多工位模具模内自动翻转机构的制作方法
本技术涉及冲压自动化,具体是一种用于多工位模具的模内自动翻转机构。
背景技术:
1、目前,通常的多工位自动化模具,大多是工序间等间距,型面等高,工序之间的搬运只需采用机器人平移操作即可。而由于有些产品工艺要求,在工序间搬运需要将零件上下面翻转180度。对于现有的多工位模具来说,自动化机器人无法实现翻转搬运,只能通过人工翻转,这样就会大大增强操作人员的劳动强度,加大人工成本,且生产效率低下。
技术实现思路
1、为克服现有技术的不足,本实用新型的发明目的在于提供一种多工位模具模内自动翻转机构,以实现多工位模具内零件的自动翻转。
2、为实现上述发明目的,本实用新型的轴承支架一、轴承支架二用螺栓固定在模具底座的两端,轴承一、轴承二分别嵌入至轴承支架一、轴承支架二内;气缸支架一和气缸支架二用螺栓固定在模具底座一端的两侧;吸盘一、吸盘二通过螺纹分别固定在翻转支架一、翻转支架二上,翻转支架一、翻转支架二用螺栓固定在翻转轴上;翻转轴嵌入到轴承一、轴承二中,翻转轴随轴承一、轴承二自由旋转;翻转气缸用螺栓固定至气缸支架一和气缸支架二上,翻转气缸的旋转杆与翻转轴同心,翻转轴与翻转气缸的旋转杆通过连接件连接在一起,翻转气缸的旋转杆旋转带动翻转轴上的翻转支架一、翻转支架二和吸盘一、吸盘二绕着翻转轴中心旋转。
3、进一步地,所述模具底座用螺栓固定在模具下模上;工位一与工位二的间距等于工位三与工位四的间距,工位二、工位三与翻转轴的中心距离相等。
4、进一步地,所述轴承一、轴承二的外圈分别与轴承支架一、轴承支架二过盈配合,轴承一与轴承二同心;轴承一与轴承二的内圈与翻转轴过盈配合。
5、进一步地,所述工位一、工位二、工位三、工位四上分别设有感应器一、感应器二、感应器三、感应器四。
6、进一步地,所述工位二设有用于支撑零件正面的支撑块一,工位三设有用于支撑零件反面的支撑块二。
7、本实用新型与现有技术相比,可有效实现工序间需要上下翻转180度的多工位模具自动化生产模式,从而大幅度减轻了操作人员的劳动强度,降低了人力成本,提高了生产效率。
技术特征:
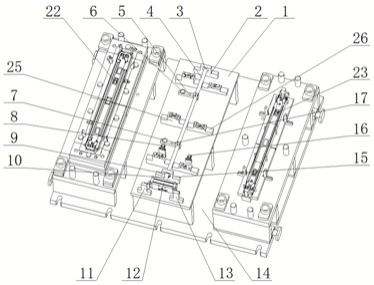
1.一种多工位模具模内自动翻转机构,其特征在于:轴承支架一(2)、轴承支架二(15)用螺栓固定在模具底座(1)的两端,轴承一(3)、轴承二(9)分别嵌入至轴承支架一(2)、轴承支架二(15)内;气缸支架一(11)和气缸支架二(13)用螺栓固定在模具底座(1)一端的两侧;吸盘一(6)、吸盘二(7)通过螺纹分别固定在翻转支架一(5)、翻转支架二(17)上,翻转支架一(5)、翻转支架二(17)用螺栓固定在翻转轴(4)上;翻转轴(4)嵌入到轴承一(3)、轴承二(9)中,翻转轴(4)随轴承一(3)、轴承二(9)自由旋转;翻转气缸(12)用螺栓固定至气缸支架一(11)和气缸支架二(13)上,翻转气缸(12)的旋转杆(24)与翻转轴(4)同心,翻转轴(4)与翻转气缸(12)的旋转杆(24)通过连接件(10)连接在一起,翻转气缸(12)的旋转杆(24)旋转带动翻转轴(4)上的翻转支架一(5)、翻转支架二(17)和吸盘一(6)、吸盘二(7)绕着翻转轴(4)中心旋转。
2.根据权利要求1所述的多工位模具模内自动翻转机构,其特征在于:所述模具底座(1)用螺栓固定在模具下模(14)上;工位一(18)与工位二(19)的间距等于工位三(20)与工位四(21)的间距,工位二(19)、工位三(20)与翻转轴(4)的中心距离相等。
3.根据权利要求1所述的多工位模具模内自动翻转机构,其特征在于:所述轴承一(3)、轴承二(9)的外圈分别与轴承支架一(2)、轴承支架二(15)过盈配合,轴承一(3)与轴承二(9)同心;轴承一(3)与轴承二(9)的内圈与翻转轴(4)过盈配合。
4.根据权利要求2所述的多工位模具模内自动翻转机构,其特征在于:所述工位一(18)、工位二(19)、工位三(20)、工位四(21)上分别设有感应器一(22)、感应器二(8)、感应器三(16)、感应器四(23)。
5.根据权利要求2所述的多工位模具模内自动翻转机构,其特征在于:所述工位二(19)上设有用于支撑零件正面的支撑块一(25),工位三(20)上设有用于支撑零件反面的支撑块二(26)。
技术总结
一种多工位模具模内自动翻转机构,用于冲压自动化模具制造。轴承支架固定在模具底座的两端,轴承嵌入至轴承支架内;气缸支架固定在模具底座一端的两侧;吸盘通过螺纹分别固定在翻转支架上,翻转支架固定在翻转轴上;翻转轴嵌入到轴承中,翻转轴随轴承自由旋转;翻转气缸用螺栓固定至气缸支架上,翻转气缸的旋转杆与翻转轴同心,翻转轴与翻转气缸的旋转杆通过连接件连接在一起,翻转气缸的旋转杆旋转带动翻转轴上的翻转支架和吸盘绕着翻转轴中心旋转。本技术可有效实现工序间需要上下翻转180度的多工位模具自动化生产模式,从而大幅度减轻了操作人员的劳动强度,降低了人力成本,提高了生产效率。
技术研发人员:甄海涛
受保护的技术使用者:襄阳东昇机械有限公司
技术研发日:20230412
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!