音圈套取送料定位机械手的制作方法
本技术涉及一种音圈套取送料定位机械手。
背景技术:
1、直径为0.01-0.02mm的铜线在卷绕成音圈(线圈)后,其需要组装到耳机的膜片(振动膜)上,并完成音圈(线圈)的引线及将其固定在膜片的铜圈上。由于音圈(线圈)细小且柔软,音圈(线圈)在成型后不适合利用振动盘对其进行上料及对其与膜片进行组装,并且细小的音圈(线圈)在与膜片进行组装前需要先将其定位到膜片治具的上面。传统是采用人手操作的方式将音圈(线圈)摆放到膜片治具的上面的,人手对细小且柔软的音圈(线圈)进行上料及摆放的操作方式不但导致其具有工作效率低、定位精度差、工人的劳动强度大及企业的劳务成本高的不足,使其无法满足企业大规模批量化生产和自动化生产的要求,此外,其还导致音圈与膜片中心定位同心度的偏差大及引线(线头)与膜片贴合距离大的问题。
技术实现思路
1、本实用新型要解决的技术问题是提供一种音圈套取送料定位机械手,其整体的结构设计特别适合对高张力、超高张力的铜线、合金线和铜包铝使用,其实现了能自动套取线圈、自动对套取的线圈进行转动移送、自动对线圈的线头进行拉直、自动对线圈被拉直的线头进行夹线、自动对拉直后的线头在不同气缸之间进行交接、自动对膜片进行定位、自动对套取的线圈进行脱模并摆放到音圈治具上、自动对膜片与线圈进行定位及自动将线头与线圈进行定位等一系列操作,使其具有工作效率高、定位精度高和产能高的优点,其有效地解决了传统采用人手操作的方式来对线圈进行上料和摆料而导致其具有工作效率低、定位精度差、工人的劳动强度大及企业的劳务成本高的问题。本实用新型是通过以下技术方案来实现的:
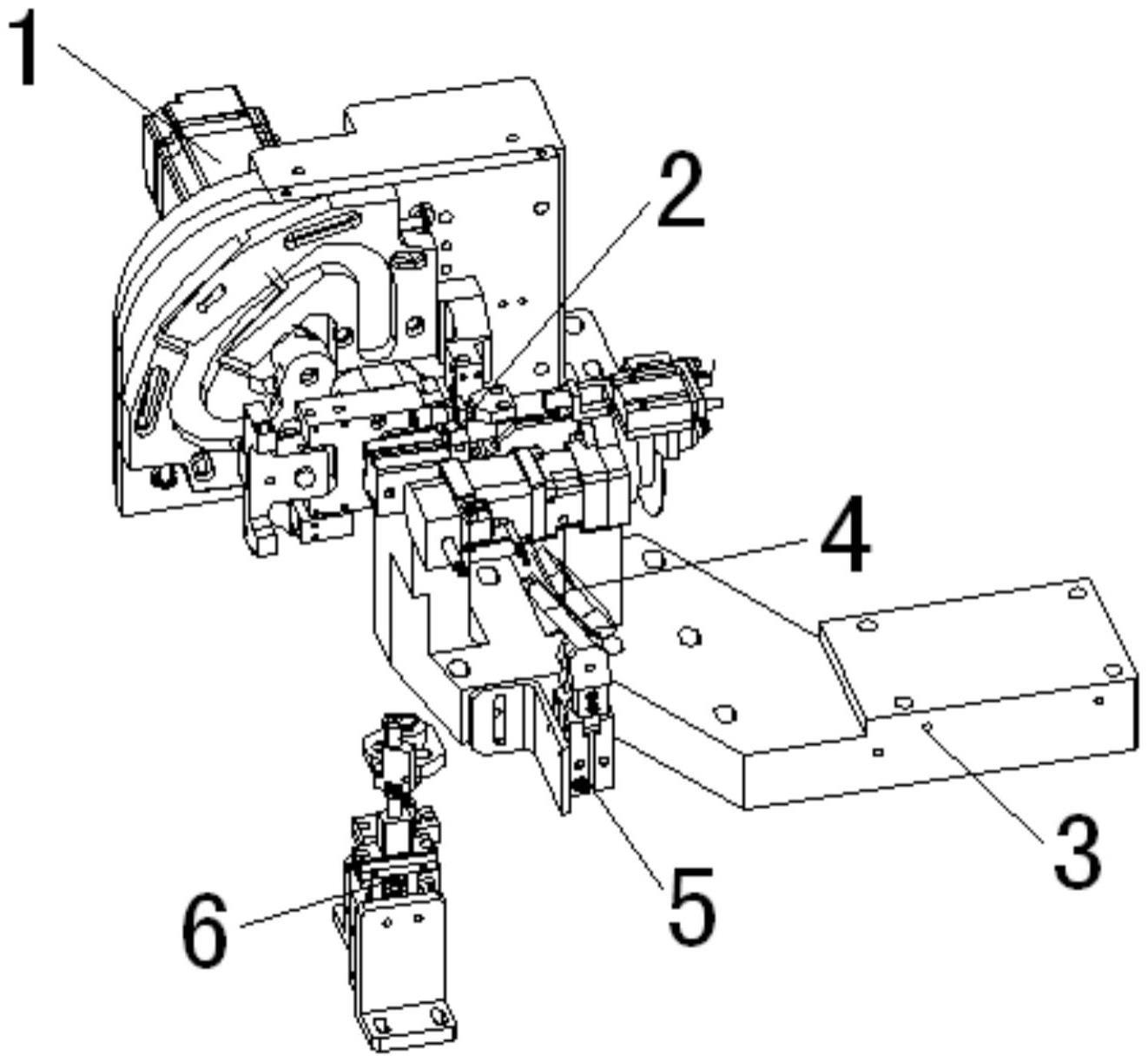
2、音圈套取送料定位机械手,包括音圈送料机构,音圈送料机构的一侧设置有音圈套取机构,音圈送料机构的下面设置有送料支架,送料支架靠近音圈套取机构的一侧设置有线头毛刷和线头拉直夹指气缸,线头毛刷设置在有线头拉直夹指气缸上面;音圈套取机构的下方设置有音圈定位机构。送料支架是对支架的功能性描述,线头毛刷是对毛刷的功能性描述。
3、采用上述的技术方案时,音圈套取机构在音圈送料机构的驱动下能进行升高、逆时针转动、前移、降低、顺时针转动和复位后退等操作,线头毛刷能对随音圈套取机构转动经过其的线头进行理顺理直,线头拉直夹指气缸能对随音圈套取机构转动经过其线头进行拉直,为后续将线头粘合在位于膜片上的铜圈作好准备。音圈定位机构用于将线头定位在膜片的铜圈上。
4、作为优选,分别与音圈送料机构、音圈套取机构、音圈定位机构和线头拉直夹指气缸等部件进行信号连接设置有控制器,控制器为plc可编程逻辑控制器,plc可编程逻辑控制器可采用产地为深圳、型号为xds-40t-d的可编程逻辑控制器,但不以此为局限。
5、作为优选,音圈送料机构包括第一基板,第一基板的一侧设置有音圈翻转送料电机,第一基板的另一侧设置有第二基板,第二基板内设置有偏心轨道,第二基板的一侧设置有偏心拨叉;偏心拨叉的一端与音圈翻转送料电机连接,偏心拨叉的另一端设置有双滚轮轴,双滚轮轴上并行安装有两个滚轮。偏心轨道由横向轨道部分、环形轨道部分与竖向轨道部分连接而形。偏心轨道是对轨道的功能性描述,双滚轮轴是对滚轮轴的功能性描述。
6、作为优选,音圈送料机构还包括设置在偏心拨叉一侧的音圈送料滑轨,偏心拨叉通过双滚轮轴与音圈送料滑轨的一端连接组装,于音圈送料滑轨的上面滑动设置有音圈送料滑块。音圈送料滑轨和音圈送料滑块分别是对滑轨和滑块的功能性描述。
7、采用上述的技术方案后,当音圈送料机构中的音圈翻转送料电机正反向转动时能带动偏心拨叉逆时针转动或顺时针转动,而偏心拨叉逆时针转动或顺时针转动时能拨动双滚轮轴同步转动,由于双滚轮轴中并行安装有两个滚轮,双滚轮轴的其中一个滚轮是安装在偏心轨道内的,另一个滚轮是安装在偏心轮拔叉的一端内,该设计能减小双滚轮轴与偏心轨道在滑行过程中的摩擦力;当双滚轮轴作逆时针转动或顺时针转动时能带动安装在偏心轨道内的那个滚轮于偏心轨道内作逆时针滑动或顺时针滑动;当滚轮于偏心轨道内作逆时针的环形滑动时通过双滚轮轴能带动音圈送料滑轨作升高、逆时针转动和前移运动;当滚轮于偏心轨道内作顺时针的环形滑动时通过双滚轮轴能带动音圈送料滑轨作降低、顺时针转动和后退运动,使音圈送料滑块能随音圈送料滑轨的移动而移动,即音圈送料滑块能于音圈送料滑轨的上面滑动。当其前移时能为音圈送料滑轨及位于音圈送料滑轨一侧的音圈套取机构作套取音圈操作,当其降低时为音圈送料滑轨及位于音圈送料滑轨一侧的音圈套取机构作摆放音圈操作,当其升高和后退时均能使音圈送料滑轨避开其他机构,使其能在偏心轨道内绕音圈翻转送料电机的输出轴转动。
8、作为优选,音圈套取机构包括脱模轴座安装板,脱模轴座安装板一侧的中部设置有音圈轴心固定杆,音圈轴心固定杆的一端安装有音圈轴心;脱模轴座安装板一侧的上下两端分别设置有脱模轴座,两个脱模轴座的一侧设置有滑杆安装板,两个脱模轴座的另一侧设置有脱模套筒安装板,滑杆安装板的一侧设置有音圈脱模气缸;贯穿每个脱模轴座的中心且与滑杆安装板连接设置有脱模滑杆;每个脱模轴座的一侧设置有脱模限位块,每个脱模限位块的一侧设置有脱模缓冲器;脱模套筒安装板的一侧设置有音圈脱模套筒;两个脱模轴座的前侧设置有转角电机安装板,与转角电机安装板一体成型设置有安装板延伸折板,音圈脱模气缸的气缸轴贯穿滑杆安装板与安装板延伸折板连接。脱模轴座安装板通过转轴与音圈送料滑块连接,音圈送料滑块通过转轴与第一基板连接。音圈轴心是指用于套装音圈(线圈)的固定轴。脱模轴座、脱模滑杆、脱模限位块、脱模缓冲器和音圈脱模套筒分别是对轴座、滑杆、限位块、缓冲器和套筒的功能性描述。
9、作为优选,音圈套取机构还包括设置在转角电机安装板一侧的线头转角电机,线头转角电机的一侧设置有减速机,音圈脱模套筒的外围套装有空心转轴,且空心转轴与减速机连接、并安装在减速机的一侧,空心转轴的一侧设置有转角限位板,空心转轴面向转角限位板的一侧设置有转角传感器。空心转轴是对转轴的功能性描述,转角限位板和转角传感器分别是对限位板和传感器的功能性描述。转角传感器可采用型号为am100的传感器,但不以此为局限。
10、作为优选,音圈套取机构还包括安装在空心转轴外圆周一端上的线头接线气缸,线头接线气缸的一侧设置有线头接线夹指气缸,线头接线气缸与线头接线夹指气缸连接有接线夹指气缸安装板。
11、采用上述的技术方案后,音圈套取机构中的脱模轴座安装板固定安装在音圈送料轨道的一侧,由于音圈轴心是固定安装在脱模轴座安装板一侧的中心位置,使音圈轴心通过脱模轴座安装板能随音圈送料滑轨的移动而进行前移运动和后退运动。由于安装板延伸折板是与转角电机安装板一体成型,且安装板延伸折板与音圈脱模气缸的气缸轴连接,即音圈脱模气缸的气缸轴贯穿滑杆安装板后与安装板延伸折板连接,而转角电机安装板通过脱模轴座固定在脱模轴座安装板的一侧;当转角电机安装板在音圈脱模气缸的驱动下移动时,脱模轴座能随转角电机安装板的移动而移动;当音圈脱模套筒依次随脱模套管安装板和脱模轴座并在音圈脱模气缸的驱动下前移时能将套装在音圈轴心上的音圈(线圈)从音圈轴心上推落,使其实现能自动将音圈从音圈轴心上脱模,脱模限位块用于对脱模缓冲器进行限位。当音圈翻转送料电机通过偏心拨叉拨动双滚轮轴逆时针转动时,逆时针转动的双滚轮轴能推动音圈送料滑轨向前移动,前移的音圈送料滑轨能推动音圈套取机构同步前移;由于音圈套取机构是与绕线机配套使用的,前移的音圈套取机构能与绕线机进行对接,使音圈套取机构中的音圈轴心能与绕线机的绕线轴对接;当音圈脱模套筒依次随脱模套管安装板和脱模轴座并在音圈脱模气缸的驱动下后移时能露出音圈轴心,以方便绕线机能将线圈套到音圈轴心上,使其实现能自动完成套取线圈。当音圈翻转送料电机顺时针转动时通过偏心拨叉能带动双滚轮轴从偏心轨道的横向轨道部分向上滑入环形轨道部分,使音圈送料轨道能随双滚轮轴的转动绕音圈翻转送料电机的输出轴作顺时针转动,最终使音圈轴心随音圈送料轨道的顺时针转动而将音圈放到旋转进入音圈定位机构中的各个音圈治具的上面。由于送料支架的一侧分别安装有线头拉直夹指气缸和线头毛刷,音圈轴心上的音圈在绕线的过程中会留有铜线的始段及铜线的末段,成型音圈会引出这两条线头(即铜线的始段及铜线的末段);当音圈轴心随音圈送料轨道的转动而划过线头毛刷时,线头毛刷能将线头理顺和理直。音圈轴心时针转动时会依次经过线头毛刷和线头拉直夹指气缸,线头拉直夹指气缸能对经过其的两根线头进行夹紧,使两根线头能随线圈轴心绕音圈翻转送料电机的输出轴转动时被拉直,其实现了能自动完成对音圈线头的拉直,为后续将线头粘合在膜片上的铜圈作准备。当线头接线夹指气缸通过接线夹指气缸安装板并在线头接线气缸的推动下伸出时能夹住两根被拉直的线头,然后,线头拉直夹指气缸松开对两根线头的夹紧,使线头接线夹指气缸代替了线头拉直夹指气缸夹持两根线头,进而使被拉直后的线头实现能自动在不同气缸之间进行交接。
12、作为优选,音圈定位机构包括顶张气缸立板和顶升气缸立板,且顶张气缸立板位于顶升气缸立板的一侧,顶张气缸立板靠近顶升气缸立板的一侧设置有压板张开气缸,顶升气缸立板靠近顶张气缸立板的一侧设置有真空接头顶升气缸;压板张开气缸的上面设置有顶杆安装板,顶杆安装板的上面设置有线头弹销顶杆。线头弹销顶杆是对顶杆的功能性描述。
13、作为优选,音圈定位机构还包括设置在真空接头顶升气缸上面的真空接头安装板,真空接头安装板的上面安装有真空接头。线头弹销顶杆和真空接头的上面共同设置有转盘,转盘的边缘以相等的间隙设置有若干个音圈治具,每个音圈治具的一侧设置有线头定位块,线头定位块中活动安装有线头弹销,线头弹销的上端安装有线头压板。音圈治具、线头定位块和线头压板分别是对治具、定位块和压板的功能性描述。线头弹销是对弹销的功能性描述,而弹销是指弹性销,其是工业的常用部件。
14、采用上述的技术方案后,由于每个音圈治具能随转盘的旋转而与真空接头的位置上下对接,而每个线头定位块能随转盘的旋转而与线头弹销顶杆的位置上下对应。膜片首先放到转盘中的各个音圈治具的上面,当真空接头在真空接头顶升气缸的驱动下顶升时能与随转盘的旋转而旋转至其上面的音圈治具密封结合,使真空接头能对音圈治具进行抽真空,从而使膜片被紧吸在音圈治具的上面,其完成了能自动对膜片进行定位。当双滚轮轴随偏心拨叉在音圈翻转送料电机的驱动下从偏心轨道的环形轨道部分滑入到竖向轨道部分并滑行至竖向轨道部分的下端时,双滚轮轴通过音圈送料滑轨能带动音圈轴心随之同步转动,使音圈轴心经转动后能与音圈治具对接而将成型的音圈摆放到音圈治具中完成定位的膜片上,其实现了能自动对膜片与音圈完成定位。当线头定位块随转盘旋转至线头弹销顶杆的正上方时,此时,线头弹销的下端与线头弹销顶杆的上端的位置为上下对应,使线头弹销顶杆在压板张开气缸的驱动下向上移动时能将线头定位块中的线头弹销顶起,其使线头压板能随线头弹销的顶起而与线头定位块张开。由于转角电机安装板的一侧安装有线头转角电机,线头转角电机的前端安装有减速机,减速机的前面安装有空心转轴,空心转轴套装于音圈脱模套筒的外围,此组装方式能使空心转轴转动时不受音圈脱模套筒的影响。其通过在空心转轴的圆周上安装有转角传感器,及在空心转轴的一侧安装有转角限位板,转角传感器是与转角限位板配合使用的,空心转轴通过减速机并在线头转角电机的驱动下能转动;当转角传感器感应到转角限位板的两端时会向控制器发送感应信号,使控制器接收信号后会控制线头转角电机停止工作,从而使空心转轴停止转动,转角传感器的设计使空心转轴只能在转角限位板的两端范围内进行转动。由于线头接线气缸是安装在空心转轴外圆周一端的上面,而线头接线夹指气缸通过接线夹指气缸安装板安装在线头接线气缸的一侧,线头接线夹指气缸在线头接线气缸的推动下前移时能对被线头拉直夹指气缸夹持且拉直的两根线头进行夹线;当空心转轴在线头转角电机的驱动下转动时能带动与之连接的线头接线气缸同步转动,而线头接线气缸转动时通过接线夹指气缸安装板能带动线头接线夹指气缸同步转动,即线头接线夹指气缸在线头转角电机的驱动下转动时能带动被线头接线夹指气缸夹紧的线头同步作转角运动,使线头能被引入到线头定位块与线头压板之间。当压板张开气缸驱动线头弹销顶杆向下复位时,向下复位的线头弹销顶杆解除对线头弹销的顶起,线头弹销受自身重力会向下复位移动,而线头压板随线头弹销的下移能将线头压紧在线头定位块的上面便完成将线头定位在膜片的铜圈上,其为后续的点胶工序将线头固定在铜圈上进行了定位工作,使其实现能自动对线头与铜圈完成定位操作。当音圈翻转送料电机逆时针转动时,其为下一次套取音圈的工作做准备,同时,真空接头顶升气缸向下移动复位,完成线头定位的音圈通过音圈治具并随转盘旋转到下一个工位进行下一道的加工工序。
15、作为优选,音圈脱模套筒的端部通过螺丝安装有套筒盖,套筒盖的一侧设置有音圈模套,套筒盖与音圈模套之间安装有弹簧,音圈轴心从音圈脱模套筒的端部依次贯穿套筒盖和音圈模套的中心。
16、采用上述的技术方案后,由于螺丝将套筒盖安装在音圈脱模套筒的端部,且套筒盖与音圈模套之间安装有弹簧,使音圈模套在弹簧的反弹作用下,套筒盖与音圈模套之间存在有一定的间隙;当将音圈放到音圈定位机构中的各个音圈治具上面后,音圈脱模气缸推动音圈脱模套筒、套筒盖和音圈模套共同向音圈治具的方向移动,移动的音圈模套能推动音圈从音圈轴心上脱离;当移动的音圈模套与音圈治具发生触碰时,套筒盖与音圈模套之间的间隙能起到缓冲的作用,以避免音圈模套与音圈治具发生硬碰或碰撞而受损。
17、作为优选,线头拉直夹指气缸、音圈脱模气缸、线头接线气缸、线头接线夹指气缸、压板张开气缸和真空接头顶升气缸均是对气缸的功能性描述。音圈翻转送料电机和线头转角电机均是对电机的功能性描述。脱模轴座安装板、滑杆安装板、脱模套筒安装板、转角电机安装板、接线夹指气缸安装板、顶杆安装板和真空接头安装板均是对安装板的功能性描述。顶张气缸立板和顶升气缸立板均是对立板的功能性描述。
18、与现有的技术相比较,本实用新型的有益效果为:1、其通过分别对音圈送料机构、音圈套取机构和音圈定位机构的结构进行设计,并将音圈送料机构、音圈套取机构和音圈定位机构与线头毛刷、线头拉直夹指气缸配套使用,使音圈套取机构在音圈送料机构的驱动下能移送到绕线机的绕线主轴的一侧套取音圈(线圈),线头毛刷能对被音圈轴心套取的音圈的线头进行理直或拉直,线头拉直夹指气缸能对被理直的线头进行夹线,其整体的结构设计实现了能自动套取线圈、自动对套取的线圈进行转动移送、自动对线圈的线头进行拉直、自动对线圈被拉直的线头进行夹线、自动对拉直后的线头在不同气缸之间进行交接、自动对膜片进行定位、自动对套取的线圈进行脱模并摆放到音圈治具上、自动对膜片与线圈进行定位及自动将线头与线圈进行定位等一系列操作,使其能有效地解决传统采用人手操作的方式来对线圈进行上料、摆料和组装而导致其具有工作效率低、定位精度差、工人的劳动强度大及企业的劳务成本高的问题,使其具有有工作效率高、定位精度高和产能高的优点。 此外,其还特别适合对高张力、超高张力的铜线、合金线和铜包铝使用,以实现其通用性强的目的。
19、2、其整体的结构设计能使线圈(音圈)与膜片的中心定位同心度偏差达到0.03mm、引线(线头)与膜片贴合的距离为0.05 mm -0.1mm,使其实现具有同心偏差小和贴合定位精度高的优点,以解决目前采用人手操作的方式经常造成音圈与膜片中心定位同心度的偏差大及引线(线头)与膜片贴合距离大的问题。
- 还没有人留言评论。精彩留言会获得点赞!