一种内花键轴的液压装夹工装的制作方法
本技术涉及机械加工,尤其涉及一种内花键轴的液压装夹工装。
背景技术:
1、内花键轴作为传动轴中的一种类型,由于其传动力大,扭矩分布均匀等优点,在工业领域中得到广泛的应用,尤其是伺服电机上的传动轴,内花键已成为首选的传动方式。内花键通常通过插齿机进行加工,现有技术加工时内花键轴被与加工台面固接的卡盘装夹固定,拟加工的内孔朝上。在批量较小的情况下,这种固定方式尚可,但在大批量加工时,卡盘装夹所占用的时间几乎与插齿加工的时间接近,效率较为低下。
技术实现思路
1、为克服现有技术的缺陷或缺陷之一,本实用新型公开一种内花键轴的液压装夹工装,所采取的技术方案是:
2、一种内花键轴的液压装夹工装,包括基座,基座与插齿机的工作台板固接,基座的上端通过紧固螺栓固接机体的下端,机体的内腔套设涨套,涨套的内腔在自由状态下与拟装夹的花键轴过渡配合或间隙配合,机体的内腔上段为上大下小的圆锥台,涨套的上段为与机体的内腔上段相应的圆锥台段,涨套的圆锥台段沿轴向开设多道伸缩缝;基座的下端中心开设圆槽,基座内开设多个贯通其上端和圆槽顶壁的过孔,过孔内分别滑动配合连接套,锁紧螺栓穿过连接套将位于圆槽内的转接盘和涨套固接在一起,转接盘下端通过连接螺栓固接转接块,转接块固接油缸的活塞杆。
3、进一步地,涨套的圆锥台段的高度小于机体的圆锥台段的高度。
4、进一步地,机体的上段端通过螺钉固接盖板,盖板中心开设容花键轴间隙穿越的中心孔。
5、进一步地,连接套的高度大于基座上端与圆槽顶壁之间的距离,其高度差为油缸的出程和回程止点。
6、进一步地,机体的周向圆面上螺接2个相对的吊环。
7、进一步地,基座与机体的交接面上、沿周向开设偶数个外径向矩形孔,对应外径向矩形孔的涨套上开设同样数量的内径向矩形孔,内径向矩形孔和外径向矩形孔的下壁均向内上方倾斜,内径向矩形孔的上壁高于外径向矩形孔的上壁。
8、进一步地,插齿机的工作台板上开设多条辐射状的燕尾槽,对应多条燕尾槽的基座的端沿上开设多个螺栓过孔,基座通过多个固定螺钉和榫块与工作台板固接。
9、与现有技术相比,本实用新型通过液压缸驱动胀紧套抱紧或松开内花键轴,抱紧时适于插齿机进行插齿加工,松开时适于更换另一根内花键轴,胀紧套能对内花键轴自适应定心,大大提高装夹效率和加工效率。
技术特征:
1.一种内花键轴的液压装夹工装,包括基座(2),基座(2)与插齿机的工作台板(100)固接,其特征在于,基座(2)的上端通过紧固螺栓(12)固接机体(1)的下端,机体(1)的内腔套设涨套(3),涨套(3)的内腔在自由状态下与拟装夹的花键轴(200)过渡配合或间隙配合,机体(1)的内腔上段为上大下小的圆锥台,涨套(3)的上段为与机体(1)的内腔上段相应的圆锥台段,涨套(3)的圆锥台段沿轴向开设多道伸缩缝;基座(2)的下端中心开设圆槽(21),基座(2)内开设多个贯通其上端和圆槽(21)顶壁的过孔,过孔内分别滑动配合连接套(6),锁紧螺栓(11)穿过连接套(6)将位于圆槽(21)内的转接盘(4)和涨套(3)固接在一起,转接盘(4)下端通过连接螺栓(13)固接转接块(5),转接块(5)固接油缸的活塞杆。
2.根据权利要求1所述的一种内花键轴的液压装夹工装,其特征在于,涨套(3)的圆锥台段的高度小于机体(1)的圆锥台段的高度。
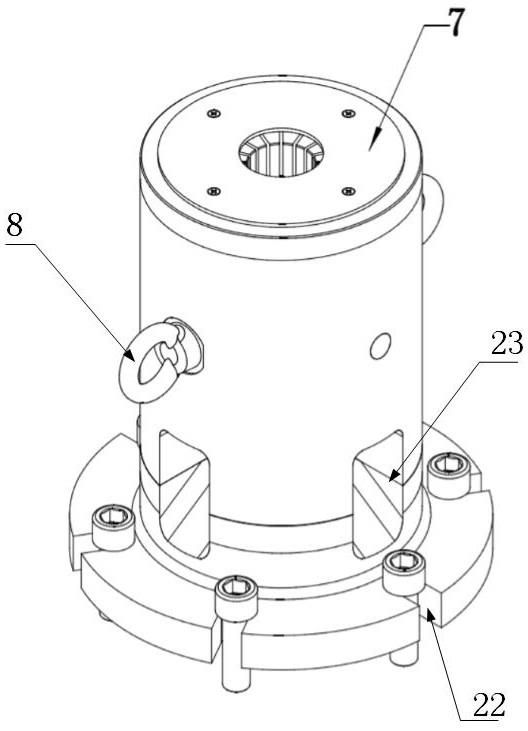
3.根据权利要求1所述的一种内花键轴的液压装夹工装,其特征在于,机体(1)的上段端通过螺钉固接盖板(7),盖板(7)中心开设容花键轴(200)间隙穿越的中心孔。
4.根据权利要求1所述的一种内花键轴的液压装夹工装,其特征在于,连接套(6)的高度大于基座(2)上端与圆槽(21)顶壁之间的距离,其高度差为油缸的出程和回程止点。
5.根据权利要求1所述的一种内花键轴的液压装夹工装,其特征在于,机体(1)的周向圆面上螺接2个相对的吊环(8)。
6.根据权利要求1所述的一种内花键轴的液压装夹工装,其特征在于,基座(2)与机体(1)的交接面上、沿周向开设偶数个外径向矩形孔(23),对应外径向矩形孔(23)的涨套(3)上开设同样数量的内径向矩形孔(24),内径向矩形孔(24)和外径向矩形孔(23)的下壁均向内上方倾斜,内径向矩形孔(24)的上壁高于外径向矩形孔(23)的上壁。
7.根据权利要求1所述的一种内花键轴的液压装夹工装,其特征在于,插齿机的工作台板(100)上开设多条辐射状的燕尾槽(101),对应多条燕尾槽(101)的基座(2)的端沿上开设多个螺栓过孔(22),基座(2)通过多个固定螺钉和榫块与工作台板(100)固接。
技术总结
本技术涉及机械加工,尤其涉及一种内花键轴的液压装夹工装,包括基座,基座与插齿机的工作台板固接,基座的上端通过紧固螺栓固接机体的下端,机体的内腔套设涨套,涨套的内腔在自由状态下与拟装夹的花键轴过渡配合或间隙配合,机体的内腔上段为上大下小的圆锥台,涨套的上段为与机体的内腔上段相应的圆锥台段,涨套的圆锥台段沿轴向开设多道伸缩缝;基座的下端中心开设圆槽,基座内开设多个贯通其上端和圆槽顶壁的过孔,过孔内分别滑动配合连接套,锁紧螺栓穿过连接套将位于圆槽内的转接盘和涨套固接在一起,转接盘下端通过连接螺栓固接转接块,转接块固接油缸的活塞杆。本技术大大提高了装夹效率和加工效率。
技术研发人员:盖成武,姜晓阳,胡昌向,张贤新,王登阳,宋春霖,冯帅超
受保护的技术使用者:烟台艾创机器人科技有限公司
技术研发日:20230316
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!