防爆盖板加工装置的制作方法
本申请涉及防爆盖板生产,特别涉及一种防爆盖板加工装置。
背景技术:
1、防爆盖板,又称防爆片,主要应用于电池中。在电池内部压力达到一定高度时,防爆盖板会爆开或裂开,从而来实现电池内部的快速泄压。
2、在相关技术中,防爆盖板需要经过冲压成型及压防爆刻线两个加工工序,而两个加工工序通常整合在同一模具中,在加工时,冲压成型工序与压防爆刻线工序相互干涉,从而影响防爆盖板的生产品质。
3、需要说明的是,在上述背景技术部分公开的信息仅用于加强对本公开的背景的理解,因此可以包括不构成本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、鉴于以上技术问题中的至少一项,本申请提供一种防爆盖板加工装置,解决了在相关技术中,防爆盖板需要经过冲压成型及压防爆刻线两个加工工序,而两个加工工序通常整合在同一模具中,在加工时,冲压成型工序与压防爆刻线工序相互干涉,从而影响防爆盖板的生产品质的问题。
2、本申请实施例,提供一种防爆盖板加工装置,包括:
3、第一模具,包括相互配合的第一上模部及第一下模部,第一上模部、第一下模部之间设置有冲压成型组件;
4、第二模具,包括相互配合的第二上模部及第二下模部,第二上模部、第二下模部之间设置压刻线组件。
5、本申请实施例具有如下技术效果:本装置将冲压成型组件设于第一模具中,将压刻线组件设于第二模具中,使防爆盖板在进行冲压成型或压刻线工序时互不干涉,进而保证防爆盖板的品质,同时,采用第一模具、第二模具共同加工防爆盖板,有利于对第一模具或第二模具进行分别调整、维修,方便调整及维修。
6、在一种实现方式中,第一下模部上设有第一料槽,第二下模部上设有第二料槽,第一料槽的槽底壁所在的平面、第二料槽的槽底壁所在的平面位于同一水平面上。
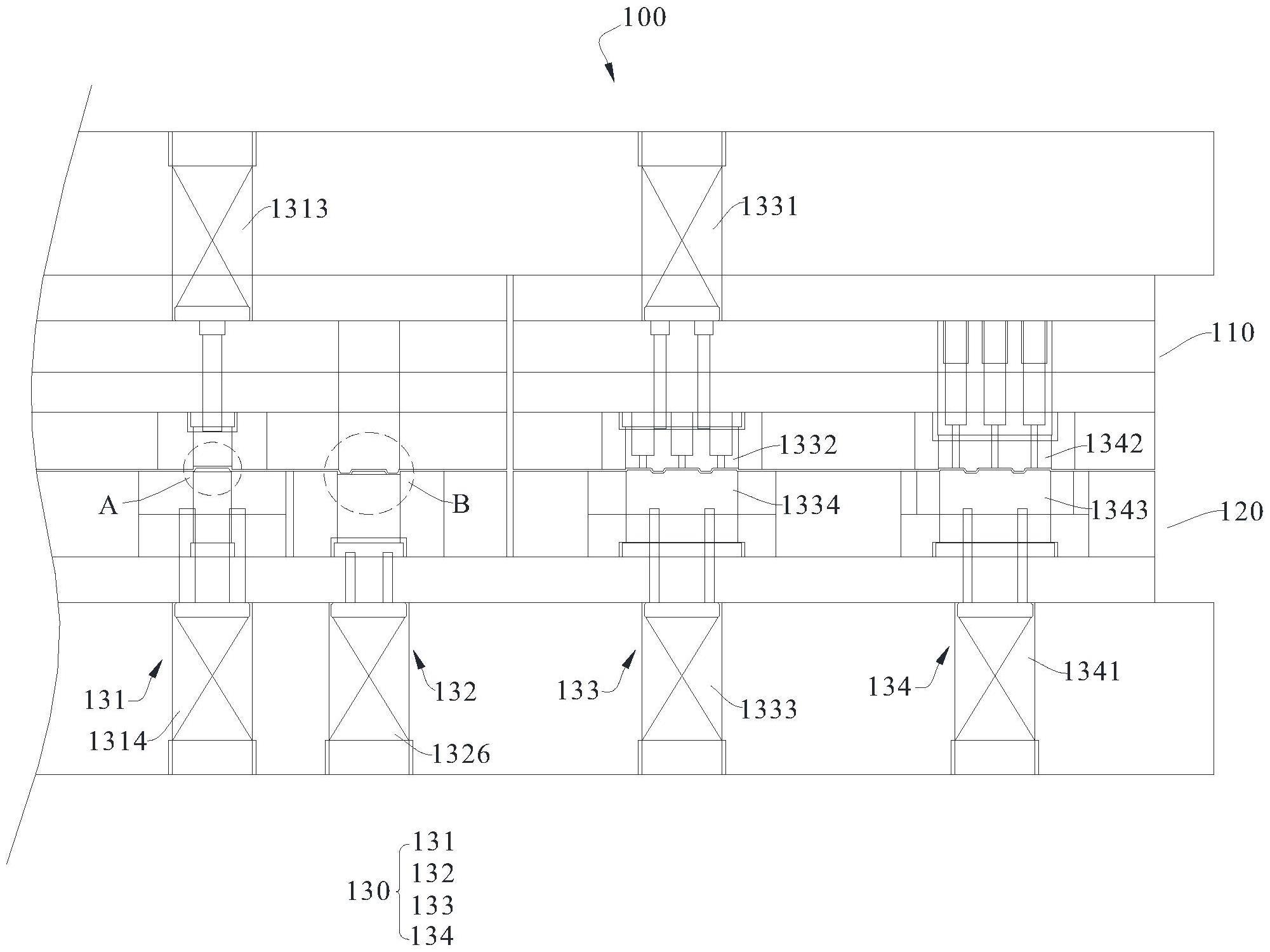
7、在一种实现方式中,冲压成型组件包括沿料带前进方向依次安装于第一上模部、第一下模部之间的第一成型机构、第二成型机构、第三成型机构及第四成型机构。
8、在一种实现方式中,第一成型机构包括活动安装于第一上模部的第一冲压件及活动安装于第一下模部的顶杆。
9、在一种实现方式中,顶杆的端部边缘设有倒角结构。
10、在一种实现方式中,第二成型机构包括安装于第一上模部的第二冲压件及活动安装于第一下模部的第一配合块,第二冲压件上间隔分布有第一凸起,第一配合块上具有第二凸起,第一凸起与第二凸起错开设置。
11、在一种实现方式中,压刻线组件包括沿料带前进方向依次安装于第二上模部、第二下模部之间的压刻线机构及落料机构。
12、在一种实现方式中,压刻线机构包括活动安装于第二上模部的第二配合块及活动安装于第二下模部的压刻线块,压刻线块上间隔分布有压刻线尖凸块。
13、在一种实现方式中,落料机构包括间隔分布于第二上模部的多个落料杆。
14、下面结合附图与实施例,对本实用新型进一步说明。
技术特征:
1.一种防爆盖板加工装置,其特征在于,包括:
2.根据权利要求1所述的防爆盖板加工装置,其特征在于,所述第一下模部上设有第一料槽,所述第二下模部上设有第二料槽,所述第一料槽的槽底壁所在的平面、第二料槽的槽底壁所在的平面位于同一水平面上。
3.根据权利要求1所述的防爆盖板加工装置,其特征在于,所述冲压成型组件包括沿料带前进方向依次安装于所述第一上模部、第一下模部之间的第一成型机构、第二成型机构、第三成型机构及第四成型机构。
4.根据权利要求3所述的防爆盖板加工装置,其特征在于,所述第一成型机构包括活动安装于所述第一上模部的第一冲压件及活动安装于所述第一下模部的顶杆。
5.根据权利要求4所述的防爆盖板加工装置,其特征在于,所述顶杆的端部边缘设有倒角结构。
6.根据权利要求3所述的防爆盖板加工装置,其特征在于,所述第二成型机构包括安装于所述第一上模部的第二冲压件及活动安装于所述第一下模部的第一配合块,所述第二冲压件上间隔分布有第一凸起,所述第一配合块上具有第二凸起,所述第一凸起与所述第二凸起错开设置。
7.根据权利要求1所述的防爆盖板加工装置,其特征在于,所述压刻线组件包括沿料带前进方向依次安装于所述第二上模部、第二下模部之间的压刻线机构及落料机构。
8.根据权利要求7所述的防爆盖板加工装置,其特征在于,所述压刻线机构包括活动安装于所述第二上模部的第二配合块及活动安装于所述第二下模部的压刻线块,所述压刻线块上间隔分布有压刻线尖凸块。
9.根据权利要求7所述的防爆盖板加工装置,其特征在于,所述落料机构包括间隔分布于所述第二上模部的多个落料杆。
技术总结
本技术属于防爆盖板生产技术领域,尤其涉及一种防爆盖板加工装置,包括:第一模具,包括相互配合的第一上模部及第一下模部,第一上模部、第一下模部之间设置有冲压成型组件;第二模具,包括相互配合的第二上模部及第二下模部,第二上模部、第二下模部之间设置压刻线组件。本装置将冲压成型组件设于第一模具中,将压刻线组件设于第二模具中,使防爆盖板在进行冲压成型或压刻线工序时互不干涉,进而保证防爆盖板的品质,同时,采用第一模具、第二模具共同加工防爆盖板,有利于对第一模具或第二模具进行分别调整、维修,方便调整及维修。
技术研发人员:雷四木
受保护的技术使用者:湖北杰精精密电子科技有限公司
技术研发日:20230330
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!