一种集装箱侧板纵向定位机构的制作方法
本技术涉及集装箱加工,尤其涉及一种集装箱侧板纵向定位机构。
背景技术:
1、在进行集装箱侧板罗拉生产时,侧板的纵向尺寸及对角线误差是关键的工艺参数,而集装箱侧板采用耐候钢,变形大、平整度差,现有技术中进行集装箱侧板的切割工作时所用的定位方式存在对角线误差大、劳动强度大、效率低的问题,制约了集装箱侧板罗拉装备的智能化自动化发展。因此针对以上不足,提出了一种集装箱侧板纵向定位机构。
技术实现思路
1、本实用新型的目的是提供一种集装箱侧板纵向定位机构,以克服现有技术中集装箱侧板罗拉生产时的定位剪切过程中定位尺寸及对角线误差大、劳动强度大、效率低,制约集装箱侧板罗拉装备的智能化和自动化发展的缺陷。
2、为了实现上述目的,本实用新型提供了一种集装箱侧板纵向定位机构,包括:
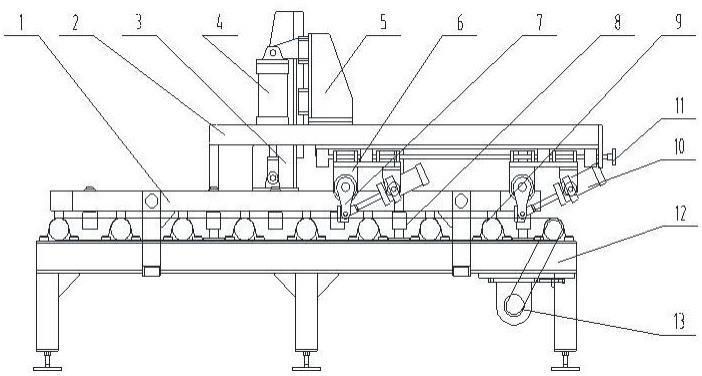
3、机体,所述机体上端设有运输台;所述机体上设有竖直向上的支架,支架上设有压紧气缸和沿支架上下移动的升降体;所述压紧气缸一端固定在支架底端,另一端连接至升降体;所述升降体底端设有升降支架;所述升降支架上设有纵向定位滑台,纵向定位滑台底面上设有纵向驱动装置,所述纵向驱动装置上设有多个翻转定位挡块;所述升降支架下方连接有压框;所述机体两侧设有若干组侧向定位装置。
4、优选的,所述运输台包括传输驱动装置和若干个相互平行且滚动的传输辊,所述传输辊和传输驱动装置之间链连接。
5、优选的,每个所述翻转定位挡块分别连接一个翻转气缸,所述翻转气缸一端连接翻转定位挡块,另一端安装在纵向驱动装置上。
6、优选的,所述压框下方设有多个弹性体。
7、优选的,所述侧向定位装置包括侧定位气缸和侧定位挡块。
8、优选的,所述侧定位气缸和侧定位挡块分别安装在机体两侧,位置相对应,所述侧定位气缸和侧定位挡块的连线与运输台运输方向垂直。
9、本实用新型提供的集装箱侧板纵向定位机构具有如下有益效果:
10、本实用新型提供的集装箱侧板纵向定位机构,通过压框、支架、升降支架、压紧气缸和升降体配合工作,实现在垂直方向上将集装箱侧板压紧,保证在定位和剪切过程中集装箱侧板的状态及位置的稳定,提高装置的准确度,避免重复操作,减小劳动强度,通过设有翻转定位挡块和侧向定位装置实现纵向和侧向的定位,降低剪切过程中的对角线误差。
技术特征:
1.一种集装箱侧板纵向定位机构,其特征在于,包括:机体(12),所述机体(12)上端设有运输台;所述机体(12)上设有竖直向上的支架(3),支架(3)上设有压紧气缸(4)和沿支架(3)上下移动的升降体(5);所述压紧气缸(4)一端固定在支架(3)底端,另一端连接至升降体(5);所述升降体(5)底端设有升降支架(2);所述升降支架(2)上设有纵向定位滑台(6),纵向定位滑台(6)底面上设有纵向驱动装置(11),所述纵向驱动装置(11)上设有多个翻转定位挡块(7);所述升降支架(2)下方连接有压框(1);所述机体(12)两侧设有若干组侧向定位装置。
2.根据权利要求1所述的一种集装箱侧板纵向定位机构,其特征在于,所述运输台包括传输驱动装置(13)和若干个相互平行且滚动的传输辊(9),所述传输辊(9)和传输驱动装置(13)之间链连接。
3.根据权利要求1所述的一种集装箱侧板纵向定位机构,其特征在于,每个所述翻转定位挡块(7)分别连接一个翻转气缸(10),所述翻转气缸(10)一端连接翻转定位挡块(7),另一端安装在纵向驱动装置(11)上。
4.根据权利要求1所述的一种集装箱侧板纵向定位机构,其特征在于,所述压框(1)下方设有多个弹性体(8)。
5.根据权利要求1所述的一种集装箱侧板纵向定位机构,其特征在于,所述侧向定位装置包括侧定位气缸(14)和侧定位挡块(15)。
6.根据权利要求5所述的一种集装箱侧板纵向定位机构,其特征在于,所述侧定位气缸(14)和侧定位挡块(15)分别安装在机体(12)两侧,位置相对应,所述侧定位气缸(14)和侧定位挡块(15)的连线与运输台运输方向垂直。
技术总结
本技术涉及集装箱加工技术领域,尤其涉及一种集装箱侧板纵向定位机构,其包括上段设有运输台的机体,机体上设有垂直向上的支架,支架上设有压紧气缸和沿支架上下移动的升降体,压紧气缸一端固定在支架底端另一端连接升降体,升降体底端设有纵向定位滑台,纵向定位滑台底端设有压框和安装有多个翻转气缸和翻转定位挡块的纵向驱动装置,压框底端设有多个弹性体,机体两侧分别设有多个侧定位气缸或侧定位挡块。本技术提供一种集装箱侧板纵向定位机构,保证在定位和剪切过程中集装箱侧板的状态及位置的稳定,提高装置的准确度,避免重复操作,减小劳动强度,通实现纵向和侧向的定位,降低剪切过程中的对角线误差。
技术研发人员:高飞,曲文齐,高振伟
受保护的技术使用者:黑龙江诚成非标设备制造有限公司
技术研发日:20230407
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!