异类材料搅拌摩擦焊焊头的制作方法
本技术涉及搅拌摩擦焊领域技术,尤其是指一种异类材料搅拌摩擦焊焊头。
背景技术:
1、搅拌摩擦焊方法与常规摩擦焊一样,属于固态焊,利用摩擦热作为焊接热源。不同之处在于,传统摩擦焊接使用待焊接件的两个部分相互摩擦生热而实现固相连接,搅拌摩擦焊焊接过程则是将一个工具体(亦即焊头)置入两块待焊接基体材料的焊接核心,对基体材料进行摩擦和搅拌,使焊接材料(即基体材料)加热至塑性状态,在搅拌头的高速旋转带动下,处于塑性状态的基体材料环绕搅拌头由前向后转移,和同时受搅拌头挤压的焊缝金属在热--力学耦合作用下扩散连接,形成致密的金属间固相连接的过程。其中焊头是搅拌摩擦焊中最重要的一个部件。
2、现有的搅拌摩擦焊焊头一般为h13钢材质,在焊接过程中主要针对铝基材料进行焊接,使用范围受限,在针对铜铝焊接或者铜材质之间的焊接时,现有的搅拌头则无法满足加工需求,且现有的搅拌头轴肩一般都设置有内圆环来增大摩擦面,从而增大摩擦力,这导致焊接过程中焊头受到的阻力更大,无法满足对较硬材质的焊接过程,因此,有必要对现有的搅拌摩擦焊焊头结构作出进一步改进。
技术实现思路
1、有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种异类材料搅拌摩擦焊焊头,其能有效解决现有之焊头使用范围受限、无法对硬材质工件进行焊接以及功能局限性大的问题。
2、为实现上述目的,本实用新型采用如下之技术方案:
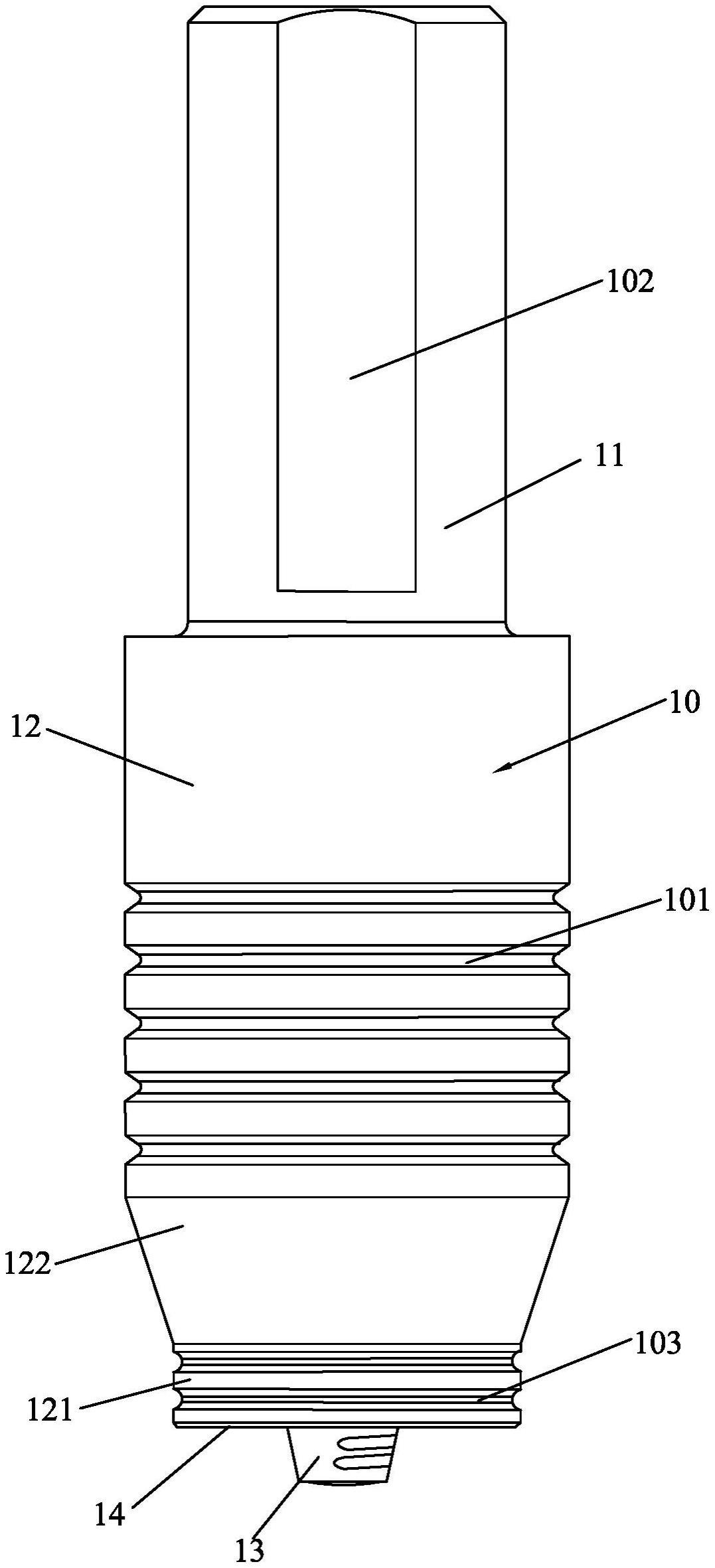
3、一种异类材料搅拌摩擦焊焊头,包括有本体;该本体为粉末冶金高速钢材质;本体包括有由上往下依次成型出的连接部、主体部以及搅拌针;该连接部由主体部的上端一体向上延伸出,该主体部的周侧壁一体向内凹设有第一散热槽,主体部的下端面形成有轴肩,该轴肩为平面;该搅拌针由轴肩一体向下延伸出。
4、作为一种优选方案,所述连接部的直径小于主体部的直径,且连接部的周侧壁形成有与外部配合的限位凹槽,该限位凹槽上端贯穿连接部的上端面。
5、作为一种优选方案,所述主体部的下端形成有一过渡轴,该过渡轴的直径小于主体部的直径,过渡轴与主体部之间通过一锥形的过渡面连接,前述轴肩位于过渡轴的下端面,过渡轴周侧壁一体向内凹设有第二散热槽。
6、作为一种优选方案,所述第一散热槽和第二散热槽均为上下间隔排布的多个。
7、作为一种优选方案,所述搅拌针为锥台状,搅拌针的侧壁凹设有上下间隔设置的螺纹。
8、作为一种优选方案,所述轴肩的直径与搅拌针最大直径的比值范围为8/3至11/3。
9、本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
10、通过本体为粉末冶金高速钢材质,相较于现有的h13钢材质,使得搅拌摩擦焊焊头不仅能对铝合金材质进行焊接,还可以针对铜材质以及其它较硬材质实现焊接过程,从而实现铜铝之间的焊接;并配合主体部的下端面形成有轴肩,该轴肩为平面,使得在焊接过程中焊接头受到的阻力更小,进一步提升了焊接头在焊接过程中的结构强度,可满足更多的加工场合,使用范围局限性也更小。
11、为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
技术特征:
1.一种异类材料搅拌摩擦焊焊头,其特征在于:包括有本体;该本体为粉末冶金高速钢材质;本体包括有由上往下依次成型出的连接部、主体部以及搅拌针;该连接部由主体部的上端一体向上延伸出,该主体部的周侧壁一体向内凹设有第一散热槽,主体部的下端面形成有轴肩,该轴肩为平面;该搅拌针由轴肩一体向下延伸出。
2.根据权利要求1所述的异类材料搅拌摩擦焊焊头,其特征在于:所述连接部的直径小于主体部的直径,且连接部的周侧壁形成有与外部配合的限位凹槽,该限位凹槽上端贯穿连接部的上端面。
3.根据权利要求1所述的异类材料搅拌摩擦焊焊头,其特征在于:所述主体部的下端形成有一过渡轴,该过渡轴的直径小于主体部的直径,过渡轴与主体部之间通过一锥形的过渡面连接,前述轴肩位于过渡轴的下端面,过渡轴周侧壁一体向内凹设有第二散热槽。
4.根据权利要求3所述的异类材料搅拌摩擦焊焊头,其特征在于:所述第一散热槽和第二散热槽均为上下间隔排布的多个。
5.根据权利要求1所述的异类材料搅拌摩擦焊焊头,其特征在于:所述搅拌针为锥台状,搅拌针的侧壁凹设有上下间隔设置的螺纹。
6.根据权利要求1所述的异类材料搅拌摩擦焊焊头,其特征在于:所述轴肩的直径与搅拌针最大直径的比值范围为8/3至11/3。
技术总结
本技术公开了一种异类材料搅拌摩擦焊焊头,包括有本体;该本体为粉末冶金高速钢材质;本体包括有由上往下依次成型出的连接部、主体部以及搅拌针;该连接部由主体部的上端一体向上延伸出,该主体部的周侧壁一体向内凹设有第一散热槽,主体部的下端面形成有轴肩,该轴肩为平面;该搅拌针由轴肩一体向下延伸出。通过本体为粉末冶金高速钢材质,相较于现有的H13钢材质,使得搅拌摩擦焊焊头不仅能对铝合金材质进行焊接,还可以针对铜材质以及其它较硬材质实现焊接过程,从而实现铜铝之间的焊接;并配合主体部的下端面形成有轴肩,该轴肩为平面,使得在焊接过程中焊接头受到的阻力更小,进一步提升了焊接头在焊接过程中的结构强度,可满足更多的加工场合,使用范围局限性也更小。
技术研发人员:晏军,何小强
受保护的技术使用者:广东焊威新能源设备有限公司
技术研发日:20230331
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!