风电齿轮箱扭力臂斜回油孔的可调节高度加工工装的制作方法
本技术涉及一种风电齿轮箱加工工装领域,具体地说是一种用于风电齿轮箱扭力臂斜回油孔的可调节高度加工工装。
背景技术:
1、风电作为一种高效、安全、可再生的清洁能源。现阶段,清洁能源的作用越来越被重视,且在大部分国家,都加大了相应的发展力度。截至目前,风力发电经过长期的发展,已经逐渐成熟已经在我国普遍被采用。风力发电机组的安装量迎来了爆发期,因此风力发发电机组内部的核心部件齿轮箱的加工质量与效率至关重要。
2、风电齿轮箱主要由箱体、扭力臂、齿轮、行星架、轴承、标准件、电器元件等组成的,扭力臂是行星齿轮传动装置的主要构件之一,风电齿轮箱通过扭力臂与机舱固定连接;由于风电齿轮箱的型号多种多样,因此齿轮箱所使用的扭力臂型号也存在区别。为了防止齿轮箱扭力臂安装盖板处因为油量过多而漏油,扭力臂安装盖板处靠近下方的位置通常需要加工回油孔,回油孔都是从扭力臂安装盖板端面一直通到齿轮箱内腔的,通常扭力臂上面的回油孔是垂直于盖板安装面的,这种回油孔可以直接在常规的立式加工中心上面直接加工出来。但是有的机型由于设计要求,回油孔相对于扭力臂盖板安装面有一定的角度要求,往往这种有角度要求的斜回油孔则加工起来比较费时费力。
3、现有技术一的技术方案:
4、通常在加工扭力臂上面的带有一定角度斜回油孔的时候,由于不同型号的扭力臂斜回油孔相对于盖板安装面倾斜的角度不同,所以需要根据不同型号扭力臂斜回油孔的倾斜角度和扭力臂的最大外圆直径计算出需要垫高工装的高度。扭力臂垫高后倾斜的角度保证和所要加工扭力臂斜回油孔的角度一致。因此扭力臂的一侧需要支撑,另外一侧需要用等高块垫高,扭力臂所使用的垫高块的高度根据不同型号扭力臂斜回油孔的倾斜角度和扭力臂的最大外圆的改变而改变。
5、现有技术一的缺点:
6、1、使用的是固定高度垫高块,需要不同型号的扭力臂,由于斜回油孔的倾斜角度和扭力臂最大外圆不一样,需要制作各种不同高度的垫高块,额外增加工装成本;
7、2、零件在加工之前需要校正工件,固定高度的垫高块调节起来费时费力,效率偏低。
8、现有技术二的技术方案:
9、1、无需将扭力臂垫高,通过带侧铣头模块的立式加工中心直接加工。机床的侧铣头所偏的角度调整到和所要加工斜回油孔的倾斜角度一致即可加工。
10、现有技术二的缺点:
11、1、不是所有的立式加工中心都带头侧铣头模块,对机床的硬件设施要求比较高。机床的侧铣头价格比较贵,额外增加机床的采购成本;
12、2、侧铣头的安装需要人工进行安装,加工完扭力臂垂直与端面的通孔、螺纹孔后,需要安装侧铣头和刀具,耗时耗力。
技术实现思路
1、本实用新型提供风电齿轮箱扭力臂斜回油孔的可调节高度加工工装,其目的是解决现有技术的缺点,提供一种在普通的立式加工中心上面就可以实现倾斜调度的回油孔加工、通用性更强、节约工装成本、调整安装效率更高的斜回油孔加工工装。
2、本实用新型解决其技术问题所采用的技术方案是:
3、风电齿轮箱扭力臂斜回油孔的可调节高度加工工装,其特征在于:
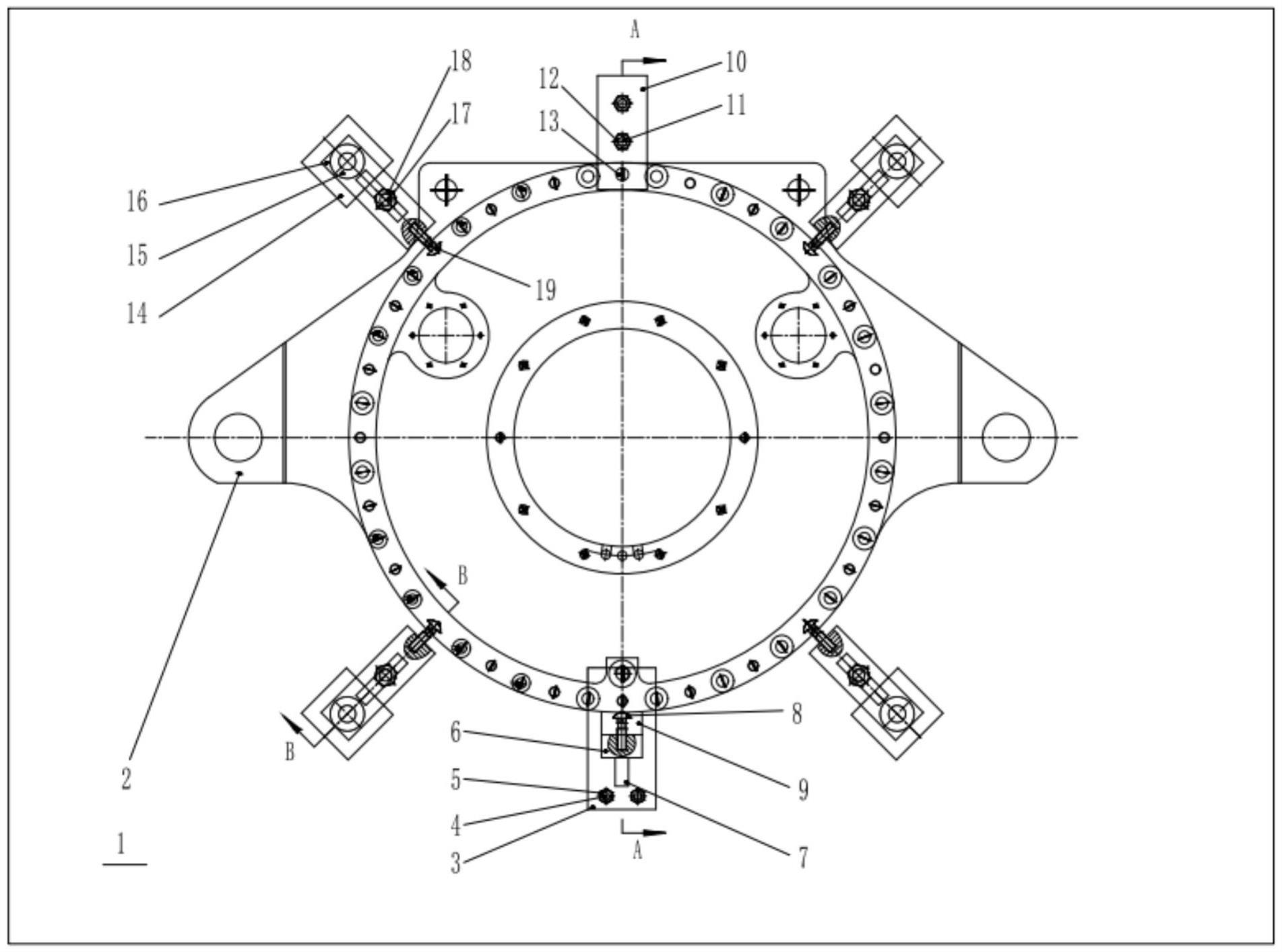
4、支撑模块为:
5、工装底座放置到机床工作台上,t型螺栓的t型头安装到机床工作台上面的t型槽内,螺杆部分穿过工装底座开设的通孔,安装在t型螺栓上的圆螺母压紧在工装底座上;
6、工装立柱焊接在工装底座上,横向的圆头工装螺栓安装在工装立柱的开设的螺纹上;
7、工件扭力臂的大端面放置到工装底座上,圆头工装螺栓的螺栓头部顶住工件扭力臂的大外圆;
8、垫高模块为:
9、工装底座放置到机床工作台上,t型螺栓的t型头安装到机床工作台上面的t型槽内,螺杆部分穿过工装底座开设的通孔,安装在t型螺栓上的圆螺母压紧在工装底座上;
10、一个竖向的圆头工装螺栓安装在工装底座上端面开设的螺纹孔中;圆头工装螺栓的螺栓头部顶住工件扭力臂的大端面;
11、压紧模块为:
12、垫块放置在机床工作台上面,千斤顶组件放置在垫块上面;圆头工装螺栓安装在工装压板侧面的螺纹孔中,t型螺栓的t型头安装到机床工作台上面的t型槽里面,螺柱部分穿过工装压板开设的腰型孔;工装压板的一侧支撑在千斤顶组件上,安装圆头工装螺栓的一侧压在工件扭力臂的端面上,安装在t型螺栓上的圆螺母压紧在工装压板上。
13、四个压紧模块相对于工件扭力臂的轴线圆周均布。
14、支撑模块中具有工装支撑,工装支撑一侧焊接在工装立柱上,一侧焊接在工装底座的上平面。
15、支撑模块中安装在t型螺杆上的圆螺母为两个;垫高模块中安装在t型螺杆上的圆螺母为两个;压紧模块中安装在t型螺杆上的圆螺母为两个。
16、支撑模块的工装底座上放置有垫块,工件扭力臂的大端面放置到垫块上面。
17、垫高模块的工装底座为l型,螺纹孔开设在工装底座的上端面。
18、本实用新型的有益之处在于:
19、使用本专利的工装可以实现在普通的立式加工中心上面就可以加工带角度的斜油孔,无需放置到带侧铣头功能的立式加工中心上面进行加工,有效的提升了机床的利用率。本工装的支撑部位可以调节高度,可以根据扭力臂上面斜油孔的角度要求,调节工装螺栓的伸出长度,从而可以实现扭力臂的倾斜角度,可以满足一定范围内扭力臂斜油孔的加工要求,适用于各类机型的扭力臂,通用性更强。本工装结构简单,易于加工制作,工装成本低。
技术特征:
1.风电齿轮箱扭力臂斜回油孔的可调节高度加工工装,其特征在于:
2.如权利要求1所述的风电齿轮箱扭力臂斜回油孔的可调节高度加工工装,其特征在于:四个压紧模块相对于工件扭力臂的轴线圆周均布。
3.如权利要求1所述的风电齿轮箱扭力臂斜回油孔的可调节高度加工工装,其特征在于:支撑模块中具有工装支撑,工装支撑一侧焊接在工装立柱上,一侧焊接在工装底座的上平面。
4.如权利要求1所述的风电齿轮箱扭力臂斜回油孔的可调节高度加工工装,其特征在于:支撑模块中安装在t型螺杆上的圆螺母为两个;垫高模块中安装在t型螺杆上的圆螺母为两个;压紧模块中安装在t型螺杆上的圆螺母为两个。
5.如权利要求1所述的风电齿轮箱扭力臂斜回油孔的可调节高度加工工装,其特征在于:支撑模块的工装底座上放置有垫块,工件扭力臂的大端面放置到垫块上面。
6.如权利要求1所述的风电齿轮箱扭力臂斜回油孔的可调节高度加工工装,其特征在于:垫高模块的工装底座为l型,螺纹孔开设在工装底座的上端面。
技术总结
本技术提供风电齿轮箱扭力臂斜回油孔的可调节高度加工工装,其特征在于:支撑模块圆头工装螺栓的螺栓头部顶住工件扭力臂的大外圆;垫高模块圆头工装螺栓的螺栓头部顶住工件扭力臂的大端面;压紧模块为工装压板的一侧支撑在千斤顶组件上,安装圆头工装螺栓的一侧压在工件扭力臂的端面上,安装在T型螺栓上的圆螺母压紧在工装压板上。本技术提供一种在普通的立式加工中心上面就可以实现倾斜调度的回油孔加工、通用性更强、节约工装成本、调整安装效率更高的斜回油孔加工工装。
技术研发人员:黄正廷,吴伟强,傅旸
受保护的技术使用者:南京安维士传动技术股份有限公司
技术研发日:20230323
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!