一种方向盘自动安装螺钉装置及系统的制作方法
本技术涉及汽车部件生产机械,具体而言,涉及一种方向盘自动安装螺钉装置及系统。
背景技术:
1、目前,在进行方向盘组装生产时,方向盘上的饰盖和开关组件通常是通过螺钉进行连接的,从而使开关组件能很好的固定在饰盖上。
2、传统的进行方向盘上饰盖和开关组件的螺钉拧紧过程大致为:人工抓取螺钉,将其放置在扭矩枪上,完成螺钉拧紧。该过程中主要以人工操作为主,同时由于方向盘上饰盖和开关组件需要通过多个螺钉进行固定,因此在组装过程中需要重复放置螺钉,并调整螺钉放入位置,以得垂直的螺钉拧入角度,人工操作不仅生产节拍场,而且由于操作动作多,存在一定螺钉漏拧的风险,产生一定的废料,造成成本浪费。
技术实现思路
1、本实用新型的目的在于,提供了一种方向盘自动安装螺钉装置,其能够提升生产节拍,同时保证生产质量。
2、本实用新型的目的还在于,提供了一种方向盘自动安装螺钉系统,其能够提升生产节拍,同时保证生产质量。
3、本实用新型的实施例可以通过以下方式实现:
4、一种方向盘自动安装螺钉装置,其包括:机械手;
5、上钉机构,所述上钉机构用于输送螺钉至吸钉位置;
6、吸钉机构,所述吸钉机构安装于所述机械手,且所述吸钉机构用于通过真空吸取所述吸钉位置的螺钉,并在所述机械手的带动下将所述螺钉转移至拧钉位置;以及
7、扭矩枪,所述扭矩枪安装在所述机械手上,并用于在所述拧钉位置将所述螺钉拧紧于方向盘。
8、可选地,所述方向盘自动安装螺钉装置还包括转盘,所述转盘上设置有工装,所述工装用于固定方向盘的饰盖和开关组件;所述转盘用于将固定有所述饰盖和所述开关组件的工装从上料位置转移至所述拧钉位置。
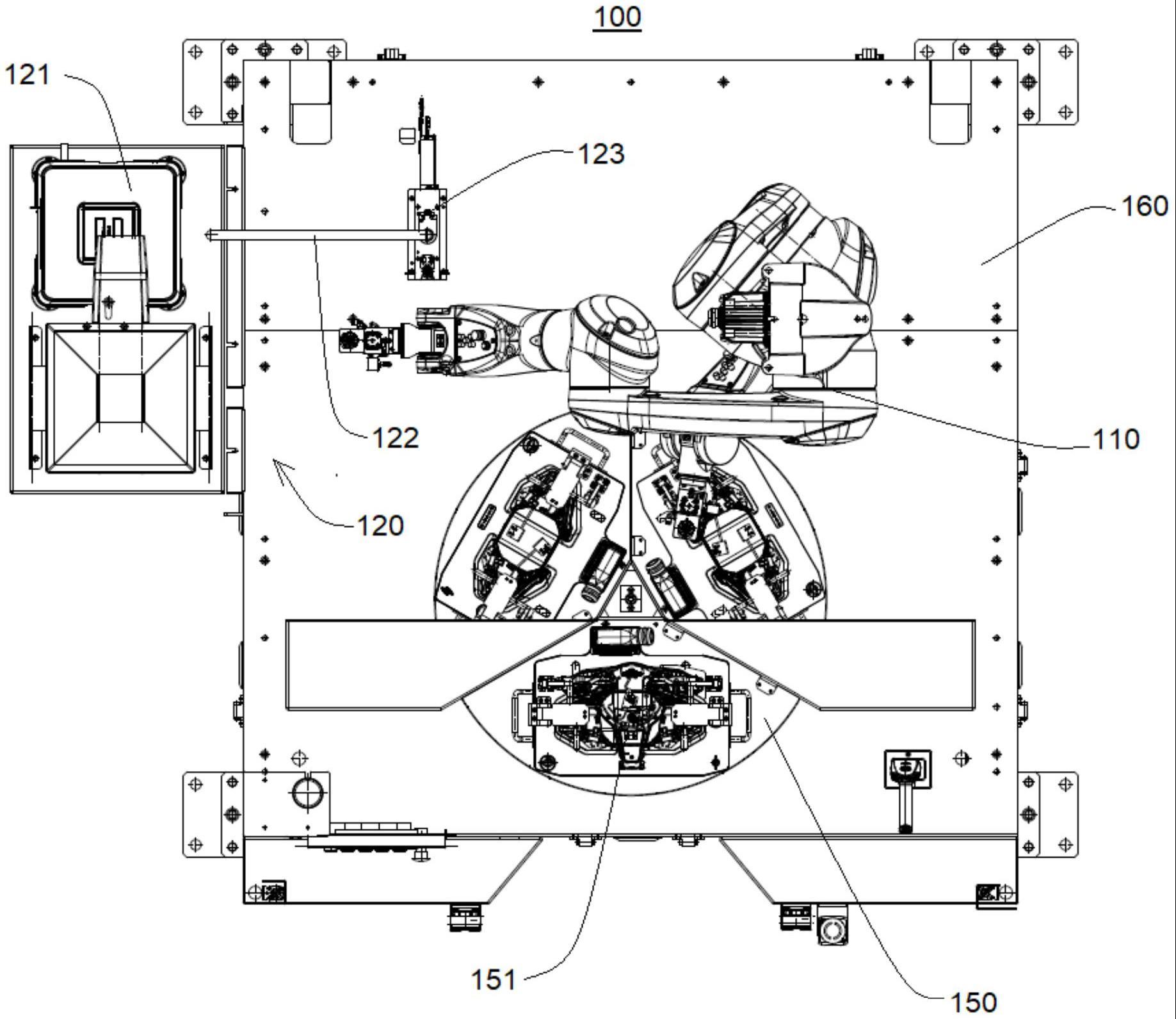
9、可选地,所述上钉机构包括震动料斗、输送管道以及气缸,所述震动料斗用于存储所述螺钉并将螺钉向所述输送管道输出;所述输送管道的一端与所述震动料斗连通,另一端与所述气缸连通,以将所述震动料斗输出的螺钉输送至所述气缸;所述气缸用于将所述螺钉推至所述吸钉位置。
10、可选地,所述气缸设置有用于承接所述螺钉的定位孔,所述气缸用于使所述定位孔位于所述输送管道的下侧以承接所述螺钉,或者使所述定位孔位于所述吸钉位置。
11、可选地,所述方向盘自动安装螺钉装置还包括工作台,所述震动料斗设置在所述工作台的一侧,所述气缸和所述机械手均安装在所述工作台上。
12、可选地,所述吸钉机构包括真空电磁阀以及吸钉管,所述真空电磁阀用于控制所述吸钉管内形成真空;所述吸钉管用于在真空状态下从所述吸钉位置吸取所述螺钉并转移至所述拧钉位置。
13、可选地,所述吸钉机构还包括气压传感器,所述气压传感器设置在所述真空电磁阀与所述吸钉管之间,用于获取所述吸钉管的真空度。
14、可选地,所述扭矩枪安装在所述吸钉管上侧;所述扭矩枪包括输出杆,所述输出杆穿设于所述吸钉管,且所述输出杆用于将所述螺钉拧紧于所述方向盘。
15、一种方向盘自动安装螺钉系统,所述方向盘自动安装螺钉系统包括控制系统以及上述的方向盘自动安装螺钉装置,所述机械手、所述上钉机构、所述吸钉机构以及所述扭矩枪均与所述控制系统电连接。
16、本实用新型的实施例提供的方向盘自动安装螺钉装置及系统的有益效果包括:
17、本实用新型的实施例提供的方向盘自动安装螺钉装置包括机械手、上钉机构、吸钉机构以及扭矩枪。上钉机构用于将螺钉输送至吸钉位置,吸钉机构和扭矩枪均安装在机械手上,通过机械手带动吸钉机构和扭矩枪移动位置。吸钉机构用于通过真空吸取吸钉位置处的螺钉,并在机械手的带动下将螺钉转移至拧钉位置,扭矩枪在拧钉位置将螺钉拧紧于方向盘,从而将方向盘上的饰盖与开关组件固定,由于该过程均通过装置自动完成,人工参与度低,能够有效提升生产效率,同时避免出现漏钉风险,保证生产质量。
18、本实用新型到的实施例提供的方向盘自动安装螺钉系统,其包括上述的方向盘自动安装螺钉装置,因此也具有能够有效提升生产效率,同时避免出现漏钉风险,保证生产质量的有益效果。
技术特征:
1.一种方向盘自动安装螺钉装置,其特征在于:所述方向盘自动安装螺钉装置包括:
2.根据权利要求1所述的方向盘自动安装螺钉装置,其特征在于:
3.根据权利要求1所述的方向盘自动安装螺钉装置,其特征在于:
4.根据权利要求3所述的方向盘自动安装螺钉装置,其特征在于:
5.根据权利要求3所述的方向盘自动安装螺钉装置,其特征在于:
6.根据权利要求1所述的方向盘自动安装螺钉装置,其特征在于:
7.根据权利要求6所述的方向盘自动安装螺钉装置,其特征在于:
8.根据权利要求6所述的方向盘自动安装螺钉装置,其特征在于:
9.一种方向盘自动安装螺钉系统,其特征在于:
技术总结
本技术提供了一种方向盘自动安装螺钉装置及系统,涉及汽车部件生产机械技术领域。本技术的实施例提供的方向盘自动安装螺钉装置包括机械手、上钉机构、吸钉机构以及扭矩枪。上钉机构用于将螺钉输送至吸钉位置,吸钉机构和扭矩枪均安装在机械手上,通过机械手带动吸钉机构和扭矩枪移动位置。吸钉机构用于通过真空吸取吸钉位置处的螺钉,并在机械手的带动下将螺钉转移至拧钉位置,扭矩枪在拧钉位置将螺钉拧紧于方向盘,从而将方向盘上的饰盖与开关组件固定,由于该过程均通过装置自动完成,人工参与度低,能够有效提升生产效率,同时避免出现漏钉风险,保证生产质量。
技术研发人员:唐敏杰
受保护的技术使用者:采埃孚汽车被动安全系统(上海)有限公司
技术研发日:20230410
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!