集成灶框架自动组装定位夹具的制作方法
本技术涉及定位工装,具体的,涉及集成灶框架自动组装定位夹具。
背景技术:
1、集成灶把油烟机、灶具、消毒柜、储藏柜等多种功能集合的一种装置。目前集成灶的自动化生产车间中,具有这样一道工序:将组成集成灶框架的各个部件焊接在一起,完成集成灶框架的拼装,方便后续的工序中将其他零部件安装在集成灶框架上;但现有技术中的通常都是通过人工自行组装各个部件,再向每个拼接部位进行焊接操作,整个拼接流程较为复杂,大大提高了人工成本,降低工作效率。
技术实现思路
1、本实用新型提出集成灶框架自动组装定位夹具,解决了相关技术中的由人工自行组装各个部件后再进行焊接操作的整个拼接流程较为复杂,大大提高了人工成本,降低工作效率的问题。
2、本实用新型的技术方案如下:
3、集成灶框架自动组装定位夹具,包括
4、机架,
5、若干个侧板支撑件,若干个所述侧板支撑件对称设置在所述机架底部,
6、连接板支撑件,设置在所述机架顶部,
7、若干个限位支撑组件,若干个所述限位支撑组件对称设置在所述机架顶部,所述连接板支撑件位于若干个所述限位支撑组件之间,且所述限位支撑组件位于所述侧板支撑件上方。
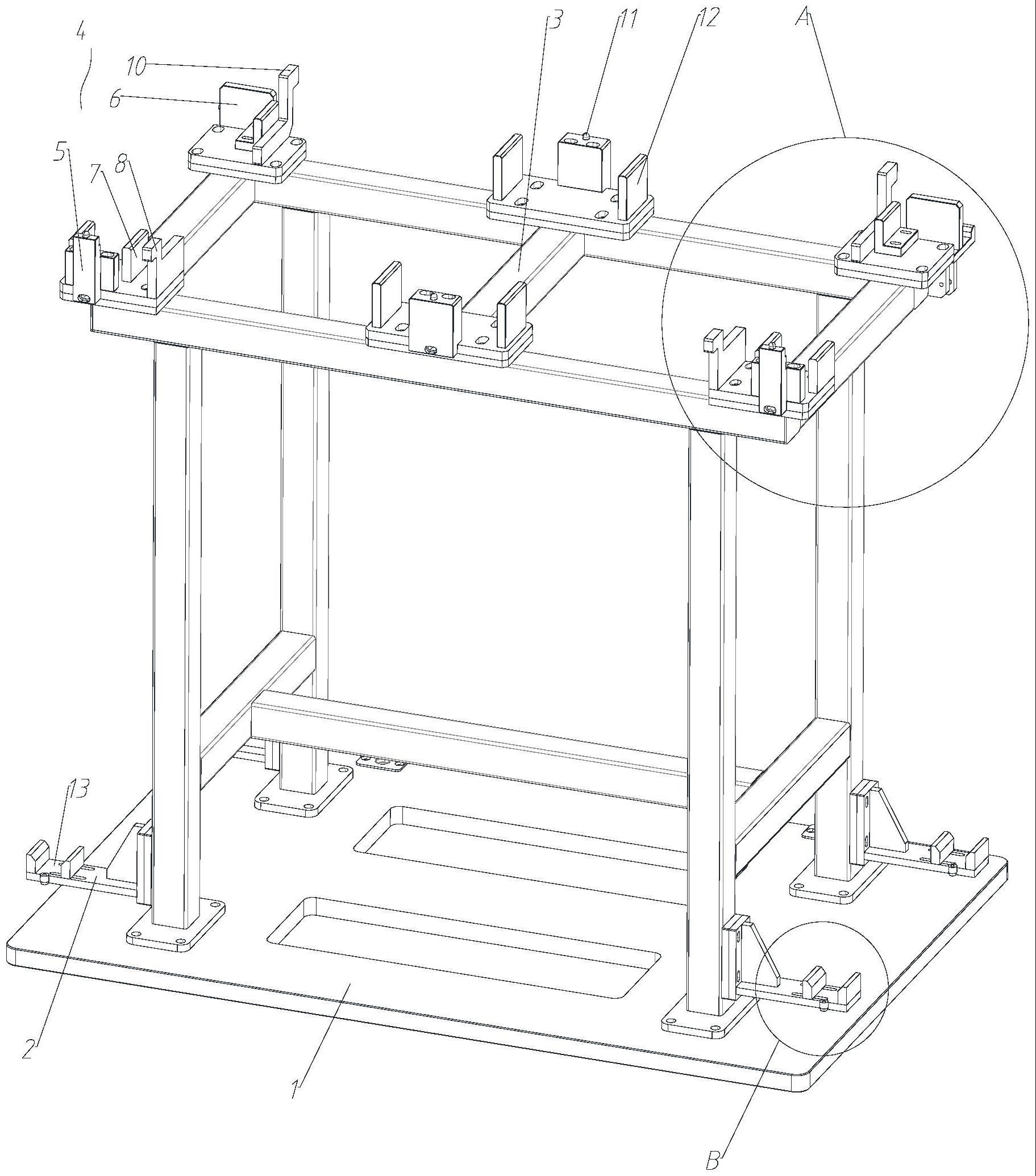
8、作为进一步的技术方案,所述限位支撑组件包括
9、第一限位支撑件和第二限位支撑件,二者对称设置在所述机架顶部,且均位于所述侧板支撑件上方,所述第一限位支撑件具有支撑部一和支撑部二,所述第二限位支撑件具有限位槽一和限位部。
10、作为进一步的技术方案,还包括
11、若干个定位件,所述第一限位支撑件和所述连接板支撑件上均设置有所述定位件。
12、作为进一步的技术方案,所述连接板支撑件两端均设置有支撑部三,所述支撑部三一侧设置有所述定位件。
13、作为进一步的技术方案,所述侧板支撑件具有限位槽二。
14、本实用新型的工作原理及有益效果为:
15、本实用新型中,在将组成集成灶框架的各个部件焊接在一起,完成集成灶框架的拼装时,存在以下问题:通常都是通过人工自行组装各个部件,再向每个拼接部位进行焊接操作,整个拼接流程较为复杂,大大提高了人工成本,降低工作效率,为了解决上述问题,设计了集成灶框架自动组装定位夹具;
16、目前大部分的集成灶框架由七个部分组成,两个侧板、两个侧板连接件和三个连接板,现有工艺都是工人挨个对每个部件进行拼接焊接,设计的自动组装定位夹具,可以实现快速将七个部件安置在机架上各个位置,同时保证各个部件拼接位置贴合,方便在拼接位置使用打螺装置自动打螺并焊接,完成集成灶框架的组装;使用对称设置在机架底部的若干个侧板支撑件,是为了能够在底部支撑住组成集成灶框架两侧的侧板,并在机架顶部设置连接板支撑件,且在连接板支撑件两侧安装限位支撑组件,是为了能够支撑定位两个侧板连接件和三个连接板,将七个部件以安装完成的状态安置在机架上,且各个拼接位置刚好对应定位,所以设计连接板支撑件位于若干个限位支撑组件之间,且限位支撑组件位于侧板支撑件上方,方便后续使用打螺装置自动打螺并焊接,完成集成灶框架的组装。
技术特征:
1.集成灶框架自动组装定位夹具,其特征在于,包括
2.根据权利要求1所述的集成灶框架自动组装定位夹具,其特征在于,所述限位支撑组件(4)包括
3.根据权利要求2所述的集成灶框架自动组装定位夹具,其特征在于,还包括
4.根据权利要求3所述的集成灶框架自动组装定位夹具,其特征在于,所述连接板支撑件(3)两端均设置有支撑部三(12),所述支撑部三(12)一侧设置有所述定位件(11)。
5.根据权利要求1所述的集成灶框架自动组装定位夹具,其特征在于,所述侧板支撑件(2)具有限位槽二(13)。
技术总结
本技术涉及定位工装技术领域,提出了集成灶框架自动组装定位夹具,包括机架,若干个侧板支撑件,若干个所述侧板支撑件对称设置在所述机架底部,连接板支撑件设置在所述机架顶部,若干个限位支撑组件,若干个所述限位支撑组件对称设置在所述机架顶部,所述连接板支撑件位于若干个所述限位支撑组件之间,且所述限位支撑组件位于所述侧板支撑件上方。通过上述技术方案,解决了现有技术中的由人工自行组装各个部件后再进行焊接操作的整个拼接流程较为复杂,大大提高了人工成本,降低工作效率的问题。
技术研发人员:易伟健
受保护的技术使用者:深圳市登峰科技有限公司
技术研发日:20230328
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!