一种摇杆装配生产线的制作方法
本技术涉及摇杆装配,特别涉及一种摇杆装配生产线。
背景技术:
1、在生产一种摇杆时,在给摇杆旋铆上球座之后,需要在摇杆的另一端旋铆上芯轴,摇杆和芯轴如图(图5)所示,现有的加工方式是在旋铆机的下方设置一个用于放置芯轴的放置块,将芯轴插入放置块中,然后将摇杆的一端对准芯轴,控制旋铆机对摇杆和芯轴的连接处进行旋铆,随后将装配好的摇杆堆积放置,达到一定数量再一起运送致下一个工序,这种方式效率较低,而且操作人员需要长时间靠近旋铆机,存在安全风险,因此需要一种摇杆装配生产线来解决这一问题。
技术实现思路
1、本实用新型的目的是提供一种摇杆装配生产线,具有自动化旋铆、方便实用的效果。
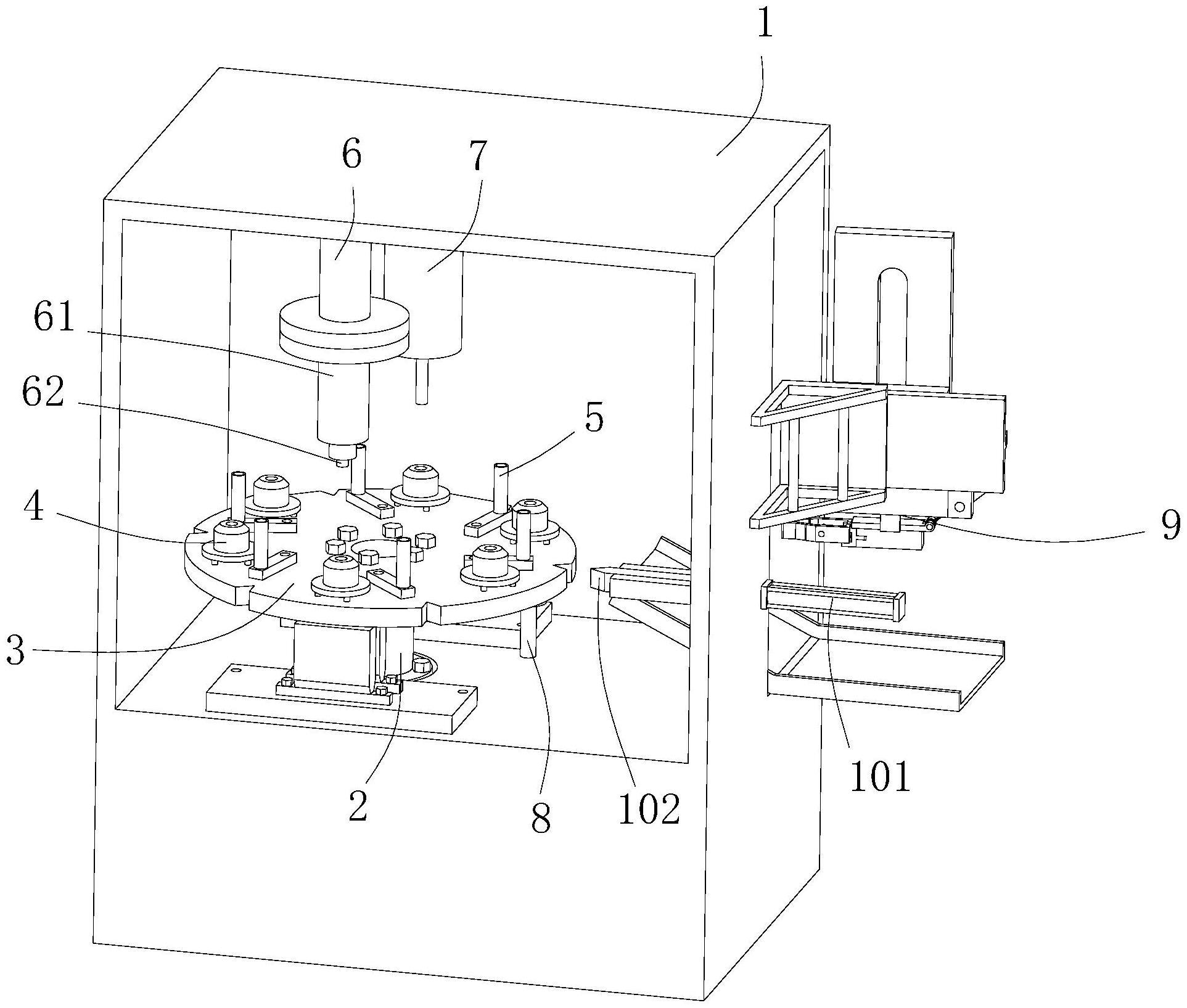
2、本实用新型的上述技术目的是通过以下技术方案得以实现的:一种摇杆装配生产线,包括机架和转动盘,所述转动盘的上方固定设置有圆形的安装板,所述安装板的中心与转动盘的转动中心重合,所述安装板沿径向均匀设置有若干支撑块,所述支撑块上竖直开设有放置孔,所述安装板位于支撑块的侧边设置有支撑杆,所述机架上方设置有将工件压入放置孔中的压紧组件,所述压紧组件的工作端竖直向下,所述机架上设置有可上下移动的旋铆机,所述旋铆机的工作端竖直向下,所述机架上设置有出料机构,所述出料机构包括将工件从支撑块中顶起的推动组件和将工件从支撑块夹出的夹持组件。
3、通过采用上述技术方案,工作时,在放置工位上,操作人员将芯轴插入支撑块的放置孔中,放置孔为与芯轴相匹配的孔,芯轴放入其中会卡住,不会掉落,然后操作人员再将摇杆的一端插入芯轴的上端,另一端与支撑杆的顶部相抵,随后转动盘转动一定的角度,刚刚放入芯轴和摇杆的支撑块转动至压紧组件的正下方,压紧组件将芯轴和摇杆进一步压紧,使得芯轴和摇杆之间初步定位,避免在后续转动的过程中发生脱离,然后操作人员继续在新的支撑块上放置芯轴和摇杆,放置好的芯轴和摇杆经过压紧之后,随着安装板转动,当转动至旋铆机的正下方时,旋铆机下降对准芯轴和摇杆进行旋铆,将芯轴和摇杆旋铆在一起,随着安装板持续转动,旋铆在一起的芯轴和摇杆到达出料工位,出料工位处,首先推动组件将芯轴和摇杆顶起,使得芯轴的上部分脱离支撑块,然后夹持组件将芯轴夹持并夹出放置孔,夹持到下一工序,整个过程只需操作人员上料,自动化程度高,方便实用,加工的效率也相对提高。
4、作为本实用新型的进一步设置,所述压紧组件包括与机架固定连接的气缸一,所述气缸一的工作端竖直向下设置,所述气缸一的工作端同轴连接有压杆。
5、作为本实用新型的进一步设置,所述推动组件包括位于安装板下方与机架固定连接的气缸二,所述气缸二的工作端竖直向上设置,所述气缸二的工作端同轴连接有顶杆,当转动盘停止转动的间歇,所述顶杆与支撑块中的放置孔同轴设置。
6、作为本实用新型的进一步设置,所述夹持组件包括与机架滑动连接的固定板,所述机架上水平设置有丝杠,所述固定板与丝杠的丝杠螺母固定连接,所述固定板上连接有连接板,所述连接板与固定板铰接,所述连接板上固定设置有手指气缸,所述手指气缸的工作端固定连接有夹持板,所述固定板上连接有气缸三,所述气缸三与固定板铰接,所述气缸三的工作端与连接板的一端铰接。
7、通过采用上述技术方案,在出料的过程中,首先气缸二伸长,通过顶杆将芯轴顶起一定的高度,使得芯轴的上半部分脱离放置孔,然后启动丝杠,丝杠带动固定板固定板朝向被顶起的芯轴移动,固定板带动夹持板朝向芯轴移动,到达芯轴之后,手指气缸工作端靠近,使得夹持板将芯轴夹紧,然后控制气缸三伸长,气缸三推动连接板一端转动,使得连接板的另一端翘起,连接板带动夹持板使芯轴全部脱离放置孔,随后通过丝杠带动固定板远离支撑块,旋铆完成的摇杆和芯轴也远离支撑块,此时手指气缸的工作端远离,摇杆在重力作用下掉落至下一工序,其他气缸复位,等待下一次夹持。
8、作为本实用新型的进一步设置,所述安装板的边沿径向均匀设置有若干缺口,所述机架上设置有气缸四,所述气缸四的工作端连接有与安装板的缺口相匹配的嵌块,当安装板停止间歇,所述嵌块对准安装板的缺口。
9、通过采用上述技术方案,当安装板在转动的停止间隙时,气缸四伸长,将嵌块推入安装板的缺口中,由于旋铆机在工作时对装置的作用力较大,通过这种方式能够使得安装板在旋铆的过程中更加稳定。
10、本实用新型的有益效果是:
11、1、工作时,在放置工位上,操作人员将芯轴插入支撑块的放置孔中,放置孔为与芯轴相匹配的孔,芯轴放入其中会卡住,不会掉落,然后操作人员再将摇杆的一端插入芯轴的上端,另一端与支撑杆的顶部相抵,随后转动盘转动一定的角度,刚刚放入芯轴和摇杆的支撑块转动至压紧组件的正下方,压紧组件将芯轴和摇杆进一步压紧,使得芯轴和摇杆之间初步定位,避免在后续转动的过程中发生脱离,然后操作人员继续在新的支撑块上放置芯轴和摇杆,放置好的芯轴和摇杆经过压紧之后,随着安装板转动,当转动至旋铆机的正下方时,旋铆机下降对准芯轴和摇杆进行旋铆,将芯轴和摇杆旋铆在一起,随着安装板持续转动,旋铆在一起的芯轴和摇杆到达出料工位,出料工位处,首先推动组件将芯轴和摇杆顶起,使得芯轴的上部分脱离支撑块,然后夹持组件将芯轴夹持并夹出放置孔,夹持到下一工序,整个过程只需操作人员上料,自动化程度高,方便实用,加工的效率也相对提高。
12、2、在出料的过程中,首先气缸二伸长,通过顶杆将芯轴顶起一定的高度,使得芯轴的上半部分脱离放置孔,然后启动丝杠,丝杠带动固定板固定板朝向被顶起的芯轴移动,固定板带动夹持板朝向芯轴移动,到达芯轴之后,手指气缸工作端靠近,使得夹持板将芯轴夹紧,然后控制气缸三伸长,气缸三推动连接板一端转动,使得连接板的另一端翘起,连接板带动夹持板使芯轴全部脱离放置孔,随后通过丝杠带动固定板远离支撑块,旋铆完成的摇杆和芯轴也远离支撑块,此时手指气缸的工作端远离,摇杆在重力作用下掉落至下一工序,其他气缸复位,等待下一次夹持。
13、3、当安装板在转动的停止间隙时,气缸四伸长,将嵌块推入安装板的缺口中,由于旋铆机在工作时对装置的作用力较大,通过这种方式能够使得安装板在旋铆的过程中更加稳定。
技术特征:
1.一种摇杆装配生产线,其特征在于:包括机架(1)和转动盘(2),所述转动盘(2)的上方固定设置有圆形的安装板(3),所述安装板(3)的中心与转动盘(2)的转动中心重合,所述安装板(3)沿径向均匀设置有若干支撑块(4),所述支撑块(4)上竖直开设有放置孔(41),所述安装板(3)位于支撑块(4)的侧边设置有支撑杆(5),所述机架(1)上方设置有将工件压入放置孔(41)中的压紧组件(6),所述压紧组件(6)的工作端竖直向下,所述机架(1)上设置有可上下移动的旋铆机(7),所述旋铆机(7)的工作端竖直向下,所述机架(1)上设置有出料机构,所述出料机构包括将工件从支撑块(4)中顶起的推动组件(8)和将工件从支撑块(4)夹出的夹持组件(9)。
2.根据权利要求1所述的一种摇杆装配生产线,其特征在于:所述压紧组件(6)包括与机架(1)固定连接的气缸一(61),所述气缸一(61)的工作端竖直向下设置,所述气缸一(61)的工作端同轴连接有压杆(62)。
3.根据权利要求1所述的一种摇杆装配生产线,其特征在于:所述推动组件(8)包括位于安装板(3)下方与机架(1)固定连接的气缸二(81),所述气缸二(81)的工作端竖直向上设置,所述气缸二(81)的工作端同轴连接有顶杆(82),当转动盘(2)停止转动的间歇,所述顶杆(82)与支撑块(4)中的放置孔(41)同轴设置。
4.根据权利要求3所述的一种摇杆装配生产线,其特征在于:所述夹持组件(9)包括与机架(1)滑动连接的固定板(91),所述机架(1)上水平设置有丝杠(92),所述固定板(91)与丝杠(92)的丝杠螺母固定连接,所述固定板(91)上连接有连接板(93),所述连接板(93)与固定板(91)铰接,所述连接板(93)上固定设置有手指气缸(94),所述手指气缸(94)的工作端固定连接有夹持板(95),所述固定板(91)上连接有气缸三(96),所述气缸三(96)与固定板(91)铰接,所述气缸三(96)的工作端与连接板(93)的一端铰接。
5.根据权利要求1所述的一种摇杆装配生产线,其特征在于:所述安装板(3)的边沿径向均匀设置有若干缺口,所述机架(1)上设置有气缸四(101),所述气缸四(101)的工作端连接有与安装板(3)的缺口相匹配的嵌块(102),当安装板(3)停止间歇,所述嵌块(102)对准安装板(3)的缺口。
技术总结
本技术涉及摇杆装配技术领域,公开了一种摇杆装配生产线,包括机架和转动盘,转动盘的上方固定设置有圆形的安装板,安装板的中心与转动盘的转动中心重合,安装板沿径向设置有若干支撑块,若干支撑块距离安装板中心的距离相等,支撑块上竖直开设有放置孔,安装板位于支撑块的侧边设置有支撑杆,机架上方设置有将工件压入放置孔中的压紧组件,压紧组件的工作端竖直向下,机架上设置有可上下移动的旋铆机,旋铆机的工作端竖直向下,机架上设置有出料机构,出料机构包括将工件从支撑块中顶起的推动组件和将工件从支撑块夹出的夹持组件,本技术能够使摇杆和芯轴旋铆在一起,并方便的流入下一工序。
技术研发人员:何传顺
受保护的技术使用者:浙江方正(湖北)汽车零部件有限公司
技术研发日:20230410
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!