轴承与曲柄压合装置的制作方法
本申请涉及空压机气缸组件装配,涉及到轴承与曲柄压合装置。
背景技术:
1、曲柄在空压机中用于传递电机的扭矩将轴的旋转运动转化为连杆活塞组件的往复式运动。曲柄在旋转过程中受到离心力和往复惯性力的共同作用,曲柄的各个部分必须达到受力平衡,不然容易出现振动幅度增加,使空压机的噪音变大。通过优化曲柄的本身结构参数以及与活塞和电机的连接结构参数可以保证受力平衡,在气缸组装阶段通过优化组装工艺消除装配误差也能够保证受力平衡。
2、图1中所示的曲柄a包括偏置的连接轴a1,连接轴中设置有偏心的连接孔a2,连接轴的外部需装配轴承b,连接轴与轴承的装配质量会直接影响曲柄在运动过程中的受力情况。连接轴与轴承的装配一般在压力机中完成,工人将轴承套装在曲柄的连接轴上,压力机驱动压块下行将轴承紧压在连接轴上。在此过程中,如果轴承在连接轴初摆放位置是歪斜的,压块的施压面并不能与轴承的承压面完全接触,可能会导致轴承与连接轴之间发生磨损,影响曲柄旋转运动的平衡性。
技术实现思路
1、本申请要解决的技术问题是:如何保证压块的施压面与轴承的承压面完全接触,避免轴承与连接轴磨损情况的发生。
2、为解决上述技术问题,本实用新型采用的技术方案如下:
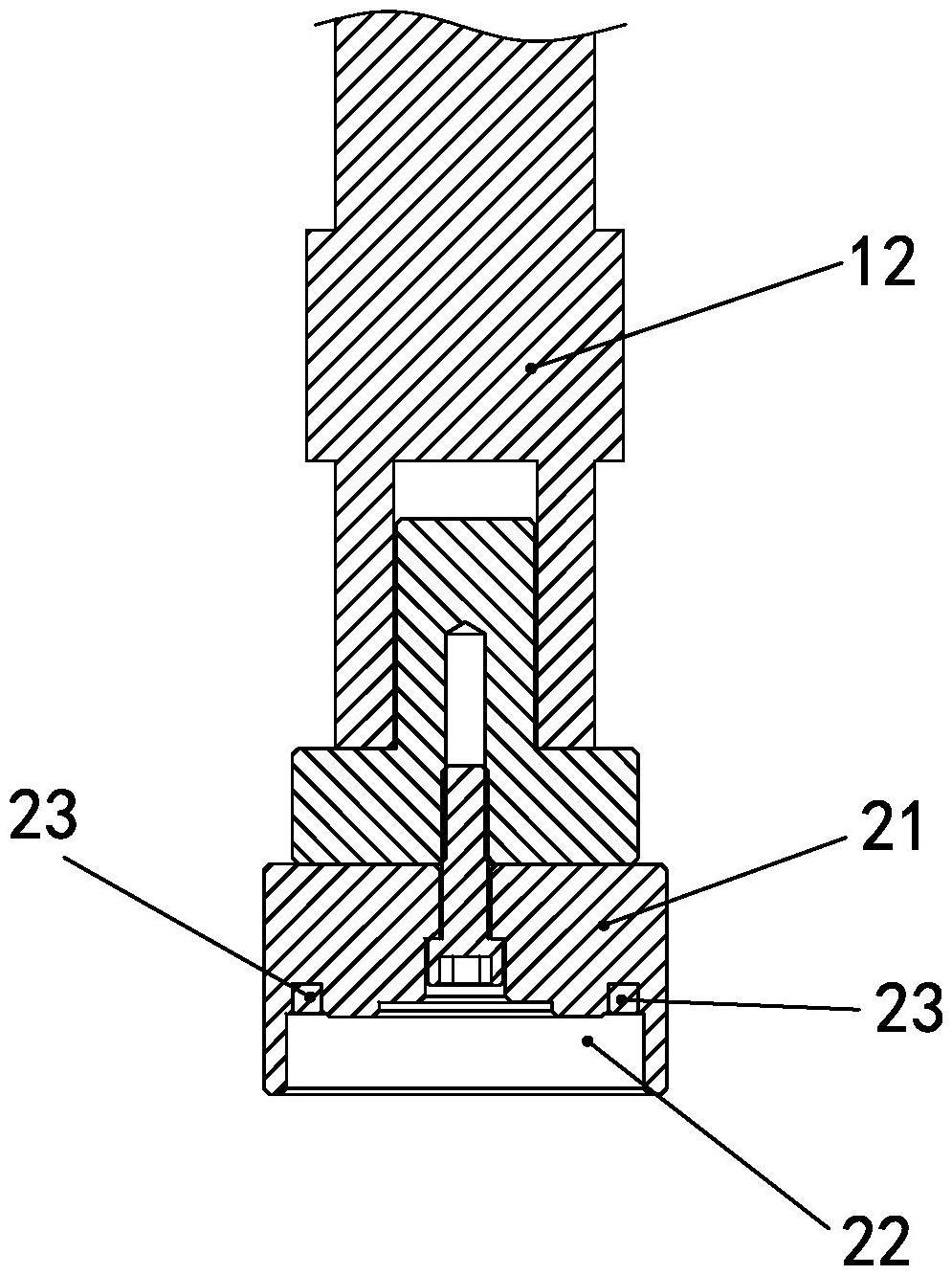
3、轴承与曲柄压合装置,包括压力机、模具和治具,所述治具安装在压力机台面的顶部,所述模具安装于所述压力机机头的底端;所述治具中设置有插入曲柄的连接孔内的定位轴;所述模具包括压块,所述压块的顶端与所述机头固连,底端设置有容纳槽,所述容纳槽的槽底面中嵌设有磁铁,将轴承置于所述容纳槽内,所述轴承的下端面从所述容纳槽中露出。
4、优选地,所述容纳槽的槽底面中设置有四颗绕所述容纳槽的中心轴等角度阵列的磁铁。
5、在本技术方案中,轴承在压装之前摆正于模具中,轴承以水平姿态套装在曲柄的连接轴上,保证了压块的施压面与轴承的承压面完全接触,避免了轴承与连接轴磨损情况的发生。
6、本申请还包括以下优选的技术方案:
7、优选地,所述治具包括治具板和定位轴,所述定位轴的定位端突出于所述治具板的顶面,所述治具板的左右两端各设置有一u型槽,卡设在压力机台面中的螺栓的螺纹杆穿过所述u型槽,将套设于所述螺纹杆上的螺帽拧紧使所述治具板固定于所述台面的顶部。
8、进一步的是,所述治具板中设置有镶块,所述定位轴固定于所述镶块中。
9、在本技术方案中,治具板在压力机上的固定安装方式简单快捷,并且通过更换镶块便可以根据曲柄型号更换对应的定位轴,无需拆卸治具板,便于机种切换生产。
10、优选地,所述治具板的顶部设置有位于所述定位轴旁侧的导向机构;所述导向机构包括依次设置且相互平行的第一板件、第二板件、第三板件和第四板件,第一板件位于所述定位轴与所述第二板件之间,所述第一板件和第三板件与所述治具板固定连接,所述第三板件中穿设的横向连杆将所述第二板件与所述第四板件连接,位于所述第二板件与第三板件之间的连杆上套装有弹簧;所述第一板件中穿设有套管,所述套管的一端与所述第二板件连接,另一端设置有通孔;所述套管中安装有弹性钢珠,所述弹簧钢珠在未受压状态下,钢珠的局部从所述通孔中露出。
11、优选地,所述第四板件中设置有手柄。
12、在本技术方案中,工作人员将曲柄套装在定位轴上之后,弹性钢珠卡在曲柄侧面的圆孔内将曲柄定位,如此便可以保证曲柄的摆放位置完全正确,提高了轴承与曲柄的压装质量。
13、与现有技术相比,本申请的有益效果是:
14、1.利用模具在压装之前固定和摆正轴承姿态,避免了轴承内壁与连轴轴外壁之间发生局部磨损,提高了装配质量;
15、2.利用曲柄中的连接孔和圆孔双向定位曲柄,保证了曲柄的位置准确性,提高了轴承与曲柄的压装质量。
技术特征:
1.轴承与曲柄压合装置,其特征在于,包括压力机、模具和治具,所述治具安装在压力机台面的顶部,所述模具安装于所述压力机机头的底端;所述治具中设置有插入曲柄的连接孔内的定位轴;所述模具包括压块,所述压块的顶端与所述机头固连,底端设置有容纳槽,所述容纳槽的槽底面中嵌设有磁铁,将轴承置于所述容纳槽内,所述轴承的下端面从所述容纳槽中露出。
2.根据权利要求1所述的轴承与曲柄压合装置,其特征在于,所述容纳槽的槽底面中设置有四颗绕所述容纳槽的中心轴等角度阵列的磁铁。
3.根据权利要求1所述的轴承与曲柄压合装置,其特征在于,所述治具包括治具板和定位轴,所述定位轴的定位端突出于所述治具板的顶面,所述治具板的左右两端各设置有一u型槽,卡设在压力机台面中的螺栓的螺纹杆穿过所述u型槽,将套设于所述螺纹杆上的螺帽拧紧使所述治具板固定于所述台面的顶部。
4.根据权利要求3所述的轴承与曲柄压合装置,其特征在于,所述治具板中设置有镶块,所述定位轴固定于所述镶块中。
5.根据权利要求3所述的轴承与曲柄压合装置,其特征在于,所述治具板的顶部设置有位于所述定位轴旁侧的导向机构;所述导向机构包括依次设置且相互平行的第一板件、第二板件、第三板件和第四板件,第一板件位于所述定位轴与所述第二板件之间,所述第一板件和第三板件与所述治具板固定连接,所述第三板件中穿设的横向连杆将所述第二板件与所述第四板件连接,位于所述第二板件与第三板件之间的连杆上套装有弹簧;所述第一板件中穿设有套管,所述套管的一端与所述第二板件连接,另一端设置有通孔;所述套管中安装有弹簧钢珠,所述弹簧钢珠在未受压状态下,钢珠的局部从所述通孔中露出。
6.根据权利要求5所述的轴承与曲柄压合装置,其特征在于,所述第四板件中设置有手柄。
技术总结
本技术公开了轴承与曲柄压合装置,包括压力机、模具和治具,治具安装在压力机台面的顶部,模具安装于压力机机头的底端;治具中设置有插入曲柄的连接孔内的定位轴;模具包括压块,压块的顶端与机头固连,底端设置有容纳槽,容纳槽的槽底面中嵌设有磁铁,将轴承置于容纳槽内,轴承的下端面从容纳槽中露出。本技术利用模具在压装之前固定和摆正轴承姿态,避免了轴承内壁与连轴轴外壁之间发生局部磨损,提高了装配质量。
技术研发人员:陈云康,李宁,戚向阳
受保护的技术使用者:昆山艾巴马机电工业有限公司
技术研发日:20230329
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!