一种冲床翅片用自动取针装置的制作方法
本技术涉及一种空调生产技术,尤其是一种空调翅片冲压后的取垛前的钢针置换技术,具体地说是一种冲床翅片用自动取针装置。
背景技术:
1、目前,现有空调行业,翅片通过冲床冲片,冲床接料架上带有固定的钢针以保证翅片不会倒塌,但当翅片堆到设定的高度后需要将翅片从冲床接料架上取下,为了防止翅片散架,需要通过人工插入定位针后再通过人工把翅片从冲床接料架取出。自动化水平不高,效率低下,劳动强度大,必须设计相应的自动插针机构来实现生产的自动化,提高生产效率。
技术实现思路
1、本实用新型的目的是针对现有的空调翅片定位针插针主要依靠人工操作,劳动强度大,效率低的问题,设计一种能自动插针的冲床翅片用自动取针装置。
2、本实用新型的技术方案是:
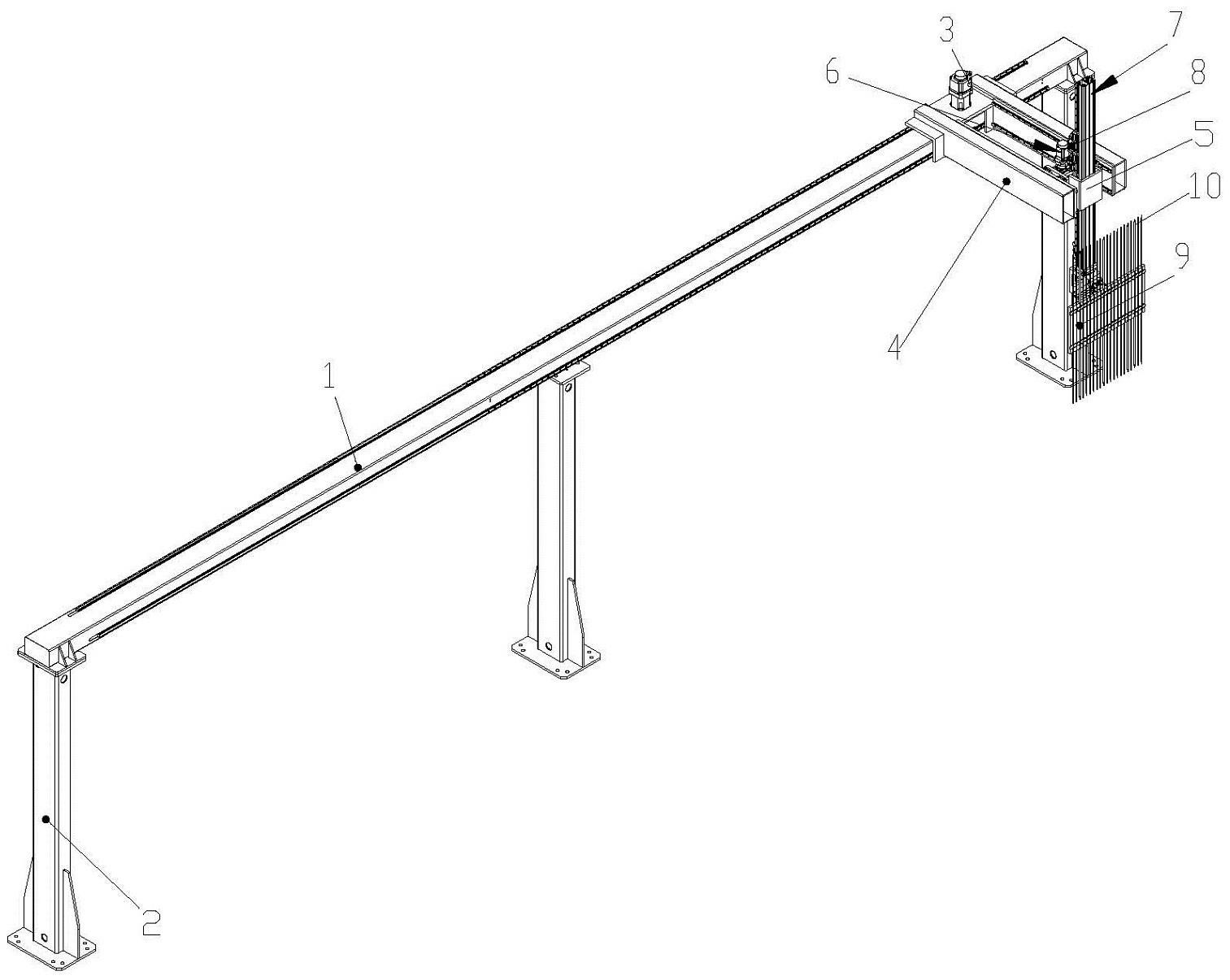
3、一种冲床翅片用自动取针装置,它包括x轴横梁1,x轴横梁1安装在立柱2上,立柱2安装在冲床出片口侧,其特征是:x轴横梁1上安装有x轴滑轨和齿条,齿条与齿轮啮合,齿轮由x轴伺服电机3驱动,x轴滑块通过轴承安装在齿轮轴上并沿x轴滑轨移动,x轴滑块与y轴横梁4相连并带动其在x轴横梁上移动;y轴横梁4上安装有y轴导轨和y轴滑块5,y轴滑块5由y轴伺服电机6驱动在y轴导轨上移动,y轴滑块5中穿装有z轴动柱7,z轴动柱7安装在z轴导轨中并由安装在y轴滑块5上的z轴伺服电机8驱动,z轴动柱7的下端安装有抓针夹具9,抓针夹具9能带动钢针10从水平状态翻转至垂直状态。
4、所述的y轴横梁4由左右两根横梁组成,两根横梁的一端分别与x轴伺服电机安装架的两侧相连,另一端与y轴滑块的两侧相连。
5、抓针夹具9由底面为45度的固定块13和顶为45度的回转块12组成,固定块13中安装在回转气缸或电机,回转块12与回转缸或电机的驱动轴相连,回转块12安装有气动式或电磁式钢针夹取机构。
6、回转块12绕回转轴旋转180度后,钢针从水平状态转成垂直状态。
7、所述的z轴动柱7的下端安装有回转轴,抓针夹具9安装在回转轴上以补偿插孔的精度误差。
8、本实用新型的有益效果:
9、本实用新型实现了插针和取垛的自动化操作,能明显提高生产效率,降低操作人员的劳动强度,实现自动化作业。
技术特征:
1.一种冲床翅片用自动取针装置,它包括x轴横梁(1),x轴横梁(1)安装在立柱(2)上,立柱(2)安装在冲床出片口侧,其特征是:x轴横梁(1)上安装有x轴滑轨和齿条,齿条与齿轮啮合,齿轮由x轴伺服电机(3)驱动,x 轴滑块通过轴承安装在齿轮轴上并沿x轴滑轨移动,x轴滑块与y轴横梁(4)相连并带动其在x轴横梁上移动;y轴横梁(4)上安装有y轴导轨和y轴滑块(5),y轴滑块(5)由y轴伺服电机(6)驱动在y轴导轨上移动,y轴滑块(5)中穿装有z轴动柱(7),z轴动柱(7)安装在z轴导轨中并由安装在y轴滑块(5)上的z轴伺服电机(8)驱动,z轴动柱(7)的下端安装有抓针夹具(9),抓针夹具(9)能带动钢针(10)从水平状态翻转至垂直状态。
2.根据权利要求1所述的冲床翅片用自动取针装置,其特征是:所述的y轴横梁(4)由左右两根横梁组成,两根横梁的一端分别与x轴伺服电机安装架的两侧相连,另一端与y轴滑块的两侧相连。
3.根据权利要求1所述的冲床翅片用自动取针装置,其特征是:抓针夹具(9)由底面为45度的固定块(13)和顶为45度的回转块(12)组成,固定块(13)中安装在回转气缸或电机,回转块(12)与回转气缸或电机的驱动轴相连,回转块(12)安装有气动式或电磁式钢针夹取机构。
4.根据权利要求3所述的冲床翅片用自动取针装置,其特征是:所述的回转块(12)绕回转轴旋转180度后,钢针从水平状态转成垂直状态。
5.根据权利要求1所述的冲床翅片用自动取针装置,其特征是:所述的z轴动柱(7)的下端安装有回转轴,抓针夹具(9)安装在回转轴上。
技术总结
一种冲床翅片用自动取针装置,它包括X轴横梁,X轴横梁安装在立柱上,立柱安装在冲床出片口侧,其特征是:X轴横梁上安装有X轴滑轨和齿条,齿条与齿轮啮合,齿轮由X轴伺服电机驱动,X轴滑块通过轴承安装在齿轮轴上并沿X轴滑轨移动,X轴滑块与Y轴横梁相连并带动其在X轴横梁上移动;Y轴横梁上安装有Y轴导轨和Y轴滑块,Y轴滑块由Y轴伺服电机驱动在Y轴导轨上移动,Y轴滑块中穿装有Z轴动柱,Z轴动柱安装在Z轴导轨中并由安装在Y轴滑块上的Z轴伺服电机驱动,Z轴动柱的下端安装有抓针夹具,抓针夹具能带动钢针从水平状态翻转至垂直状态。本技术实现了插针和取垛的自动化操作,能明显提高生产效率,降低操作人员的劳动强度。
技术研发人员:伍文超,徐成友
受保护的技术使用者:南京国佑智能化系统有限公司
技术研发日:20230407
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!