一种复合导向环的制作方法
本技术属于铝合金型材挤压工模具,具体地,涉及一种复合导向环。
背景技术:
1、针支撑作为重要挤压工模具,其工况恶劣,受力极为复杂。主要受力有滑动时所受正向压力和侧表面摩擦力,这会导致穿孔针工作时发生摆动,传统方法的针支撑外圆部位安装分成两体的铜合金材料制成的导向环,分体导向环通过焊接变成一个圆形导向环,导向环外圆涂高温润滑剂。导向环在空心挤压杆内前后运动,高温润滑剂起到润滑作用,导向环是消耗品,在实际运行过程中环境温度高约300℃~450℃并且穿孔针偏摆倾向力大,润滑剂会被推到首尾两端,中间过程油膜厚度有限,导致导向环通常在润滑不足的高温工况下使用,很快会发生严重的磨损,失去了理想的定位精度和导向能力,每当导向环磨损到一定程度后需要停机拆卸穿孔针、针支撑,更换新的导向环和高温润滑剂。但因传统导向环需焊接后加工而成,所以需要对针支撑重新更换新的,换下来的挤压杆需要发回模具制造厂家进行加工,很大程度上造成时间和工件浪费。影响穿孔针的使用效果和使用寿命,也影响挤压出材的质量。
技术实现思路
1、针对以上问题,本实用新型的目的是提供了一种复合导向环,应用在无缝型材挤压过程中对穿孔针的支撑和导向,保证穿孔针定位精度和运动时导向精度。
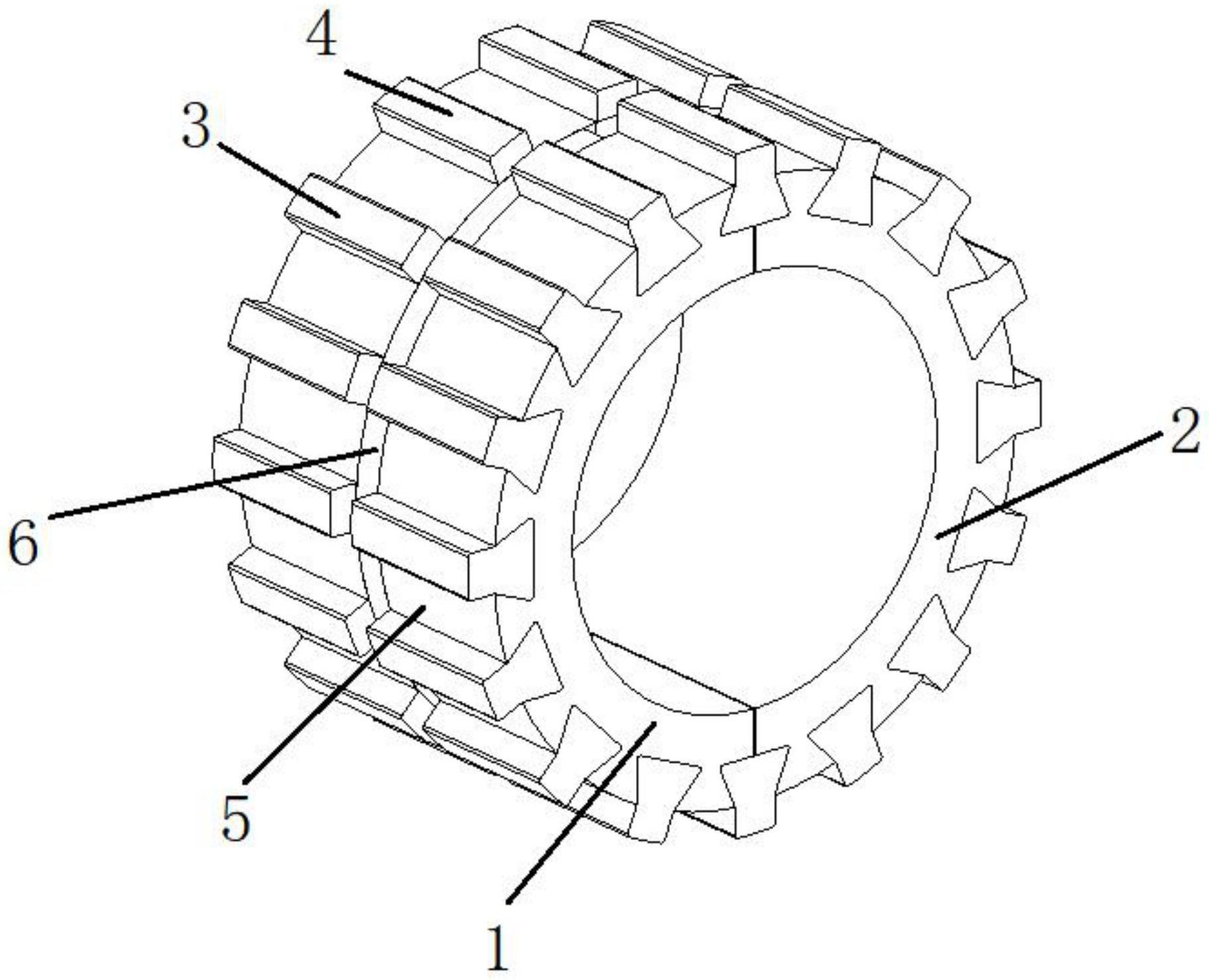
2、本实用新型为实现上述目的所采用的技术方案是:一种复合导向环,包括:铝青铜内环一、铝青铜内环二、锡青铜滑块、石墨滑块、燕尾槽、卡簧槽和卡簧;所述铝青铜内环一和铝青铜内环二的形状一致,呈半圆环状,铝青铜内环一和铝青铜内环二恰好围成一个完整的圆环,铝青铜内环一和铝青铜内环二的外圆表面加工有沿轴向贯穿的燕尾槽,且燕尾槽沿铝青铜内环一和铝青铜内环二所围成的圆环圆周等间隔均匀布置,使得相邻两个燕尾槽之间形成纵向凸起,从而在所述圆环的外表面形成凹凸结构;所述锡青铜滑块和石墨滑块的结构一致,二者均设置在所述铝青铜内环一和铝青铜内环二的外表面并位于铝青铜内环一和铝青铜内环二所围成的圆环的凹凸结构的凸起上,同时锡青铜滑块和石墨滑块沿着所述圆环的周向交替设置;所述卡簧槽开设在铝青铜内环一和铝青铜内环二所围成的圆环的外表面,且卡簧槽为围绕铝青铜内环一和铝青铜内环二所围成的圆环的中轴线周向设置,并在所述圆环的圆周上连续分布;所述卡簧为具有开口的非封闭环形结构。
3、进一步,所述卡簧采用su631合金卡簧。
4、进一步,在所述铝青铜内环一和铝青铜内环二上均按照交替布置的方式设置锡青铜滑块和石墨滑块,锡青铜滑块和石墨滑块的底面均设有与燕尾槽相同的凸起结构,使之与燕尾槽镶嵌装配,且锡青铜滑块和石墨滑块通过耐高温环氧胶与铝青铜内环一和铝青铜内环二粘合。
5、进一步,所述卡簧卡设在卡簧槽内,卡簧与卡簧槽外表面齐平。
6、通过上述设计方案,本实用新型可以带来如下有益效果:本实用新型提出的一种复合导向环,通过复合导向环上的锡青铜滑块和石墨滑块在挤压工模具的挤压筒内滑动减少移动阻力,因复合导向环每个锡青铜滑块和石墨滑块都是独立安装,在锡青铜滑块和石墨滑块磨损后只需更换锡青铜滑块和石墨滑块即可无需整体更换,节省时间;卡簧的设置较原有焊接形式方便、快捷,在复合导向环出现磨损后能够及时快速更换锡青铜滑块和石墨滑块,能保证复合导向环还原原有状态。该复合导向环应用在无缝型材挤压过程中对穿孔针的支撑和导向。保证穿孔针定位精度和运动时导向精度,提高锭胚穿孔后尺寸精度,保证无缝型材壁厚均匀一直性。
技术特征:
1.一种复合导向环,其特征在于,包括:铝青铜内环一(1)、铝青铜内环二(2)、锡青铜滑块(3)、石墨滑块(4)、燕尾槽(5)、卡簧槽(6)和卡簧(7);所述铝青铜内环一(1)和铝青铜内环二(2)的形状一致,呈半圆环状,铝青铜内环一(1)和铝青铜内环二(2)恰好围成一个完整的圆环,铝青铜内环一(1)和铝青铜内环二(2)的外圆表面加工有沿轴向贯穿的燕尾槽(5),且燕尾槽(5)沿铝青铜内环一(1)和铝青铜内环二(2)所围成的圆环圆周等间隔均匀布置,使得相邻两个燕尾槽(5)之间形成纵向凸起,从而在所述圆环的外表面形成凹凸结构;所述锡青铜滑块(3)和石墨滑块(4)的结构一致,二者均设置在所述铝青铜内环一(1)和铝青铜内环二(2)的外表面并位于铝青铜内环一(1)和铝青铜内环二(2)所围成的圆环的凹凸结构的凸起上,同时锡青铜滑块(3)和石墨滑块(4)沿着所述圆环的周向交替设置;所述卡簧槽(6)开设在铝青铜内环一(1)和铝青铜内环二(2)所围成的圆环的外表面,且卡簧槽(6)为围绕铝青铜内环一(1)和铝青铜内环二(2)所围成的圆环的中轴线周向设置,并在所述圆环的圆周上连续分布;所述卡簧(7)为具有开口的非封闭环形结构。
2.根据权利要求1所述的复合导向环,其特征在于:所述卡簧(7)采用su631合金卡簧。
3.根据权利要求1所述的复合导向环,其特征在于:在所述铝青铜内环一(1)和铝青铜内环二(2)上均按照交替布置的方式设置锡青铜滑块(3)和石墨滑块(4),锡青铜滑块(3)和石墨滑块(4)的底面均设有与燕尾槽(5)相同的凸起结构,使之与燕尾槽(5)镶嵌装配,且锡青铜滑块(3)和石墨滑块(4)通过耐高温环氧胶与铝青铜内环一(1)和铝青铜内环二(2)粘合。
4.根据权利要求1所述的复合导向环,其特征在于:所述卡簧(7)卡设在卡簧槽(6)内,卡簧(7)与卡簧槽(6)外表面齐平。
技术总结
本技术公开了一种复合导向环,属于铝合金型材挤压工模具技术领域,包括形状一致的铝青铜内环一和铝青铜内环二,呈半圆环状,二者恰好围成一个完整的圆环,铝青铜内环一和铝青铜内环二的外圆表面加工有沿轴向贯穿的燕尾槽,且燕尾槽沿铝青铜内环一和铝青铜内环二所围成的圆环圆周等间隔均匀布置,使得相邻两个燕尾槽之间形成纵向凸起,在铝青铜内环一和铝青铜内环二所围成的圆环的凸起上均按照交替布置的方式安装有锡青铜滑块和石墨滑块,将卡簧沿着开口撑开,装在卡簧槽处。该复合导向环应用在无缝型材挤压过程中对穿孔针的支撑和导向。保证穿孔针定位精度和运动时导向精度,提高锭胚穿孔后尺寸精度,保证无缝型材壁厚均匀一直性。
技术研发人员:刘海堂,李香安,张越超,刘涛,刘阳,聂洪晶,于鸿飞
受保护的技术使用者:磐石市飞跃模具有限公司
技术研发日:20230315
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!