一种适用于汽车后备箱铰链的弯管装置的制作方法
本技术属于弯管机,更具体地说,特别涉及一种适用于汽车后备箱铰链的弯管装置。
背景技术:
1、现有的汽车的车门和发动机盖,及尾箱盖、油箱盖的铰链等汽车行李箱门的开启方式通常是通过铰链结构实现的,如授权公告号为cn201484504u的专利公开的轿车后备箱铰链的改进结构,主要由内板支架、弯管、扭簧支架、支架铆钉组成。实际应用中有铰链弯管需要加工成型时,要用到弯管机对原本直的管材进行弯折。
2、现有的折弯机在对铰链弯管进行折弯时,通常是每次只能对单根铰链弯管进行折弯,加工效率较低,并且折弯模具不能适应多种长度和规格的管材。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种适用于汽车后备箱铰链的弯管装置,以解决现有技术中每次只能对单根铰链弯管进行折弯,加工效率较低,并且折弯模具不能适应多种长度和规格的管材的问题。
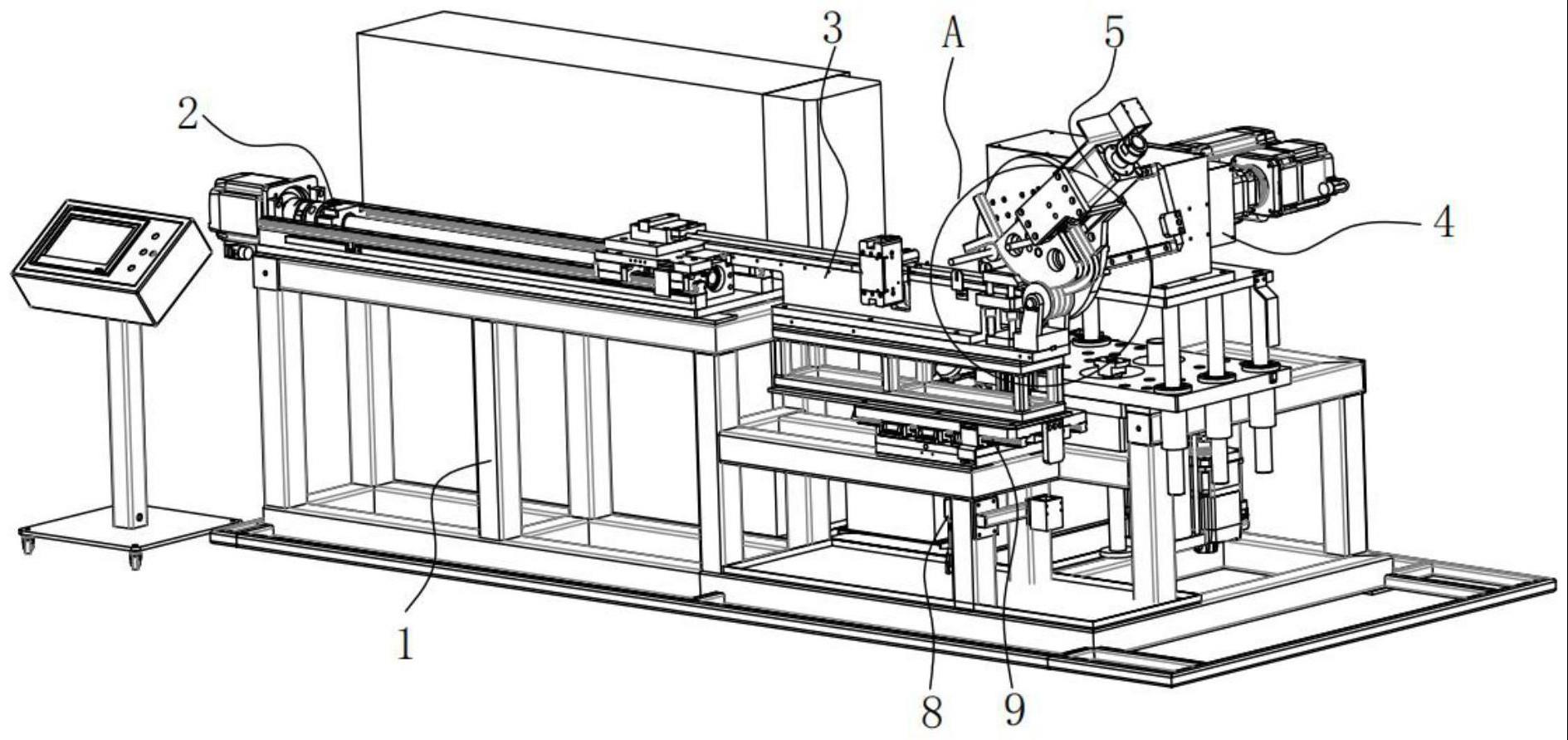
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种适用于汽车后备箱铰链的弯管装置,包括:机架;送料机构,所述送料机构滑动的设置于机架,用于推送铰链管件;滚轮横移机构,所述滚轮横移机构滑动的设置于机架,所述滚轮横移机构包括活动座以及依次设置于活动座上的双管支撑垫座、限位模组和扶管滚轮模组,铰链管件经过双管支撑垫座向扶管滚轮模组方向移动,同时限位模组对铰链管件进行竖向限位;旋转位移机构,所述旋转位移机构设置于机架;双管折弯机构,所述双管折弯机构设置于旋转位移机构的驱动端,与滚轮横移机构配合对铰链管件进行折弯。
3、优选的,所述双管折弯机构包括安装架、伸缩电机、设置于安装架的双管锁紧模组和圆弧弯曲模具,所述伸缩电机用于驱动双管锁紧模组对铰链管件的压紧或防松,所述圆弧弯曲模具设置于双管锁紧模组的一侧,所述圆弧弯曲模具的侧面开设置有凹槽和凸台。
4、优选的,所述双管锁紧模组包括u形隔块和固定于伸缩电机驱动端的活动挡块,所述u形隔块内侧中间位置对称的设置有楔形挤压块,两个楔形挤压块之间活动的设置有竖倒向块,所述竖倒向块与活动挡块固定连接,当竖倒向块挤压于两个楔形挤压块之间时,所述u形隔块、楔形挤压块和活动挡块之间形成管件锁紧腔,所述管件锁紧腔的内底面与圆弧弯曲模具的凸台表面相衔接。
5、优选的,所述旋转位移机构包括设置于机架上的第一升降气缸、设置于第一升降气缸的驱动端的电机座、设置于电机座上的平移电机和旋转电机、第一安装板以及第二安装板,所述平移电机的转动轴贯穿电机座固定有齿轮a,所述第二安装板上设置有与齿轮a啮合的齿条a;所述电机座的两端通过轴承设置有旋转套,且旋转套位于平移电机的转动轴外侧,所述旋转电机的输出端设置有齿轮b,所述旋转套上设置有与齿轮b啮合的齿轮c,所述旋转套远离平移电机的一端设置有第一安装板,所述第一安装板与第二安装板通过滑轨连接。
6、优选的,所述双管支撑垫座上开设有上料位,所述上料位的内侧壁设置有双管卡片;所述限位模组包括设置于活动座的第二升降气缸、推杆和上压板,所述推杆的一端与第二升降气缸的驱动端连接,所述推杆的另一端与上压板相连,所述上压板位于双管支撑垫座一端的上方。
7、优选的,所述扶管滚轮模组包括设置于活动座的托轮架和设置于托轮架的双槽滚轮;所述双槽滚轮的凸楞与圆弧弯曲模具的凹槽相适配,在双管折弯机构作业时,双槽滚轮的凹槽和圆弧弯曲模具的凸台之间形成用于成型铰链管件的成形槽。
8、优选的,所述送料机构由第一驱动装置驱动在机架的第一滑轨上滑动,所述送料机构包括芯棒卡座和两个平行设置的芯棒,所述芯棒设置于芯棒卡座,所述第一驱动装置包括设置于第一驱动电机、传动丝杆和传动螺母,所述第一驱动电机驱动传动丝杆旋转,传动丝杆套设有传动螺母,所述传动螺母与芯棒卡座固定连接。
9、优选的,所述活动座由第二驱动装置驱动在机架的第二滑轨上滑动,所述第二驱动装置包括第二驱动电机、传动齿轮和与传动齿轮啮合的传动齿条,所述传动齿轮设置于第二驱动电机的输出端,所述传动齿轮设置于活动座。
10、本实用新型提供了一种适用于汽车后备箱铰链的弯管装置,具备以下有益效果:
11、1、本新型通过设置有两个芯棒、双槽滚轮和具有两个凸台的圆弧弯曲模具结构,可以使得弯管装置同时对两根直管进行弯折,优化了传统的每次只能对一根管材进行加工的情况,大大提高了铰链管件的加工效率。
12、2、本新型通过设置可以在机架上滑动的活动座,可以适用于放置更宽尺寸区间的直管;并且楔形挤压块与u形隔块通过弹性复位件连接,楔形挤压块配合u形隔块的内侧壁,可以锁紧不同宽度规格的直管,使用更加方便灵活。
技术特征:
1.一种适用于汽车后备箱铰链的弯管装置,其特征在于,包括:
2.根据权利要求1所述的一种适用于汽车后备箱铰链的弯管装置,其特征在于:所述双管折弯机构包括安装架、伸缩电机、设置于安装架的双管锁紧模组和圆弧弯曲模具,所述伸缩电机用于驱动双管锁紧模组对铰链管件的压紧或防松,所述圆弧弯曲模具设置于双管锁紧模组的一侧,所述圆弧弯曲模具的侧面开设置有凹槽和凸台。
3.根据权利要求2所述的一种适用于汽车后备箱铰链的弯管装置,其特征在于:所述双管锁紧模组包括u形隔块和固定于伸缩电机驱动端的活动挡块,所述u形隔块内侧中间位置对称的设置有楔形挤压块,两个楔形挤压块之间活动的设置有竖倒向块,所述竖倒向块与活动挡块固定连接,当竖倒向块挤压于两个楔形挤压块之间时,所述u形隔块、楔形挤压块和活动挡块之间形成管件锁紧腔,所述管件锁紧腔的内底面与圆弧弯曲模具的凸台表面相衔接。
4.根据权利要求1所述的一种适用于汽车后备箱铰链的弯管装置,其特征在于:所述旋转位移机构包括设置于机架上的第一升降气缸、设置于第一升降气缸的驱动端的电机座、设置于电机座上的平移电机和旋转电机、第一安装板以及第二安装板,所述平移电机的转动轴贯穿电机座固定有齿轮a,所述第二安装板上设置有与齿轮a啮合的齿条a;所述电机座的两端通过轴承设置有旋转套,且旋转套位于平移电机的转动轴外侧,所述旋转电机的输出端设置有齿轮b,所述旋转套上设置有与齿轮b啮合的齿轮c,所述旋转套远离平移电机的一端设置有第一安装板,所述第一安装板与第二安装板通过滑轨连接。
5.根据权利要求1所述的一种适用于汽车后备箱铰链的弯管装置,其特征在于:所述双管支撑垫座上开设有上料位,所述上料位的内侧壁设置有双管卡片;所述限位模组包括设置于活动座的第二升降气缸、推杆和上压板,所述推杆的一端与第二升降气缸的驱动端连接,所述推杆的另一端与上压板相连,所述上压板位于双管支撑垫座一端的上方。
6.根据权利要求1所述的一种适用于汽车后备箱铰链的弯管装置,其特征在于:所述扶管滚轮模组包括设置于活动座的托轮架和设置于托轮架的双槽滚轮;所述双槽滚轮的凸楞与圆弧弯曲模具的凹槽相适配,在双管折弯机构作业时,双槽滚轮的凹槽和圆弧弯曲模具的凸台之间形成用于成型铰链管件的成形槽。
7.根据权利要求1所述的一种适用于汽车后备箱铰链的弯管装置,其特征在于:所述送料机构由第一驱动装置驱动在机架的第一滑轨上滑动,所述送料机构包括芯棒卡座和两个平行设置的芯棒,所述芯棒设置于芯棒卡座,所述第一驱动装置包括设置于第一驱动电机、传动丝杆和传动螺母,所述第一驱动电机驱动传动丝杆旋转,传动丝杆套设有传动螺母,所述传动螺母与芯棒卡座固定连接。
8.根据权利要求1所述的一种适用于汽车后备箱铰链的弯管装置,其特征在于:所述活动座由第二驱动装置驱动在机架的第二滑轨上滑动,所述第二驱动装置包括第二驱动电机、传动齿轮和与传动齿轮啮合的传动齿条,所述传动齿轮设置于第二驱动电机的输出端,所述传动齿轮设置于活动座。
技术总结
本技术公开了一种适用于汽车后备箱铰链的弯管装置,机架;设置于机架上的送料机构、滚轮横移机构和旋转位移机构,所述滚轮横移机构包括活动座,活动座上依次设置有双管支撑垫座、限位模组和扶管滚轮模组;还包括双管折弯机构;其中,所述送料机构带动铰链管件,沿双管支撑垫座向扶管滚轮模组方向移动,同时限位模组对铰链管件进行竖向限位,双管折弯机构夹持铰链管件远离送料机构的一端,旋转位移机构带动双管折弯机构旋转和移动,对铰链管件进行折弯,本技术通过设置有两个芯棒、双槽滚轮和具有两个凸台的圆弧弯曲模具结构,使得弯管装置同时对两根直管进行弯折,优化了传统的每次只能对一根管材进行加工的折弯机,提高了铰链加工效率。
技术研发人员:马翔,于利国
受保护的技术使用者:苏州华尔普机械有限公司
技术研发日:20230331
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!