一种防磨削错位的锯链切齿片定位机构的制作方法
【】本技术属于锯链加工,具体涉及锯链切齿片磨削技术。
背景技术
0、
背景技术:
1、锯链切齿片需要磨削,在锯链切齿片磨削设备上设有推料轨道、对应推料轨道的磨削工位设置锯链切齿片磨削定位装置和磨削装置,推料组件推送切齿片沿推料轨道输送至磨削工位。由于锯链切齿片上加工有两个对应与两个链轴进行连接的链轴孔。锯链切齿片磨削定位装置设置有两个定位针,两个定位针的间距等于切齿片上两个链轴孔的间距。因此,进行定位时,两个定位针对应插入锯链切齿片上两个链轴孔内,压紧锯链切齿片。在实际生产过程中发现,如果锯链切齿片在磨削工位定位不准确,例如两个定位针正好插入相邻两个锯链切齿片上相邻两个链轴孔的情况,就会总成磨削不准确,即磨削错位,只磨削了锯链切齿片的尾部。
技术实现思路
0、
技术实现要素:
1、针对现有技术中的不足,本实用新型所要解决的技术问题在于提供一种防磨削错位的锯链切齿片定位机构。
2、为解决上述技术问题,本实用新型采用如下技术方案:
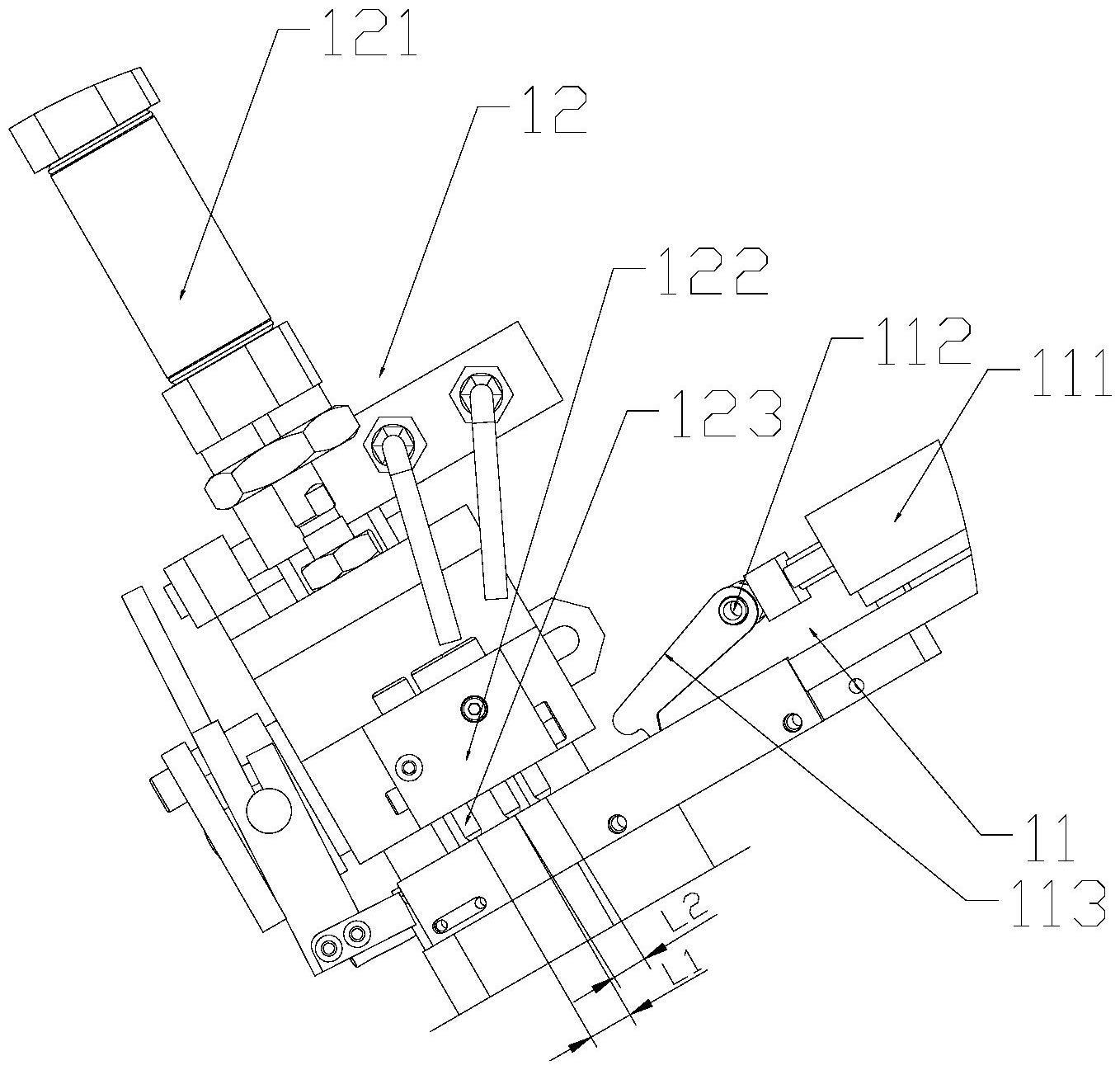
3、一种防磨削错位的锯链切齿片定位机构,包括定位针、驱动定位针压紧切齿片的定位针驱动器以及检测定位针位置的位置传感器,定位针插入锯链切齿片的链轴孔内进行定位,所述定位针设有三个,三个定位针沿切齿片输送方向间隔分布,输送方向前侧的两个定位针的间距为l1,且l1等于锯链切齿片上两个链轴孔的间距,输送方向上第二个定位针和第三个定位针的间距为l2,相邻两个首尾相接的锯链切齿片上相邻两个链轴孔的间距为l3,且l2小于l1,l2=l3。
4、作为优选,所述定位针驱动器为定位针驱动气缸。
5、作为优选,所述定位针驱动气缸的活塞顶杆连接有定位针驱动块,所述定位针固定于定位针驱动块。
6、作为优选,所述定位针驱动块与导轨滑动配合。
7、作为优选,所述定位针的头端设有锥形的定位头。
8、作为优选,所述位置传感器与报警器连接。
9、作为优选,由切齿片送料机构向切齿片定位机构送料,所述切齿片送料机构包括振动盘、与振动盘出料口相接的送料轨道、与送料轨道出料端相接的推料轨道,推送切齿片沿推料轨道输送的推料组件。
10、作为优选,所述推料组件包括推料气缸和由推料气缸驱动的推料杆,所述推料杆的头端设有可插入链轴孔和与链轴孔分离的推料钩。
11、作为优选,所述推料气缸的活塞顶杆平行于推料轨道方向,所述推料气缸的活塞顶杆垂直连接有固定轴,所述固定轴与推料杆的尾端铰接。
12、作为优选,所述推料轨道的侧面设有限位挡板。
13、本实用新型采用上述技术方案,具有如下有益效果:
14、沿锯链切齿片输送方向依次首尾相接有第一个锯链切齿片、第二个锯链切齿片、第三个锯链切齿片。正常情况下,第一个锯链切齿片磨削完成后,第二个锯链切齿片沿推料轨道输送同时推动第一个锯链切齿片,将第一个锯链切齿片推离磨削工位,同时将第二个锯链切齿片推送到磨削工位。第二个锯链切齿片在磨削工位定位准确的情况下,输送方向前侧的两个定位针对应插入第二个锯链切齿片上的两个链轴孔内,同时输送方向上第三个定位针插入第三个锯链切齿片的相邻链轴孔内;如果第二个锯链切齿片没有准确推送到磨削工位,输送方向前侧的两个定位针就无法对应插入第二个锯链切齿片上的两个链轴孔内,则定位针的高度就比正常情况下高,位置传感器就可以检测到定位针位置异常。即使输送方向前侧的两个定位针的位置与第二个锯链切齿片和第三个锯链切齿片上相邻两个链轴孔的位置对应,输送方向上第三个定位针与第三个锯链切齿片上另一个链轴孔位置不对应,无法插入该链轴孔内,定位针的高度仍然还是比正常情况下高,位置传感器也就同样可以检测到定位针位置异常。从而可以及时进行报警和解决故障,因此,可以避免磨削错位,只磨削了锯链切齿片的尾部。
15、本实用新型的这些特点和优点将会在下面的具体实施方式、附图中详细的揭露。
技术特征:
1.一种防磨削错位的锯链切齿片定位机构,包括定位针、驱动定位针压紧切齿片的定位针驱动器以及检测定位针位置的位置传感器,定位针插入锯链切齿片的链轴孔内进行定位,其特征在于,所述定位针设有三个,三个定位针沿切齿片输送方向间隔分布,输送方向前侧的两个定位针的间距为l1,且l1等于锯链切齿片上两个链轴孔的间距,输送方向上第二个定位针和第三个定位针的间距为l2,相邻两个首尾相接的锯链切齿片上相邻两个链轴孔的间距为l3,且l2小于l1,l2=l3。
2.根据权利要求1所述的一种防磨削错位的锯链切齿片定位机构,其特征在于,所述定位针驱动器为定位针驱动气缸。
3.根据权利要求2所述的一种防磨削错位的锯链切齿片定位机构,其特征在于,所述定位针驱动气缸的活塞顶杆连接有定位针驱动块,所述定位针固定于定位针驱动块。
4.根据权利要求3所述的一种防磨削错位的锯链切齿片定位机构,其特征在于,所述定位针驱动块与导轨滑动配合。
5.根据权利要求1所述的一种防磨削错位的锯链切齿片定位机构,其特征在于,所述定位针的头端设有锥形的定位头。
6.根据权利要求1所述的一种防磨削错位的锯链切齿片定位机构,其特征在于,所述位置传感器与报警器连接。
7.根据权利要求1所述的一种防磨削错位的锯链切齿片定位机构,其特征在于,由切齿片送料机构向切齿片定位机构送料,所述切齿片送料机构包括振动盘、与振动盘出料口相接的送料轨道、与送料轨道出料端相接的推料轨道,推送切齿片沿推料轨道输送的推料组件。
8.根据权利要求7所述的一种防磨削错位的锯链切齿片定位机构,其特征在于,所述推料组件包括推料气缸和由推料气缸驱动的推料杆,所述推料杆的头端设有可插入链轴孔和与链轴孔分离的推料钩。
9.根据权利要求8所述的一种防磨削错位的锯链切齿片定位机构,其特征在于,所述推料气缸的活塞顶杆平行于推料轨道方向,所述推料气缸的活塞顶杆垂直连接有固定轴,所述固定轴与推料杆的尾端铰接。
10.根据权利要求7所述的一种防磨削错位的锯链切齿片定位机构,其特征在于,
技术总结
本技术公开了一种防磨削错位的锯链切齿片定位机构,包括定位针、驱动定位针压紧切齿片的定位针驱动器以及检测定位针位置的位置传感器,定位针插入锯链切齿片的链轴孔内进行定位,定位针设有三个,三个定位针沿切齿片输送方向间隔分布,输送方向前侧的两个定位针的间距为L1,且L1等于锯链切齿片上两个链轴孔的间距,输送方向上第二个定位针和第三个定位针的间距为L2,相邻两个首尾相接的锯链切齿片上相邻两个链轴孔的间距为L3,且L2小于L1,L2=L3。本技术在位置传感器检测到定位针位置异常,根据这个位置异常信号,可以及时进行报警和解决故障,因此,可以避免磨削错位,只磨削了锯链切齿片的尾部。
技术研发人员:赵志火,巫宝军,邱建忠,汪雄飞,李葛明,胡华锋
受保护的技术使用者:浙江辉煌三联实业股份有限公司
技术研发日:20230323
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!