阀门体安装孔攻丝和倒角专机的制作方法
本技术涉及攻丝机械领域,具体地说是一种用于对阀门体安装孔,进行攻丝、倒角的专用机床。
背景技术:
1、阀门体需要加工多个安装螺丝孔,传统的方法都是采用普通攻丝机床加工,先将阀门体固定在机床上,再对螺丝孔逐个的进行攻丝、倒角,其缺点是,费工费时,且容易出现漏攻丝孔。
技术实现思路
1、本实用新型为解决普通攻丝机加工阀门体安装螺丝孔,费工费时,容易遗漏丝孔的问题,提供一种对多个安装孔同时攻丝和倒角的机床。
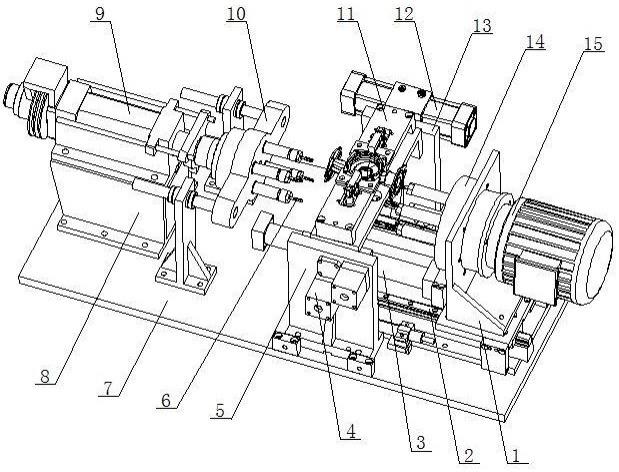
2、本实用新型的技术方案是,一种阀门体安装孔攻丝和倒角专机,其特殊之处是,在平面工作台上面的左部装有机头底座,机头底座上装有横向的攻丝机头,攻丝机头的右端装有攻丝多轴器,攻丝多轴器的右面上装有多个丝锥;
3、工作台上面中部的前边装有前支撑座,工作台上面中部的后边装有后支撑座,前支撑座和后支撑座的上部之间装有平向的工装板,工装板的两端与前支撑座、后支撑座之间由轴连接,工装板的后端后支撑座之间装有锁紧气缸,工装板的前端与前支撑座之间装有翻转气缸;
4、工作台上面的右部前后排装有两条横向的导轨,导轨上装有滑动座板,滑动座板上装有主轴左置的电机,电机主轴上装有左置的倒角多轴器,两条横向导轨之间装有横向的进给气缸,进给气缸的缸杆与滑动座板连接,进给气缸的左端固定在工作台上面的中部。
5、工作时,将阀门体放在工装板上面并固定,松开锁紧气缸,启动翻转气缸带动工装板及阀门体,靠工装板两端与前支撑座、后支撑座之间的轴配合顺时针翻转九十度,使工装板和阀门体安装孔面成立向,然后,锁定后支撑座上的锁紧气缸。启动攻丝机头带动攻丝多轴器、丝锥,通过工装板上预制的镂空导向孔对阀门体安装孔进行攻丝,同时,启动进给气缸拉动滑动座板、电机、倒角多轴器沿导轨向左移动到达工作位置停止,启动电机带动倒角多轴器对阀门体安装孔的口沿进行倒角。
6、本实用新型的技术效果是,采用上述的技术方案,可以实现一种阀门体多个安装螺丝孔一次性完成攻丝和倒角的攻丝机床。通过一次性完成多个安装孔的攻丝和倒角极大的提高了工作效率。
技术特征:
1.一种阀门体安装孔攻丝和倒角专机,其特征是:在平面工作台上面的左部装有机头底座,机头底座上装有横向的攻丝机头,攻丝机头的右端装有攻丝多轴器,攻丝多轴器的右面上装有多个丝锥;
技术总结
一种阀门体安装孔攻丝和倒角专机,其特点是在工作台上左部有机头底座,机头底座上有攻丝机头,攻丝机头右端有攻丝多轴器,工作台上中部前边有前支撑座,后边装有后支撑座,前、后支撑座上部之间有的工装板,工装板的后端后支撑座之间有锁紧气缸,工装板前端与前支撑座之间有翻转气缸;工作台上右部前后排有两条横向的导轨,导轨上有滑动座板,滑动座板上有主轴左置的电机,电机主轴上有左置的倒角多轴器,两条横向导轨之间有横向的进给气缸,进给气缸的缸杆与滑动座板连接,进给气缸的左端固定在工作台上。它解决了普通攻丝机加工阀门体安装螺丝孔,费工费时,容易遗漏丝孔的问题,非常适合阀门生产企业使用。
技术研发人员:林涛,杨瑞政,范乃宽,刘正良,刘勇超
受保护的技术使用者:青岛沃顿液压设备有限公司
技术研发日:20230326
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!