用于薄壁圆形盲孔类零件加工的内撑式装夹工装的制作方法
本技术涉及一种零件加工用装夹工装,尤其涉及一种用于薄壁圆形盲孔类零件加工的内撑式装夹工装。
背景技术:
1、在机加工行业,经常会遇到薄壁类零件的加工,因壁太薄导致装夹困难,很容易在夹持的时候产生变形导致零件报废,这种情况一般会采用芯轴装夹的方式,即在前端用螺钉加压板的锁紧方式来固定零件,但这种方式对于薄壁圆形盲孔类零件来说则很难实现。比如,如图1和图2所示的一种薄壁圆形盲孔类零件,包括薄壁筒体1,薄壁筒体1的一端开口一端封闭形成盲孔5,薄壁筒体1的外壁上设有条形凹槽2,薄壁筒体1的开口端向外周方向延伸形成凸环3,凸环3上设有通孔4,这种零件在首先加工好盲孔5和凸环3后,再加工条形凹槽2和通孔4,或者还需要对凸环3的外边缘进行加工,由于薄壁筒体1的筒壁厚度很薄,比如仅0.5mm的厚度,而且是盲孔5,所以要稳定夹持且不损伤零件是很困难的事,也无法通过传统的螺钉和压板来锁紧零件。
2、对于上述薄壁圆形盲孔类零件,传统的装夹方式和缺陷如下:
3、1、在盲孔5内塞入合适的堵头,增加薄壁筒体1的强度,然后从外壁进行夹持,这种方式容易夹伤零件薄壁筒体1的外壁,造成零件不合格,而且还需要加工条形凹槽2,只能分很多道工序进行装夹,费时费力;
4、2、软爪装夹:通过制作特殊软爪来夹持薄壁筒体1,但软爪夹持比较受限,一方面定位精度较低,另一方面只能在特定类型的机床上使用,如果遇到多工序装夹都需要工装夹持就不适合。
技术实现思路
1、本实用新型的目的就在于为了解决上述问题而提供一种用于薄壁圆形盲孔类零件加工的内撑式装夹工装,该装夹工装能够可靠夹持零件且不损伤零件,装夹后满足多种工序的加工需求。
2、本实用新型通过以下技术方案来实现上述目的:
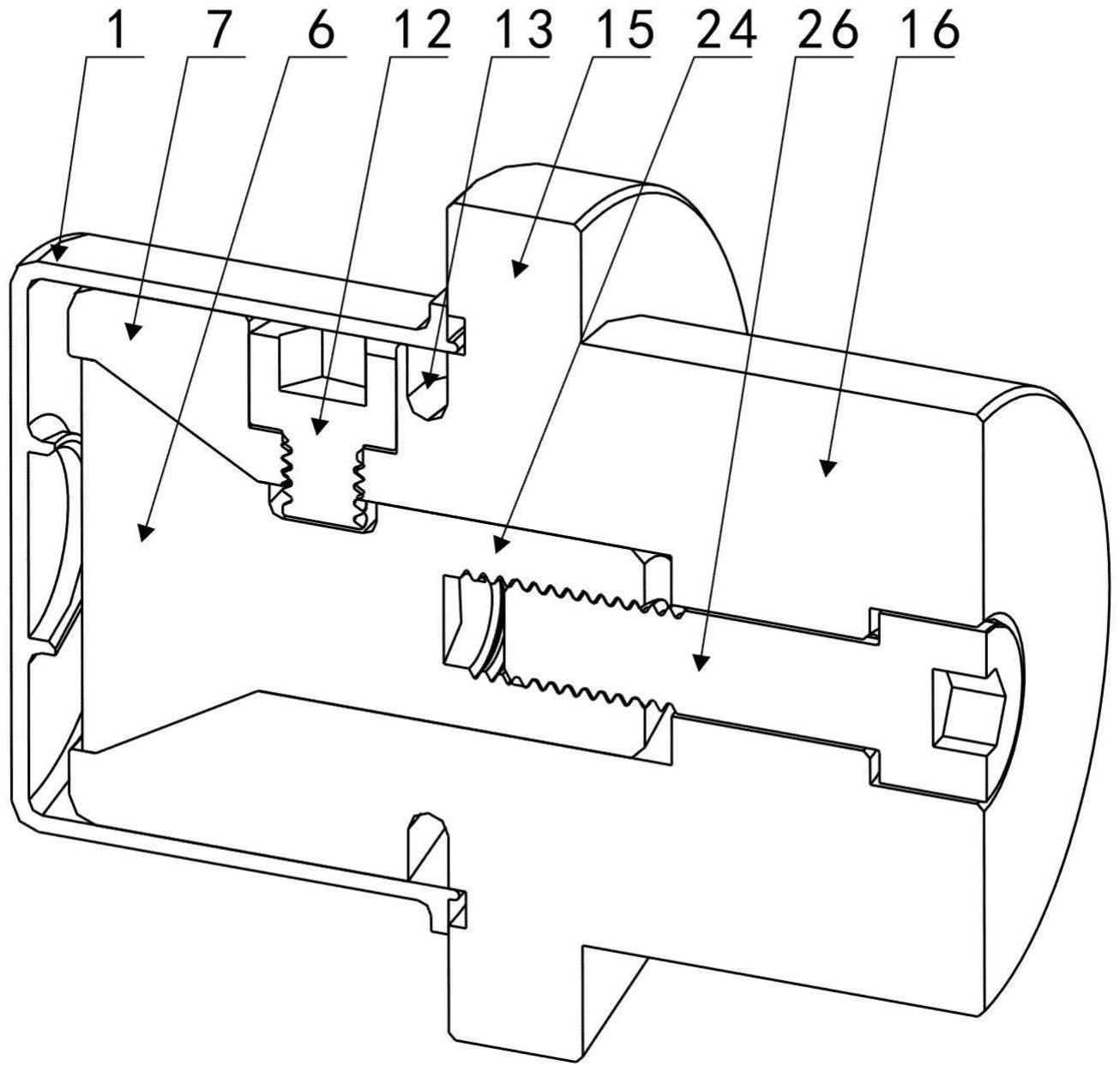
3、一种用于薄壁圆形盲孔类零件加工的内撑式装夹工装,包括圆柱形的夹持柱,还包括内撑柱和锁紧螺钉,所述夹持柱包括一体成型且同轴心的夹持段和内撑段,所述夹持柱设有轴向的夹持柱通孔,所述夹持柱通孔包括与所述内撑段对应的圆锥形通孔和与所述夹持段对应的圆柱形通孔,所述圆锥形通孔和所述圆柱形通孔之间的连接位置位于所述内撑段内,所述内撑段的圆周壁均匀设有多个轴向的内撑段开口并形成多个具有弹性的弹性臂,所述内撑柱包括一体成型且同轴心的圆锥形段和圆柱形段,所述圆锥形段置于所述圆锥形通孔内、所述圆柱形段置于所述圆柱形通孔内且所述内撑柱与所述夹持柱之间不能相对旋转,所述圆柱形段的端面设有轴向的内撑柱螺孔,所述锁紧螺钉的螺柱置于所述圆柱形通孔内并与所述内撑柱螺孔连接。
4、作为优选,为了便于加工和组装以实现内撑柱与夹持柱之间不能相对旋转的功能,所述内撑柱的圆柱形段的圆周外壁上设有一个防转平面,与所述防转平面对应的所述弹性臂上设有径向的防转沉孔,所述防转沉孔的孔底中心位置设有防转螺孔,防转螺钉的螺柱穿过所述防转螺孔并抵紧所述防转平面,所述防转螺钉的螺帽置于所述防转沉孔内。
5、作为优选,为了便于安装待加工零件并便于用卡盘卡爪夹持夹持段且使弹性臂具有较好弹性并防止其根部开裂,所述夹持段和所述内撑段之间设有向外周方向凸起的夹持凸环,所述内撑段上靠近所述夹持凸环的圆周外壁设有圆环形凹槽,多个所述内撑段开口的内端均延伸至所述圆环形凹槽,所述圆环形凹槽的槽底与多个所述内撑段开口的内端对应的位置分别设有防裂通孔。
6、作为优选,为了便于加工待加工零件的凸环上的通孔,所述夹持凸环上位于所述圆环形凹槽外的位置设有圆环形的让位槽。
7、作为优选,为了将锁紧螺钉的螺帽置于夹持段内以避免其影响对夹持段的正常夹持功能,所述圆柱形通孔中靠近所述夹持段外端部的一段孔径减小形成小径通孔,所述圆柱形通孔中位于所述小径通孔外侧的位置形成螺帽孔,所述锁紧螺钉的螺柱穿过所述小径通孔且所述锁紧螺钉的螺帽置于所述螺帽孔内。
8、本实用新型的有益效果在于:
9、本实用新型通过设计相互配合的夹持柱、内撑柱和锁紧螺钉,并利用夹持柱的圆锥形通孔与内撑柱的圆锥形段相互配合实现将多个弹性臂进行扩张抵紧待加工零件内壁从而实现高精度可靠装夹的功能,非常便于对薄壁圆形盲孔类零件的外壁和端部进行加工,实现一次装夹完成多道加工工序的目的,提高了生产效率,而且弹性臂与待加工零件内壁之间面面接触,不会损伤待加工零件,有效保护了待加工零件。
技术特征:
1.一种用于薄壁圆形盲孔类零件加工的内撑式装夹工装,包括圆柱形的夹持柱,其特征在于:还包括内撑柱和锁紧螺钉,所述夹持柱包括一体成型且同轴心的夹持段和内撑段,所述夹持柱设有轴向的夹持柱通孔,所述夹持柱通孔包括与所述内撑段对应的圆锥形通孔和与所述夹持段对应的圆柱形通孔,所述圆锥形通孔和所述圆柱形通孔之间的连接位置位于所述内撑段内,所述内撑段的圆周壁均匀设有多个轴向的内撑段开口并形成多个具有弹性的弹性臂,所述内撑柱包括一体成型且同轴心的圆锥形段和圆柱形段,所述圆锥形段置于所述圆锥形通孔内、所述圆柱形段置于所述圆柱形通孔内且所述内撑柱与所述夹持柱之间不能相对旋转,所述圆柱形段的端面设有轴向的内撑柱螺孔,所述锁紧螺钉的螺柱置于所述圆柱形通孔内并与所述内撑柱螺孔连接。
2.根据权利要求1所述的用于薄壁圆形盲孔类零件加工的内撑式装夹工装,其特征在于:所述内撑柱的圆柱形段的圆周外壁上设有一个防转平面,与所述防转平面对应的所述弹性臂上设有径向的防转沉孔,所述防转沉孔的孔底中心位置设有防转螺孔,防转螺钉的螺柱穿过所述防转螺孔并抵紧所述防转平面,所述防转螺钉的螺帽置于所述防转沉孔内。
3.根据权利要求1或2所述的用于薄壁圆形盲孔类零件加工的内撑式装夹工装,其特征在于:所述夹持段和所述内撑段之间设有向外周方向凸起的夹持凸环,所述内撑段上靠近所述夹持凸环的圆周外壁设有圆环形凹槽,多个所述内撑段开口的内端均延伸至所述圆环形凹槽,所述圆环形凹槽的槽底与多个所述内撑段开口的内端对应的位置分别设有防裂通孔。
4.根据权利要求3所述的用于薄壁圆形盲孔类零件加工的内撑式装夹工装,其特征在于:所述夹持凸环上位于所述圆环形凹槽外的位置设有圆环形的让位槽。
5.根据权利要求1或2所述的用于薄壁圆形盲孔类零件加工的内撑式装夹工装,其特征在于:所述圆柱形通孔中靠近所述夹持段外端部的一段孔径减小形成小径通孔,所述圆柱形通孔中位于所述小径通孔外侧的位置形成螺帽孔,所述锁紧螺钉的螺柱穿过所述小径通孔且所述锁紧螺钉的螺帽置于所述螺帽孔内。
技术总结
本技术公开了一种用于薄壁圆形盲孔类零件加工的内撑式装夹工装,包括圆柱形的夹持柱、内撑柱和锁紧螺钉,夹持柱包括的夹持段和内撑段,夹持柱设有夹持柱通孔,夹持柱通孔包括圆锥形通孔和圆柱形通孔,内撑段设有多个弹性臂,内撑柱包括圆锥形段和圆柱形段,圆锥形段置于圆锥形通孔内、圆柱形段置于圆柱形通孔内且内撑柱与夹持柱之间不能相对旋转,圆柱形段的端面设有内撑柱螺孔,锁紧螺钉置于圆柱形通孔内并与内撑柱螺孔连接。本技术能够实现将多个弹性臂进行扩张抵紧待加工零件内壁从而实现高精度可靠装夹的功能,实现一次装夹完成多道加工工序的目的,提高了生产效率,而且不会损伤待加工零件,有效保护了待加工零件。
技术研发人员:李滔
受保护的技术使用者:成都威诺精密机械有限公司
技术研发日:20230331
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!