一种电池焊接装置的制作方法
本技术涉及电池焊接,尤其涉及一种电池焊接装置。
背景技术:
1、随着科技的进步,电池作为电力储存容器被广泛应用与日常生活中各个领域,例如新能源汽车、电子设备,无线电动工具等方面,电池常见的焊接工艺有:超声波焊接,电阻焊接,tig焊接,激光焊接。具体使用哪一种通常取决于电池的具体类型、大小、容量和生产要求,但在日常生活中,人们常常通过一只手持焊枪,另外一只手同时固定电池和镍片的方式对电池进行焊接,这样的方式存在触电以及多方面的操作危险。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在操作者进行电池焊接存在操作风险的缺点,而提出的一种电池焊接装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
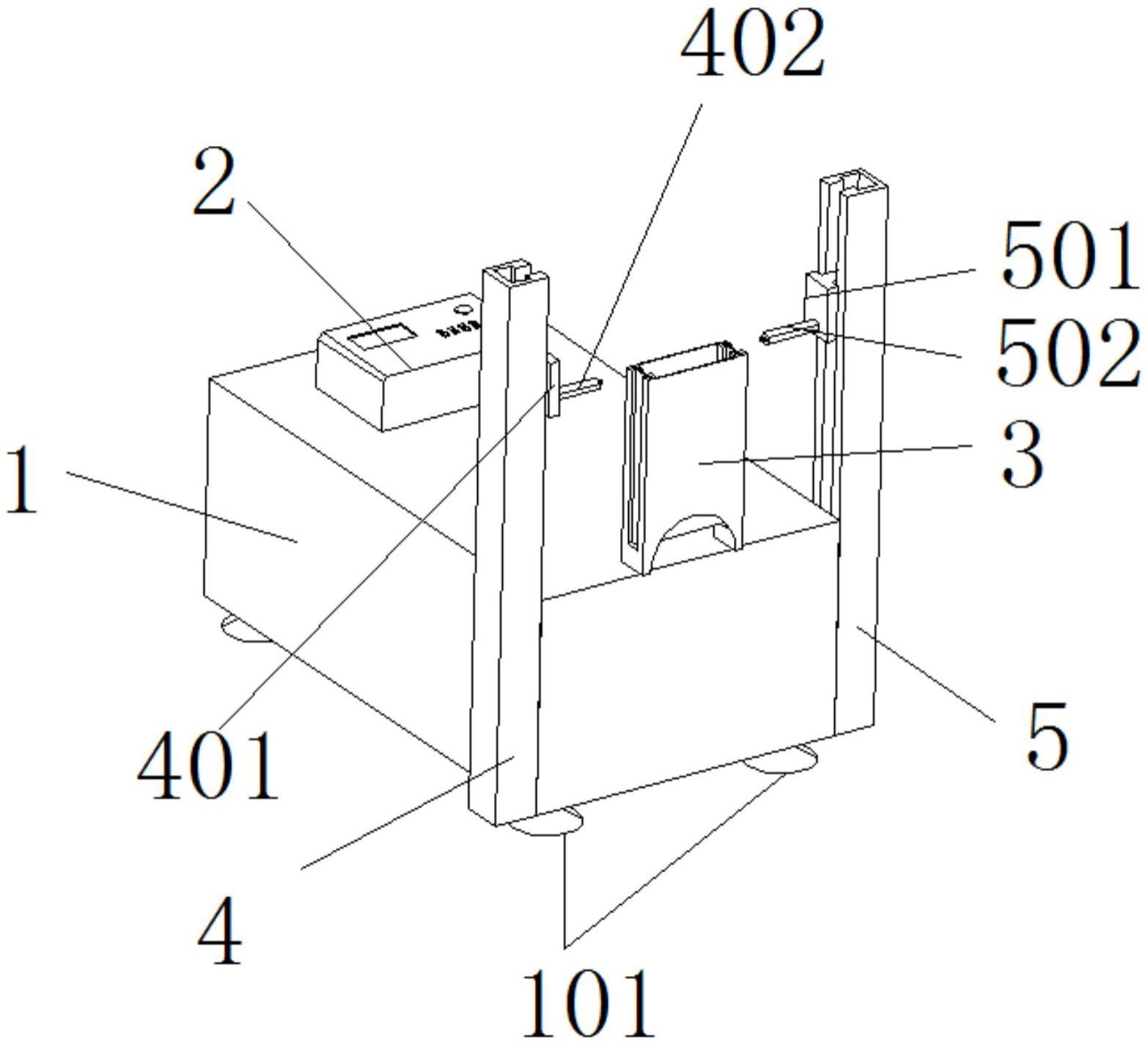
3、一种电池焊接装置,包括长方体底座,所述长方体底座上端表面设置有焊机,在所述焊机前端设置有电池放置架,所述电池放置架左右两侧分别竖直并列设置有左滑轨和右滑轨,所述左滑轨和所述右滑轨分别安装在长方体底座的左右两侧侧表面上,并且左滑轨上安装有左滑块,同样右滑轨上安装有右滑块,所述左滑块上安装有第一点焊枪,所述右滑块上安装有第二点焊枪,所述第一点焊枪焊枪头正对电池放置架左侧侧表面,所述第二点焊枪焊枪头正对电池放置架右侧侧表面。
4、进一步的,所述电池放置架为顶端开口的长方体盒体,电池放置架的宽度为电池的直径,长度略微大于电池的高度,并且左右分别都加工有左开口和右开口,所述左开口内侧加工有左卡槽,所述右开口加工有右卡槽,所述左卡槽和右卡槽的厚度刚好可以放入一片镍带镍片。
5、进一步的,所述电池放置架为全透明亚克力材料,并且正表面底部开设有半圆形通孔。
6、进一步的,所述焊机可以同时控制第一点焊枪和第二点焊枪进行焊接操作。
7、进一步的,所述焊机可以同时控制左滑块和右滑块运动,并且运动方式为步进式,步进距离为电池的直径。
8、进一步的,所述第一点焊枪焊接时会探出焊枪头提供焊接压力,同理第二点焊枪焊接时也会探出焊枪头提供焊接压力。
9、进一步的,所述长方体底座四个端角底部安装有四个固定吸盘。
10、本实用新型的有益效果是:
11、(1)通过本方案提出的电池放置架,有效将多个电池排列在一起并且将镍片固定在焊接位置。
12、(2)通过本方案提出的滑轨上安装的点焊枪,有效进行步进式的竖直方向焊接。
技术特征:
1.一种电池焊接装置,其特征在于,包括长方体底座(1),所述长方体底座(1)上端表面设置有焊机(2),在所述焊机(2)前端设置有电池放置架(3),所述电池放置架(3)左右两侧分别竖直并列设置有左滑轨(4)和右滑轨(5),所述左滑轨(4)和所述右滑轨(5)分别安装在长方体底座(1)的左右两侧侧表面上,并且左滑轨(4)上安装有左滑块(401),同样右滑轨(5)上安装有右滑块(501),所述左滑块(401)上安装有第一点焊枪(402),所述右滑块(501)上安装有第二点焊枪(502),所述第一点焊枪(402)焊枪头正对电池放置架(3)左侧侧表面,所述第二点焊枪(502)焊枪头正对电池放置架(3)右侧侧表面。
2.根据权利要求1所述的一种电池焊接装置,其特征在于,所述电池放置架(3)为顶端开口的长方体盒体,电池放置架(3)的宽度为电池(6)的直径,长度略微大于电池(6)的高度,并且左右分别都加工有左开口(301)和右开口(302),所述左开口(301)内侧加工有左卡槽(3011),所述右开口(302)加工有右卡槽(3021),所述左卡槽(3011)和右卡槽(3021)的厚度刚好可以放入一片镍带镍片(7)。
3.根据权利要求1或2所述的一种电池焊接装置,其特征在于,所述电池放置架(3)为全透明亚克力材料,并且正表面底部开设有半圆形通孔(303)。
4.根据权利要求1所述的一种电池焊接装置,其特征在于,所述焊机(2)可以同时控制第一点焊枪(402)和第二点焊枪(502)进行焊接操作。
5.根据权利要求1所述的一种电池焊接装置,其特征在于,所述焊机(2)可以同时控制左滑块(401)和右滑块(501)运动,并且运动方式为步进式,步进距离为电池(6)的直径。
6.根据权利要求1所述的一种电池焊接装置,其特征在于,所述第一点焊枪(402)焊接时会探出焊枪头提供焊接压力,同理第二点焊枪(502)焊接时也会探出焊枪头提供焊接压力。
7.根据权利要求1所述的一种电池焊接装置,其特征在于,所述长方体底座(1)四个端角底部安装有四个固定吸盘(101)。
技术总结
本技术涉及电池焊接技术领域,尤其涉及一种电池焊接装置,包括包括长方体底座,长方体底座上端表面设置有焊机,在焊机前端设置有电池放置架,电池放置架左右两侧分别竖直并列设置有左滑轨和右滑轨,左滑轨和右滑轨分别安装在长方体底座的左右两侧侧表面上,并且左滑轨上安装有左滑块,同样右滑轨上安装有右滑块,左滑块上安装有第一点焊枪,右滑块上安装有第二点焊枪,本技术有效将多个电池排列在一起并且将镍片固定在焊接位置通过滑轨上安装的点焊枪进行焊接实现电池焊接自动化。
技术研发人员:张洪华
受保护的技术使用者:常州市扬子电子有限公司
技术研发日:20230410
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!