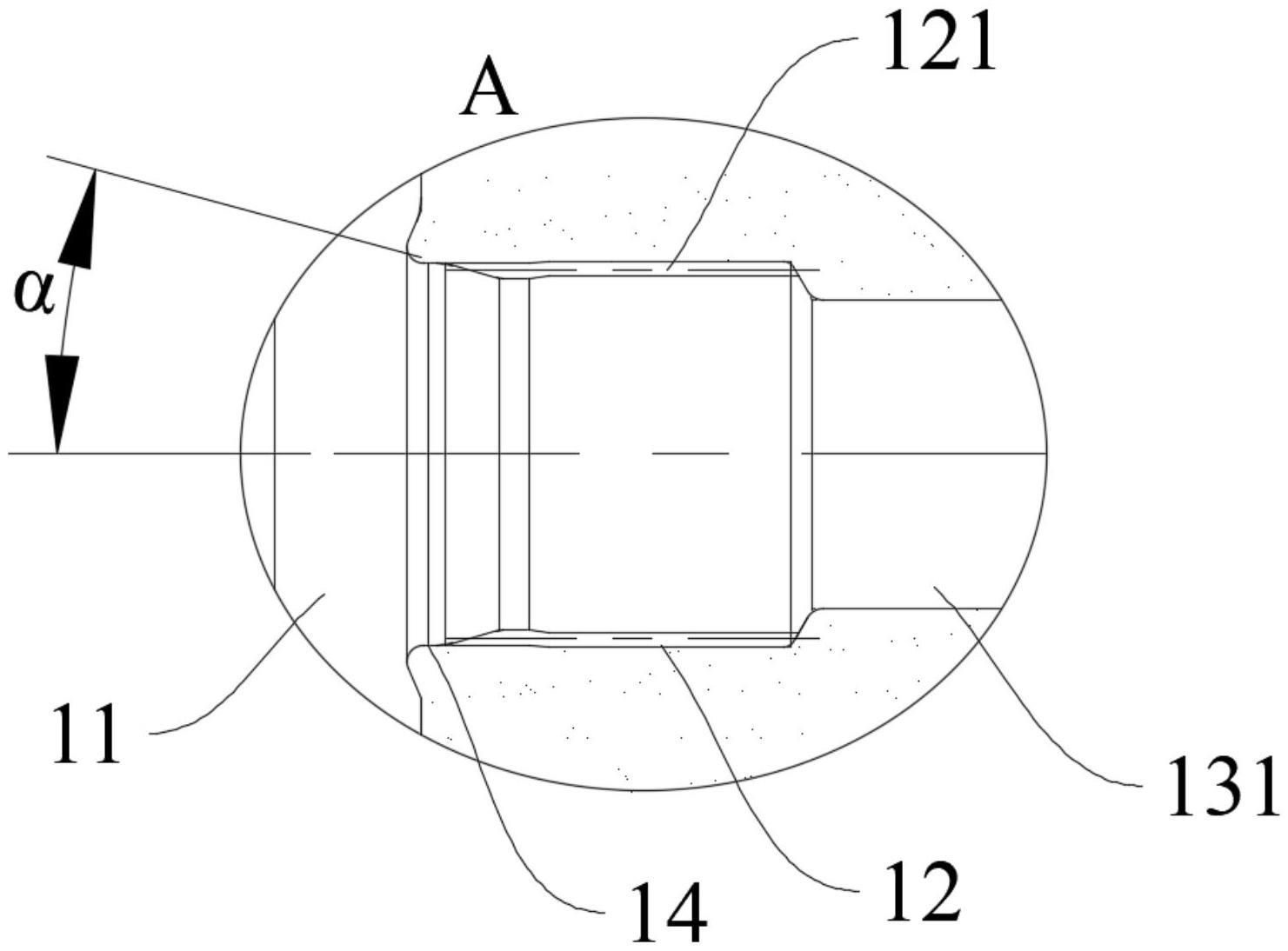
1、鉴于上述现有技术中存在的问题,本实用新型的主要目的在于提供一种花齿螺栓的成型装置及花齿螺栓,所提供的花齿螺栓的成型装置,其第五模具的第五主模腔具有第一段和与第一段相连的第二段,第一段为花齿型腔段用以成型花齿螺栓的第一杆体,第二段为台阶型腔段,用以成型花齿螺栓的第二杆体,第一段背离第二段的第一部的内壁与第五主模腔的轴线形成一15°-17°的夹角α,供成型有头部法兰和导向杆体的预设坯料入模,保证花齿成型后的轴向长度达到预设值,成型无叠痕,保证产品质量。
2、本实用新型的目的通过如下技术方案得以实现:
3、本实用新型提供一种花齿螺栓的成型装置,所述花齿螺栓包括头部法兰、第一杆体和第二杆体,所述第一杆体为花齿杆,所述第二杆体为台阶杆,所述第一杆体和所述头部法兰之间连接有导向杆体,所述成型装置包括:
4、第五模具,所述第五模具用于使成型有头部法兰和导向杆体的预设坯料成型第一杆体和第二杆体,所述第五模具包括对应设置的第五主模和第五冲模,所述第五主模包括第五主模壳,设于所述第五主模壳内的第五主模垫块、第五主模顶针和第五主模仁,所述第五主模仁具有开口朝向所述第五冲模的第五主模腔,所述第五主模顶针自所述第五主模仁底部穿入所述第五主模腔;
5、所述第五冲模包括第五冲模壳、设于所述第五冲模壳内的第五冲模仁、第五冲模垫块与第五冲模顶针,所述第五冲模顶针的一端与所述第五冲模垫块连接,所述第五冲模顶针的另一端与所述第五主模腔相对,所述第五冲模垫块在所述第五主模和第五冲模处于合模状态时沿朝向所述第五主模的方向移动,以使得所述第五冲模顶针将所述预设坯料送入所述第五主模腔内,所述第五主模顶针与所述预设坯料的第二预设杆背离所述头部法兰的一端相抵,所述预设坯料的头部法兰朝向所述第五冲模;
6、其中,所述第五主模腔具有第一段和与所述第一段相连的第二段,所述第一段在所述第五冲模垫块移动的方向上位于所述第五冲模顶针和第二段之间,且所述第一段为花齿型腔段,以成型所述第一杆体,所述第二段为台阶型腔段,以成型所述第二杆体,所述第一段与所述第二段相连的第一部自所述导向杆体背离所述头部法兰的一端朝向所述第二段渐缩,所述第一部的内壁与所述第五主模腔的轴线形成一夹角α,所述夹角α为15°-17°。
7、作为上述技术方案的进一步描述,所述成型装置还包括:
8、第一模具,所述第一模具用于对预设坯料进行整形;
9、第二模具,所述第二模具用于使整形后的所述预设坯料成型第一预设杆和第二预设杆;所述第一预设杆的杆径大于所述第二预设杆的杆径;
10、第三模具,所述第三模具用于使所述第一预设杆远离所述第二预设杆的上段成型为预设法兰;
11、第四模具,所述第四模具用于精整所述预设法兰的直径,成型所述头部法兰和连接于所述头部法兰下的导向杆体。
12、作为上述技术方案的进一步描述,所述成型装置还包括剪切机构,所述剪切机构用于将线材剪断成所述预设坯料。
13、作为上述技术方案的进一步描述,所述剪切机构为剪刀或剪切模。
14、作为上述技术方案的进一步描述,所述成型装置还包括送料机构,所述送料机构用于在所述第一模具、第二模具、第三模具、第四模具和第五模具之间进行送料。
15、作为上述技术方案的进一步描述,所述第一模具包括对应设置的第一主模和第一冲模;
16、所述第一主模包括第一主模壳,设置于所述第一主模壳内的第一主模垫块、第一主模顶针与第一主模仁,所述第一主模仁具有开口朝向所述第一冲模的第一主模腔,所述第一主模顶针自所述第一主模仁底部穿入所述第一主模腔;
17、所述第一冲模包括第一冲模壳,设置于所述第一冲模壳内的第一冲模垫块与第一冲模顶针,所述第一冲模顶针的一端与所述第一冲模垫块连接,所述第一冲模顶针的另一端穿出所述第一冲模壳与所述第一主模腔相对。
18、作为上述技术方案的进一步描述,所述第二模具包括对应设置的第二主模和第二冲模;
19、所述第二主模包括第二主模壳,设置于所述第二主模壳内的第二主模垫块、第二主模顶针与第二主模仁,所述第二主模仁具有开口朝向所述第二冲模的第二主模腔,所述第二主模顶针自所述第二主模仁底部穿入所述第二主模腔;
20、所述第二冲模包括第二冲模壳,设置于所述第二冲模壳内的第二冲模垫块与第二冲模顶针,所述第二冲模顶针的一端与所述第二冲模垫块连接,所述第二冲模顶针的另一端穿出所述第二冲模壳与所述第二主模腔相对。
21、作为上述技术方案的进一步描述,所述第三模具包括对应设置的第三主模和第三冲模;
22、所述第三主模包括第三主模壳,设置于所述第三主模壳内的第三主模垫块、第三主模顶针与第三主模仁,所述第三主模仁具有开口朝向所述第三冲模的第三主模腔,所述第三主模顶针自所述第三主模仁底部穿入所述第三主模腔;
23、所述第三冲模包括第三冲模壳,设置在所述第三冲模壳内的第三冲模仁、第三冲模垫块与第三冲模顶针,所述第三冲模顶针的一端与所述第三冲模垫块连接,所述第三冲模顶针的另一端穿过所述第三冲模壳和所述第三冲模仁与所述第三主模腔相对。
24、作为上述技术方案的进一步描述,所述第四模具包括对应设置的第四主模和第四冲模;
25、所述第四主模包括第四主模壳,设置于所述第四主模壳内的第四主模垫块、第四主模顶针与第四主模仁,所述第四主模仁具有开口朝向所述第四冲模的第四主模腔,所述第四主模顶针自所述第四主模仁底部穿入所述第四主模腔;
26、所述第四冲模包括第四冲模壳,设置于所述第四冲模壳内的第四冲模仁、第四冲模垫块与第四冲模顶针,所述第四冲模顶针的一端与所述第四冲模垫块连接,所述第四冲模顶针的另一端穿过所述第四冲模壳和第四冲模仁与所述第四主模腔相对。
27、本实用新型还提供一种花齿螺栓,包括头部法兰、第一杆体和第二杆体,所述第一杆体为花齿杆,所述第二杆体为台阶杆,所述第一杆体和所述头部法兰之间连接有导向杆体;
28、所述第二杆体包括第一台阶杆、第二台阶杆和第三台阶杆,所述第一台阶杆、第二台阶杆和第三台阶杆自所述头部法兰的一端顺次连接,且其杆径顺次减小;
29、所述第一台阶杆成型有第一螺纹,所述第二台阶杆成型有第二螺纹。
30、综上所述,本实用新型的突出效果为:
31、本实用新型的花齿螺栓的成型装置中,第五模具的第五主模腔为两段式结构,其第一段在第五冲模垫块移动的方向上位于第五冲模顶针和第二段之间,为花齿型腔段,用以成型花齿螺栓的第一杆体,第二段为台阶型腔段,用以成型花齿螺栓的第二杆体;将与第一段中与第二段相连的第一部自导向杆体背离头部法兰的一端朝向第二段设成渐缩的形态,使其内壁与第五主模腔的轴线形成一15°-17°的夹角α,从而在成型有头部法兰和导向杆体的预设坯料于第五冲模的顶入动作中入模第五主模时,即第一预设杆体的下部逐渐成型为第一杆体,第二预设杆体逐渐成型为第二杆体的过程中,补偿由于压机设备的机械干涉和成型力所导致的导向杆体下的花齿成型饱满度,同时由于金属的流动性,成型后的第一杆体上的花齿的齿底有效延伸至第一杆体与导向杆体的连接处,保证了花齿成型的有效长度,且避免了第一杆体与导向杆体的连接处出现叠痕。
- 还没有人留言评论。精彩留言会获得点赞!