铆接工装装置的制作方法
本技术属于铆接设备,更具体而言,涉及一种铆接工装装置。
背景技术:
1、铆接是汽车行业最常用到的一种操作,部分汽车零部件需要铆接至少两个铆钉。现有技术中的铆接设备每次只能铆接一个铆钉,通常需要更换至少两套夹具才能完成一个汽车零部件的铆接。每次更换夹具及首件检测需要至少20分钟的时间,在生产需求量大时,需要更多设备同时生产,也需要配备更多的工作人员,亦需要大面积存储中间工序件,总得来说,现有的铆接设备具有以下不足:费时、费力、成本高,占地面积大,大幅增加生产成本。
技术实现思路
1、本实用新型的主要目的在于提供一种铆接工装装置,通过第一滑块调整汽车零部件的位置,以实现至少两个点的铆接。
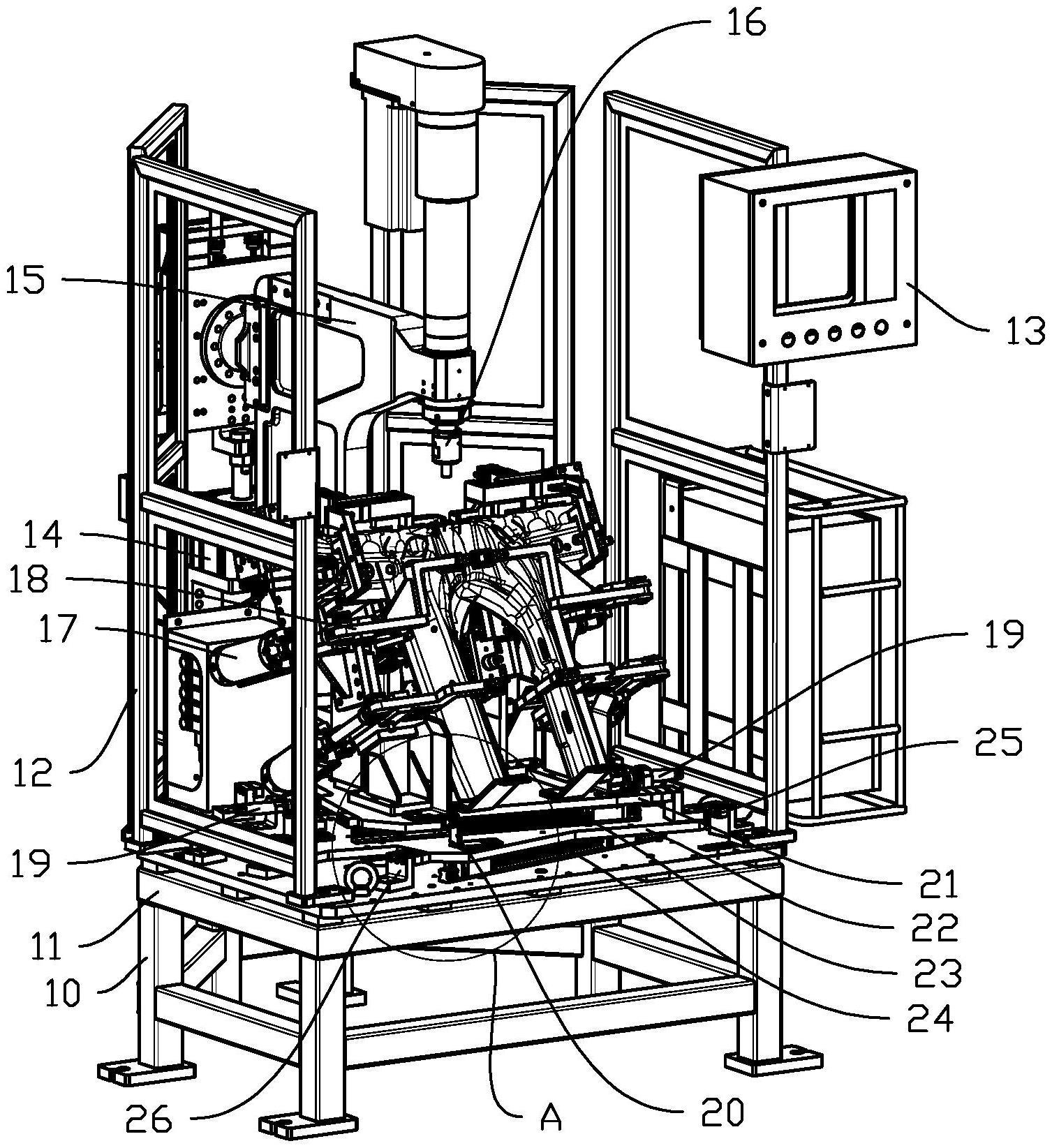
2、根据本实用新型的第一方面,提供了铆接工装装置,包括机架,所述机架设置有工作台,所述工作台上方设置有第一滑轨以及沿第一滑轨滑动的第一滑块,所述第一滑块上倾斜设置有仿形定位块,所述仿形定位块上方设置有铆接机,所述仿形定位块的四周间隔设置有将汽车零部件固定在仿形定位块上的夹紧机构。
3、本实用新型的一个特定的实施例中,所述工作台和第一滑块之间设置有第二滑块,所述工作台上设置有供第二滑块滑行的第二滑轨,所述第一滑轨设置在第二滑块的上端面,所述第一滑轨和第二滑轨呈夹角设置。
4、本实用新型的一个特定的实施例中,所述第二滑块上设置有第一到位传感器和第二到位传感器,所述第一到位传感器设置有第二滑块的两侧,所述第二到位传感器设置在第二滑块的中部,所述第一到位传感器和第二到位传感器用于限制第一滑块移动的行程。
5、本实用新型的一个特定的实施例中,所述第一滑块包括呈t状设置的第一板块和第二板块,所述第一到位传感器和第二到位传感器设置在第一板块的两侧。
6、本实用新型的一个特定的实施例中,所述工作台上设置有第一限位块和第二限位块,所述第一限位块和第二限位块之间形成供所述第二滑块滑行的空间。
7、本实用新型的一个特定的实施例中,所述第一限位块和第二限位块中朝向所述第二滑块的一侧设置有缓冲垫。
8、本实用新型的一个特定的实施例中,所述铆接机包括升降气缸以及安装在升降气缸动作端上的安装架,所述升降气缸的动作端朝上,所述安装架上设置有铆接头。
9、本实用新型的一个特定的实施例中,各所述夹紧机构包括夹紧气缸和夹紧块,所述夹紧气缸旁设置有安装座,所述夹紧块的中部铰接在安装座上,夹紧气缸的动作端与夹紧块的第一端连接,所述夹紧块的第二端朝向仿形定位块。
10、本实用新型的一个特定的实施例中,所述工作台的四周设置有防护架,所述防护架的前侧设有开口,所述开口旁设置有操作面板。
11、本实用新型上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:本实用新型通过在工作台上设置第一滑块,并将待加工的汽车零部件置于仿形定位块,待铆接机将汽车零部件的第一个位置铆接后,第一滑块带着仿形定位块移动,将汽车零部件中第二个需要铆接的位置处于铆接机的工作范围内,以实现对汽车零部件的至少两个位置的铆接,减少汽车零部件装夹的次数,减少夹具的数量,降低成本。本实用新型适用于汽车零部件的铆接生产中。
技术特征:
1.铆接工装装置,其特征在于,包括机架,所述机架设置有工作台,所述工作台上方设置有第一滑轨以及沿第一滑轨滑动的第一滑块,所述第一滑块上倾斜设置有仿形定位块,所述仿形定位块上方设置有铆接机,所述仿形定位块的四周间隔设置有将汽车零部件固定在仿形定位块上的夹紧机构。
2.根据权利要求1所述的铆接工装装置,其特征在于,所述工作台和第一滑块之间设置有第二滑块,所述工作台上设置有供第二滑块滑行的第二滑轨,所述第一滑轨设置在第二滑块的上端面,所述第一滑轨和第二滑轨呈夹角设置。
3.根据权利要求2所述的铆接工装装置,其特征在于,所述第二滑块上设置有第一到位传感器和第二到位传感器,所述第一到位传感器设置有第二滑块的两侧,所述第二到位传感器设置在第二滑块的中部,所述第一到位传感器和第二到位传感器用于限制第一滑块移动的行程。
4.根据权利要求3所述的铆接工装装置,其特征在于,所述第一滑块包括呈t状设置的第一板块和第二板块,所述第一到位传感器和第二到位传感器设置在第一板块的两侧。
5.根据权利要求3所述的铆接工装装置,其特征在于,所述工作台上设置有第一限位块和第二限位块,所述第一限位块和第二限位块之间形成供所述第二滑块滑行的空间。
6.根据权利要求5所述的铆接工装装置,其特征在于,所述第一限位块和第二限位块中朝向所述第二滑块的一侧设置有缓冲垫。
7.根据权利要求1所述的铆接工装装置,其特征在于,所述铆接机包括升降气缸以及安装在升降气缸动作端上的安装架,所述升降气缸的动作端朝上,所述安装架上设置有铆接头。
8.根据权利要求1所述的铆接工装装置,其特征在于,各所述夹紧机构包括夹紧气缸和夹紧块,所述夹紧气缸旁设置有安装座,所述夹紧块的中部铰接在安装座上,夹紧气缸的动作端与夹紧块的第一端连接,所述夹紧块的第二端朝向仿形定位块。
9.根据权利要求3所述的铆接工装装置,其特征在于,所述工作台的四周设置有防护架,所述防护架的前侧设有开口,所述开口旁设置有操作面板。
技术总结
本技术公开了铆接工装装置,包括机架,所述机架设置有工作台,所述工作台上方设置有第一滑轨以及沿第一滑轨滑动的第一滑块,所述第一滑块上倾斜设置有仿形定位块,所述仿形定位块上方设置有铆接机,所述仿形定位块的四周间隔设置有将汽车零部件固定在仿形定位块上的夹紧机构。本技术通过在工作台上设置第一滑块,并将待加工的汽车零部件置于仿形定位块,待铆接机将汽车零部件的第一个位置铆接后,第一滑块带着仿形定位块移动,将汽车零部件中第二个需要铆接的位置处于铆接机的工作范围内,以实现对汽车零部件的至少两个位置的铆接,减少汽车零部件装夹的次数,减少夹具的数量,降低成本。本技术适用于汽车零部件的铆接生产中。
技术研发人员:潘海波,柏一峰
受保护的技术使用者:广州安夼智能装备科技有限公司
技术研发日:20230315
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!