储液器支腿气割工装的制作方法
本技术涉及储液器,尤其涉及一种储液器支腿气割工装。
背景技术:
1、储液器支腿在焊接前需要气焊切割出与储液器外圆相配合的圆弧。
2、原先采用铆工划线,焊工火焰切割的方式加工,加工效率低,切割出的圆弧误差较大。
技术实现思路
1、本实用新型为解决上述问题,提供一种储液器支腿气割工装。
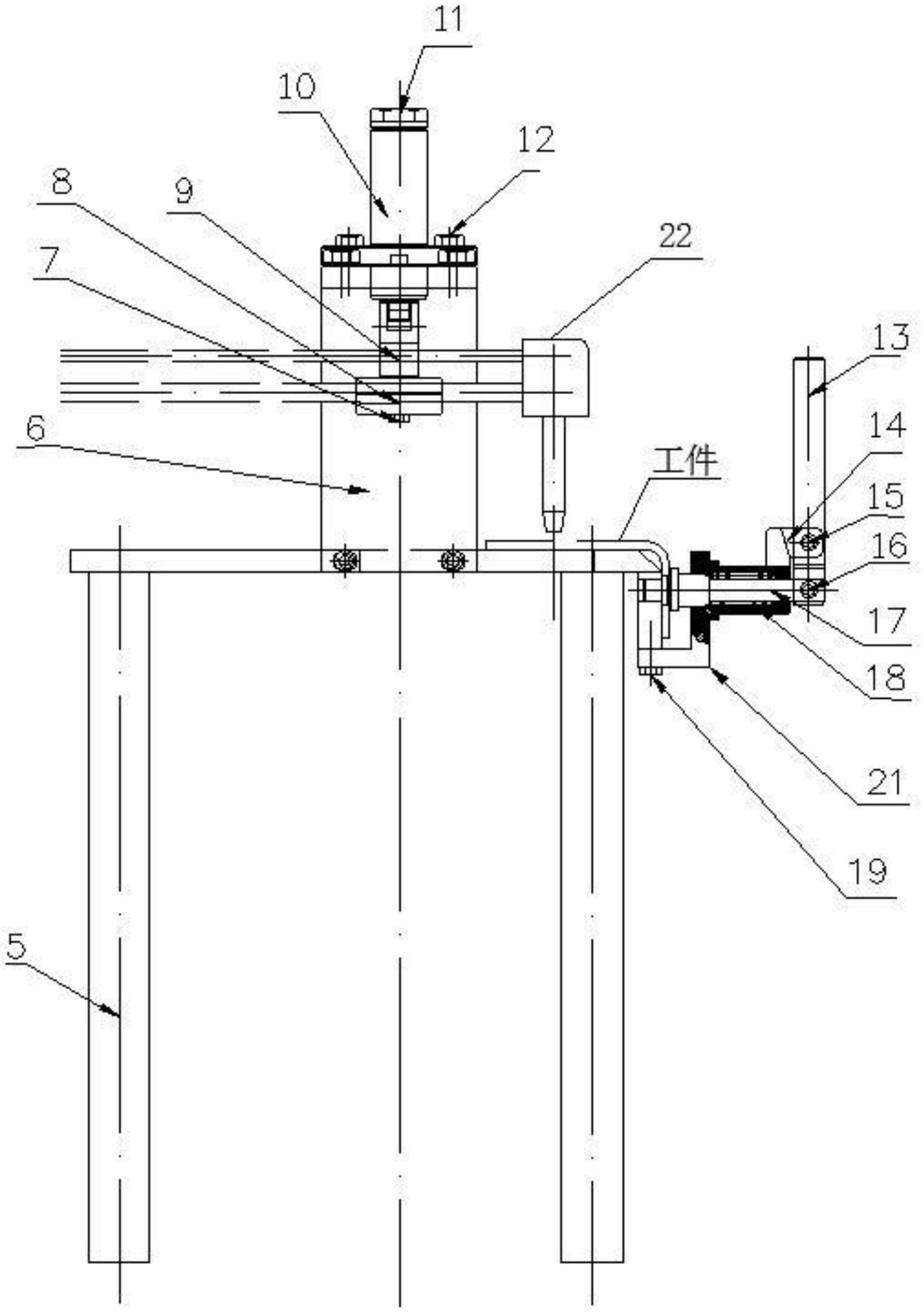
2、为解决上述技术问题,本实用新型的技术方案是:储液器支腿气割工装,包括体,体的底部四角处均安装有立柱;体的两侧固定安装有立板,两侧立板的顶部固定安装有横板;套的下部插入横板的中部并固定;轴插入套的内孔中,轴的底部与夹枪体的顶部螺纹连接,夹枪体的下部槽内安装有焊枪;体的一侧为向下90°折弯结构,两个定位销水平安装在体的两个销孔内;夹紧座为l型结构,夹紧座的底部固定在体90°折弯的底部,夹紧座的外侧与弹簧套的一端螺纹连接;夹紧轴为阶梯式结构,夹紧轴的细端上套装有弹簧,夹紧轴的细端和弹簧置于弹簧套内,夹紧轴的粗端面与工件顶紧,夹紧轴的细端穿出弹簧套与手柄的底端通过销二连接,弹簧套的顶部与手柄的下部通过销一连接。
3、进一步的,立柱与体螺纹连接。
4、进一步的,体的两侧通过螺栓二固定安装有立板。
5、进一步的,两侧立板的顶部通过螺栓一固定安装有横板。
6、进一步的,套的下部插入横板的中部并通过螺栓四固定。
7、进一步的,夹枪体的下部槽内通过压板和螺栓三安装有焊枪。
8、进一步的,夹紧座的底部通过螺栓五固定在体90°折弯的底部。
9、本实用新型装夹简便,定位精度高,加工出的工件质量稳定;可提高加工效率。
技术特征:
1.储液器支腿气割工装,其特征在于,包括体(1),体(1)的底部四角处均安装有立柱(5);体(1)的两侧固定安装有立板(6),两侧立板(6)的顶部固定安装有横板(2);套(10)的下部插入横板(2)的中部并固定;轴(11)插入套(10)的内孔中,轴(11)的底部与夹枪体(9)的顶部螺纹连接,夹枪体(9)的下部槽内安装有焊枪(22);体(1)的一侧为向下90°折弯结构,两个定位销(20)水平安装在体(1)的两个销孔(23)内;夹紧座(21)为l型结构,夹紧座(21)的底部固定在体(1)90°折弯的底部,夹紧座(21)的外侧与弹簧套(14)的一端螺纹连接;夹紧轴(17)为阶梯式结构,夹紧轴(17)的细端上套装有弹簧(18),夹紧轴(17)的细端和弹簧(18)置于弹簧套(14)内,夹紧轴(17)的粗端面(24)与工件顶紧,夹紧轴(17)的细端穿出弹簧套(14)与手柄(13)的底端通过销二(16)连接,弹簧套(14)的顶部与手柄(13)的下部通过销一(15)连接。
2.根据权利要求1所述的储液器支腿气割工装,其特征在于,所述的立柱(5)与体(1)螺纹连接。
3.根据权利要求1所述的储液器支腿气割工装,其特征在于,所述体(1)的两侧通过螺栓二(4)固定安装有立板(6)。
4.根据权利要求1所述的储液器支腿气割工装,其特征在于,所述两侧立板(6)的顶部通过螺栓一(3)固定安装有横板(2)。
5.根据权利要求1所述的储液器支腿气割工装,其特征在于,所述套(10)的下部插入横板(2)的中部并通过螺栓四(12)固定。
6.根据权利要求1所述的储液器支腿气割工装,其特征在于,所述夹枪体(9)的下部槽内通过压板(8)和螺栓三(7)安装有焊枪(22)。
7.根据权利要求1所述的储液器支腿气割工装,其特征在于,所述夹紧座(21)的底部通过螺栓五(19)固定在体(1)90°折弯的底部。
技术总结
本技术公开了一种储液器支腿气割工装,体的两侧固定安装有立板,两侧立板的顶部固定安装有横板;套的下部插入横板的中部并固定;轴插入套的内孔中,轴的底部与夹枪体的顶部螺纹连接,夹枪体的下部槽内安装有焊枪;体的一侧为向下90°折弯结构,两个定位销水平安装在体的两个销孔内;夹紧座的底部固定在体90°折弯的底部,夹紧座的外侧与弹簧套的一端螺纹连接;夹紧轴为阶梯式结构,夹紧轴的细端上套装有弹簧,夹紧轴的细端和弹簧置于弹簧套内,夹紧轴的粗端面与工件顶紧,夹紧轴的细端穿出弹簧套与手柄的底端通过销二连接,弹簧套的顶部与手柄的下部通过销一连接。本技术装夹简便,定位精度高,加工效率高,加工出的工件质量稳定。
技术研发人员:隋宝庆,杜金龙
受保护的技术使用者:大连冰山帕特技术有限公司
技术研发日:20230413
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!