一种用于电视机曲面前框的折弯模具的制作方法
本技术涉及折弯,具体涉及一种用于电视机曲面前框的折弯模具。
背景技术:
1、目前,电视机曲面铝前框部分采用冲床冲压生产制造,在制造过程中,冲床的冲头向下运动,将铝前框原料(平直的铝前框)冲压成曲面前铝框。然而,由于电视机曲面铝前框的长度较长,且冲床的行程较低,在冲压过程中,铝前框原料的上料以及冲压成型的曲面前铝框的下料较为困难,这降低了工作效率。若要便于铝前框原料的上料以及冲压成型的曲面前铝框的下料,需要使用具有较高的行程冲床,而这种冲床需要专门定制,提高了铝前框成型的成本。
技术实现思路
1、本实用新型的目的在于克服现有技术中的不足,提供一种用于电视机曲面前框的折弯模具。
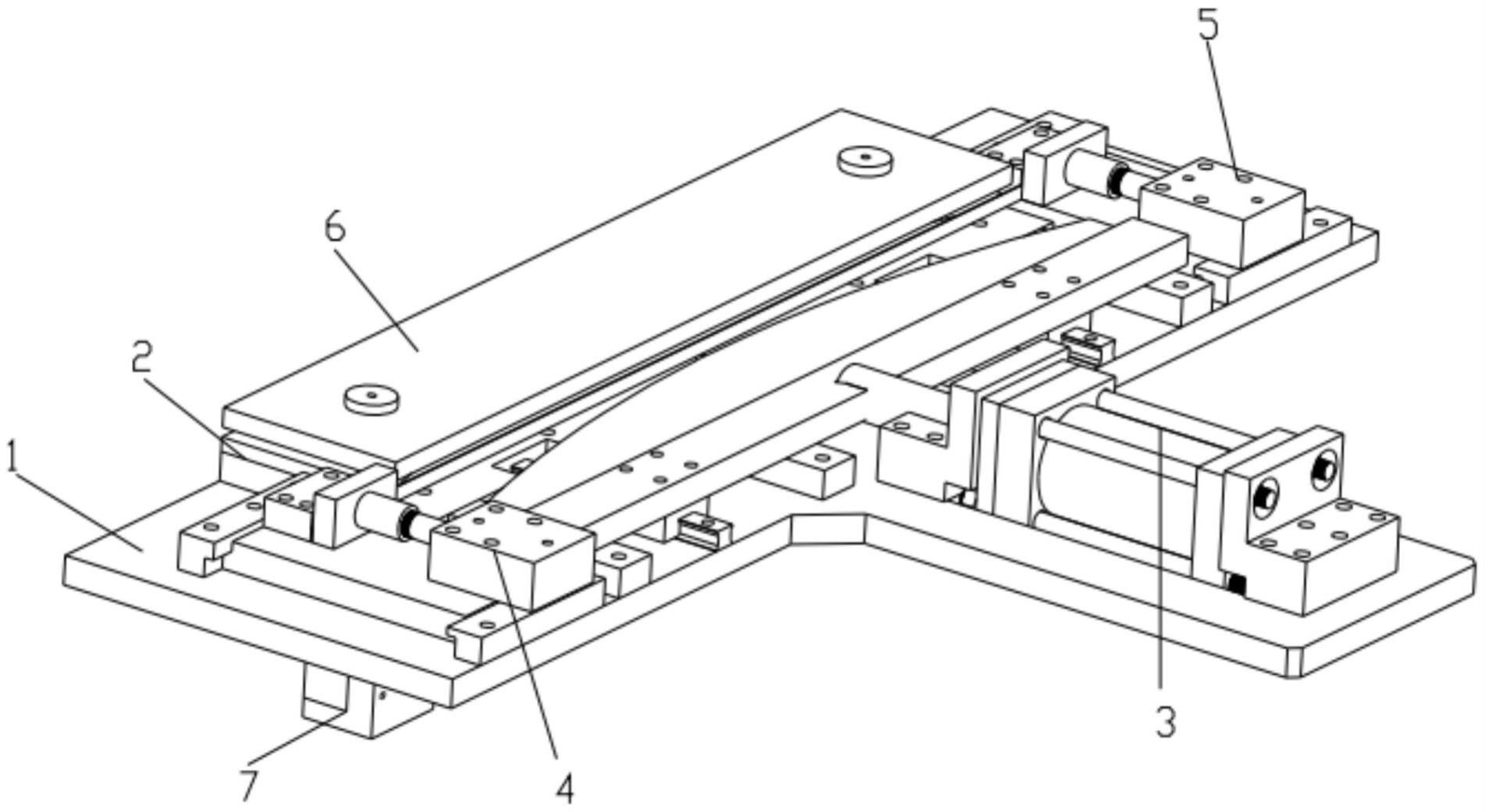
2、为实现以上目的,本实用新型公开一种用于电视机曲面前框的折弯模具,包括用于水平承载所述前框的基座,所述基座上设有以下部件:
3、凹模,所述凹模设有用于成型所述前框的凹槽;
4、冲头组件,包括与所述凹槽适配的冲头,所述冲头的位置与所述凹槽的位置水平相对,所述冲头和凹模位于所述前框的两侧;
5、第一固定组件和第二固定组件,分别位于所述凹槽的槽口的两侧,用于抵接所述前框。
6、进一步地,还包括第一压料板,所述第一压料板设于所述凹模的上方从而限位所述前框的顶面。
7、进一步地,所述基座的底部设有第一液压缸,所述基座上设有第一通孔,所述凹模上设有与第一通孔位置相对的第二通孔,所述第一液压缸的活塞杆穿过第一通孔和第二通孔与第一压料板连接。
8、进一步地,所述冲头组件还包括第二液压缸,所述第二液压缸的活塞杆与冲头连接。
9、进一步地,所述凹模包括底座以及设于所述底座上的凹模本体,所述底座设于所述基座上,所述凹槽设于所述凹模本体上,所述冲头的底面滑动贴合于所述凹模本体的顶面。
10、进一步地,所述第一液压缸有两个,两个所述第一液压缸关于第二液压缸的活塞杆对称设置。
11、进一步地,所述第一固定组件包括定位块、第三液压缸以及与所述第三液压缸的活塞杆连接的第二压料板,所述第二压料的位置与定位块的位置相对。
12、进一步地,所述冲头的底部设有导块,所述基座上设有与所述导块适配的导轨,所述导轨沿所述凹槽与冲头之间的连线设置。
13、与现有技术相比,本实用新型的有益效果为:本实用新型的折弯模具使用时,将将前框原料竖立在基座上,且前框原料的两端贴在凹模凹槽的槽口,并通过第一固定组件和第二固定组件固定。当将前框原料折弯成曲面前框时,冲头向凹槽一侧水平移动,直至将前框原料折弯至凹槽内,使前框原料成型为曲面前框;成型后冲头水平移动至初始位置,取下曲面前框。以上的折弯模具成型时是水平冲压成型的,其在竖直方向上没有其它结构影响前框的上料、下料,不会产生阻碍,有效提高了前框的上料、下料效率,从而提高了曲面前框的成型效率。此外,折弯模具的结构简单,便于生产制造、组装,降低了模具的生产制造成本。
技术特征:
1.一种用于电视机曲面前框的折弯模具,其特征在于,包括用于水平承载所述前框的基座,所述基座上设有以下部件:
2.根据权利要求1所述的用于电视机曲面前框的折弯模具,其特征在于:还包括第一压料板,所述第一压料板设于所述凹模的上方从而限位所述前框的顶面。
3.根据权利要求2所述的用于电视机曲面前框的折弯模具,其特征在于:所述基座的底部设有第一液压缸,所述基座上设有第一通孔,所述凹模上设有与第一通孔位置相对的第二通孔,所述第一液压缸的活塞杆穿过第一通孔和第二通孔与第一压料板连接。
4.根据权利要求3所述的用于电视机曲面前框的折弯模具,其特征在于:所述冲头组件还包括第二液压缸,所述第二液压缸的活塞杆与冲头连接。
5.根据权利要求4所述的用于电视机曲面前框的折弯模具,其特征在于:所述凹模包括底座以及设于所述底座上的凹模本体,所述底座设于所述基座上,所述凹槽设于所述凹模本体上,所述冲头的底面滑动贴合于所述凹模本体的顶面。
6.根据权利要求4所述的用于电视机曲面前框的折弯模具,其特征在于:所述第一液压缸有两个,两个所述第一液压缸关于第二液压缸的活塞杆对称设置。
7.根据权利要求1-6任一项所述的用于电视机曲面前框的折弯模具,其特征在于:所述第一固定组件包括定位块、第三液压缸以及与所述第三液压缸的活塞杆连接的第二压料板,所述第二压料的位置与定位块的位置相对。
8.根据权利要求1-6任一项所述的用于电视机曲面前框的折弯模具,其特征在于:所述冲头的底部设有导块,所述基座上设有与所述导块适配的导轨,所述导轨沿所述凹槽与冲头之间的连线设置。
技术总结
一种用于电视机曲面前框的折弯模具,包括用于水平承载所述前框的基座,所述基座上设有以下部件:凹模,所述凹模设有用于成型所述前框的凹槽;冲头组件,包括与所述凹槽适配的冲头,所述冲头的位置与所述凹槽的位置水平相对,所述冲头和凹模位于所述前框的两侧;第一固定组件和第二固定组件,分别位于所述凹槽的槽口的两侧,用于抵接所述前框。与现有技术相比,本技术的折弯模具成型时是水平冲压成型的,其在竖直方向上没有其它结构影响前框的上料、下料,不会产生阻碍,有效提高了前框的上料、下料效率,从而提高了曲面前框的成型效率。此外,折弯模具的结构简单,便于生产制造、组装,降低了模具的生产制造成本。
技术研发人员:郝建广,杨良科,陈永奎,吴春鹏,莫悔,黄国强,胡天旭,陆东方
受保护的技术使用者:东莞市豪顺精密科技有限公司
技术研发日:20230410
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!