一种齿轮套加工夹具的制作方法
本技术属于一种齿轮套加工夹具。
背景技术:
1、可参见图1,其为一种齿轮套,该齿轮套具有套部、齿圈部及内孔。图2为其传统齿轮套加工的夹具。图2中,此齿轮套以内孔(n-3)和端面定位,该齿轮套内孔(n-3)与芯轴(m-1)外径之间采用h6/h5公差定位配合,拧紧上面的螺母m-3,通过开口垫m-2而将齿轮套压紧。而在实际加工产品时,发现插齿的齿圈部径向圆跳动误差为0.07~0.10mm,甚至达0.15mm,齿向误差为0.02~0.05mm。而当工艺要求齿圈部径向跳动误差≤0.05mm,齿向误差≤0.01mm,在插齿时径向跳动误差及齿向误差也有不同程度的超差现象。且当齿轮套孔径越大时更难消除芯轴和齿轮内孔之间的定位间隙,也难保证加工齿圈部的齿向和径跳的更高精度加工要求。
2、另外,若采用齿轮套内孔采用现有弹性套变形抵紧(可参考已公开专利文献cn105364199 a),则由于弹性套存在疲劳变形而容易压紧时接触不良,以及弹性套会转动而压紧不稳定的问题。
技术实现思路
1、本实用新型的目的在于提供一种齿轮套加工夹具,解决了现有齿轮套夹具在插齿时存在径向跳动误差和齿向误差超差的问题而无法满足更高精度的工艺技术要求。
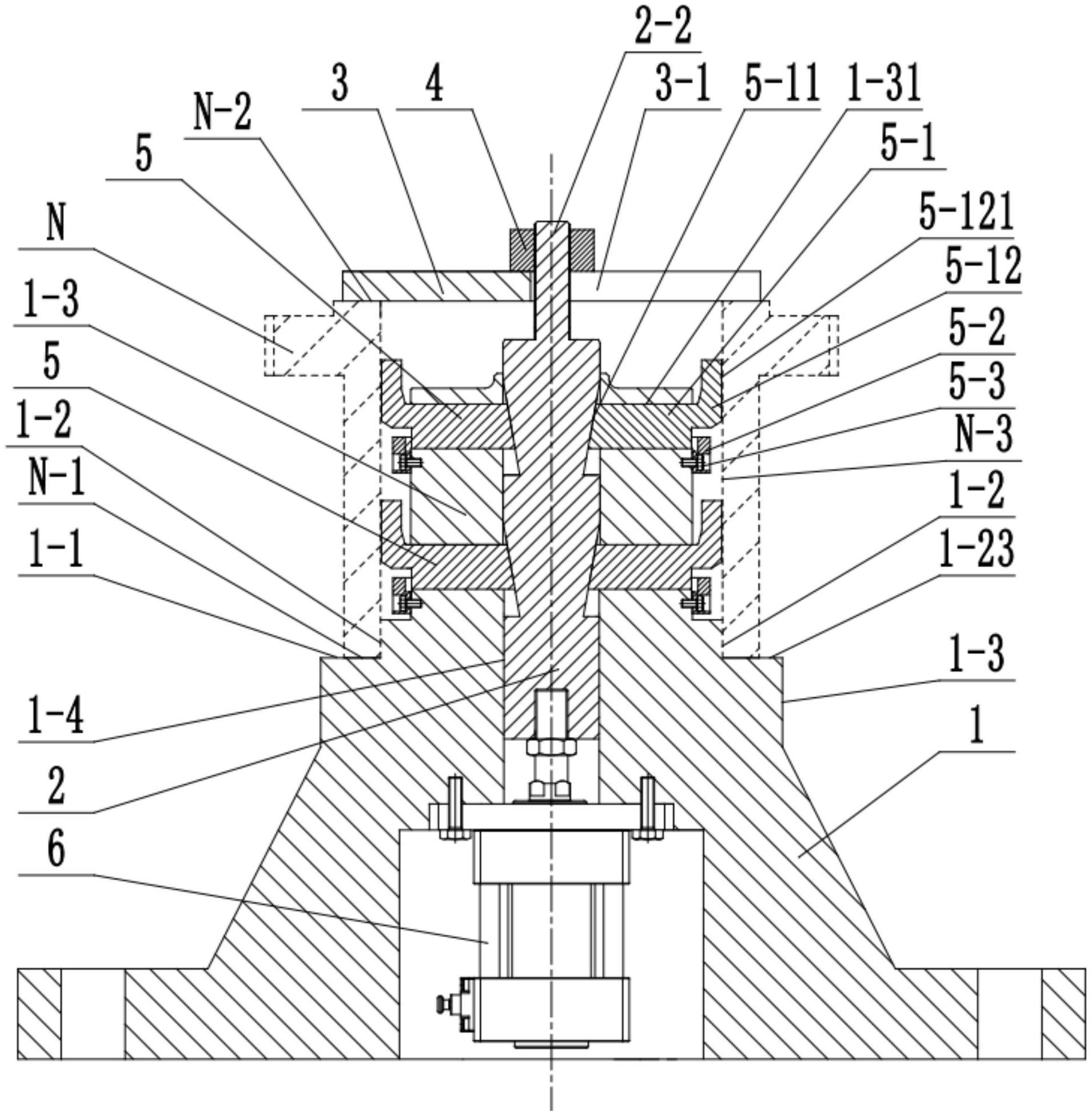
2、为实现上述目的,本实用新型提供了一种齿轮套加工夹具,包括夹具体、拉轴、压板、锁紧螺母、内孔涨紧组件和液压缸;其特征在于:所述夹具体上具有用于与支承齿轮套的第一端面的台阶面、用于与齿轮套的内孔定位配合的中轴段及用于内孔涨紧组件安装的上轴段;所述拉轴与夹具体的中心孔滑动配合;所述拉轴上部穿出所述压板后与锁紧螺母螺纹配合,该压板用于压紧齿轮套的第二端面;所述液压缸输出端与拉轴下端固接;所述内孔涨紧组件包括若干滑动压块;各所述滑动压块与上轴段沿径向滑动配合且沿其周向分布,该滑动压块内端伸入所述中心孔内并设有斜锲部,该滑动压块另一端部伸出所述上轴段并设有压紧部;所述拉轴中部上设有用于与斜锲部配合的斜锲槽。
3、采用上述方案,该夹具体的中轴段与齿轮套的内孔定位配合而使齿轮套中心定位,该液压缸向下拉动拉轴时该拉轴的斜锲槽与滑动压块的斜锲部斜锲配合,该滑动压块向外滑动后该滑动压块的压紧部会压紧齿轮套内孔壁。而由于各所述滑动压块沿拉轴周向分布,各所述滑动压块的压紧部呈周向压紧齿轮套内孔壁,使该齿轮套与夹具体的中轴段保持同心并消除中轴段和齿轮套内孔之间的定位间隙,可保证加工齿轮的齿向和径跳,能满足加工时齿圈径向跳动误差≤0.05mm,齿向误差≤0.01mm的技术要求。
4、由于该拉轴的斜锲槽与滑动压块的斜锲部斜锲配合,因此各滑动压块在上轴段上滑动时不会转动,可保证各滑动压块与齿轮套内孔壁压可保持稳定压紧接触,可保证压紧时的位置精度和可靠性。
5、由于所述拉轴上部向上依次穿出所述夹具体和压板后与锁紧螺母螺纹配合,可通过旋转锁紧螺母而使该压板压紧齿轮套的第二端面,可避免齿轮套轴向跳动和松动。
6、进一步地,所述压紧部上具有弧形压接面该弧形压接面与齿轮套内孔壁匹配接触,扩大了有效接触面积,可增加压紧力。
7、优选地,所述中轴段与齿轮套的内孔之间采用h6/h5公差配合。
8、进一步地,所述内孔涨紧组件具有两个而且上下间隔分布。可实现对该齿轮套内孔壁上下部位的同时内涨紧,可避免齿轮套在加工时摆动或偏斜,提高加工精度。
9、优选地,所述中轴段长度10-20mm。可保证有效长度的定位配合,同时满足内孔涨紧组件安装要求。
10、优选地,所述压板上开设有u形口。方便该压板侧向取出,装卸更方便。
11、进一步地,所述内孔涨紧组件还包括限位环,所述限位环固套在中轴段上并用于对该滑动压块在向外滑动时限位。可避免加工完成后当取出齿轮套后,该滑动压块向外滑动时不会掉落。
12、本实用新型的有益效果:
13、第一、本实用新型可用于齿轮套在齿部精加工时定位精准装夹,可提高装夹精度,减小在插齿时径向跳动误差及齿向误差,能满足加工时齿圈径向跳动误差≤0.05mm,齿向误差≤0.01mm的技术要求;
14、第二、本实用新型由于该拉轴的斜锲槽与滑动压块的斜锲部斜锲配合,因此各滑动压块在上轴段上滑动时不会转动,可保证各滑动压块与齿轮套内孔壁压可保持稳定压紧接触,可保证压紧时的位置精度和可靠性;
15、第三、本实用新型由于所述拉轴上部向上依次穿出所述夹具体和压板后与锁紧螺母螺纹配合,可通过旋转锁紧螺母而使该压板压紧齿轮套的第二端面,可避免齿轮套轴向跳动和松动;
16、第四、本实用新型采用两个所述内孔涨紧组件并能对该齿轮套内孔壁上下部位进行同时内周向涨紧,可避免齿轮套在加工时摆动或偏斜,提高加工精度,尤其能大大降低齿向误差。
技术特征:
1.一种齿轮套加工夹具,包括夹具体(1)、拉轴(2)、压板(3)、锁紧螺母(4)、内孔涨紧组件(5)和液压缸(6);其特征在于:
2.如权利要求1所述的一种齿轮套加工夹具,其特征在于:所述压紧部(5-12)上具有弧形压接面(5-121)。
3.如权利要求1所述的一种齿轮套加工夹具,其特征在于:所述中轴段(1-2)与齿轮套(n)的内孔(n-3)之间采用h6/h5公差配合。
4.如权利要求1所述的一种齿轮套加工夹具,其特征在于:所述内孔涨紧组件(5)具有两个而且上下间隔分布。
5.如权利要求1所述的一种齿轮套加工夹具,其特征在于:所述中轴段(1-2)长度10-20mm。
6.如权利要求1所述的一种齿轮套加工夹具,其特征在于:所述压板(3)上开设有u形口(3-1)。
7.如权利要求1-5中任一项所述的一种齿轮套加工夹具,其特征在于:所述内孔涨紧组件(5)还包括限位环(5-2),所述限位环(5-2)固套在中轴段(1-2)上并用于对该滑动压块(5-1)在向外滑动时限位。
技术总结
本技术公开了一种齿轮套加工夹具,包括夹具体、拉轴、压板、锁紧螺母、内孔涨紧组件和液压缸;其特征在于:所述夹具体上具有台阶面、中轴段及上轴段;所述拉轴与夹具体的中心孔滑动配合;所述拉轴上部依次穿出所述夹具体和压板后与锁紧螺母螺纹配合,所述液压缸输出端与拉轴下端固接;所述内孔涨紧组件包括若干滑动压块;各所述滑动压块与第一轴段滑动配合且沿其周向分布,该滑动压块内端伸入所述中心孔内并设有斜锲部,该滑动压块另一端部伸出所述第一轴段并设有压紧部;所述拉轴中部上设有用于与斜锲部配合的斜锲槽。本技术可用于齿轮套在齿部精加工时定位,可提高装夹精度,减小在插齿时径向跳动误差及齿向误差。
技术研发人员:米久雄
受保护的技术使用者:重庆伟思精密机械有限公司
技术研发日:20230404
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!