一种极框组件定位加工用磁盘定位器的制作方法
本技术涉及机械加工,具体涉及一种电解槽用的极框组件定位加工用磁盘定位器。
背景技术:
1、目前,氢能作为一种高效、清洁、可持续的“无碳”能源已得到世界各国的普遍关注,被誉为21世纪的能源。极框组件作为碱水制氢电解槽的主要产品,当前的需求量十分巨大。
2、极框组件包括焊接在一起的极框和主极板,其属于超大薄件产品,直径最大为2406mm、板厚仅为8.5mm,对称度要求较高(仅为0.5mm),主极板上还具有大量冲压出来的凹凸点。极框组件在焊接完成后进行后期精加工时,极易产生变形,且存在应力释放不佳的问题。加工前的定位找正非常重要,但由于极框组件为异形件,不便于定位,存在找正困难问题。
3、现有技术中,通常采用内孔定位,因此在对极框和主极板焊接前需先将主极板的部分内孔尺寸精加工到位,然后对焊接后的极框组件通过内孔找正进行后期的精加工,这种方法存在以下问题:
4、(1)由于后期精加工需要以内孔找正定位,因此对焊接前的主极板的内孔尺寸精加工要求高,通常内孔加工时需要满足尺寸公差0-0.05mm,形状公差圆度必须控制在0.04mm以内的精度要求,导致生产难度、周期和成本的增加;
5、(2)由于在焊接前已加工好基准(内孔),这种加工方式对于产品的焊接质量和焊缝间隙要求较高;
6、(3)由于精加工涉及极框组件的顶面和底面的两面加工,中间需要翻转极框组件后再重新定位,若采用内孔为基准,在加工时会花费大量的时间进行装夹找正,费时费力。
技术实现思路
1、本实用新型的目的是为了解决上述技术问题,提供一种结构简单、易于操作、定位快速可靠的极框组件定位加工用磁盘定位器,可有效降低生产难度低、给它短加工时间、能快速实现定位找正、省时省力、有效减少产品变形量。
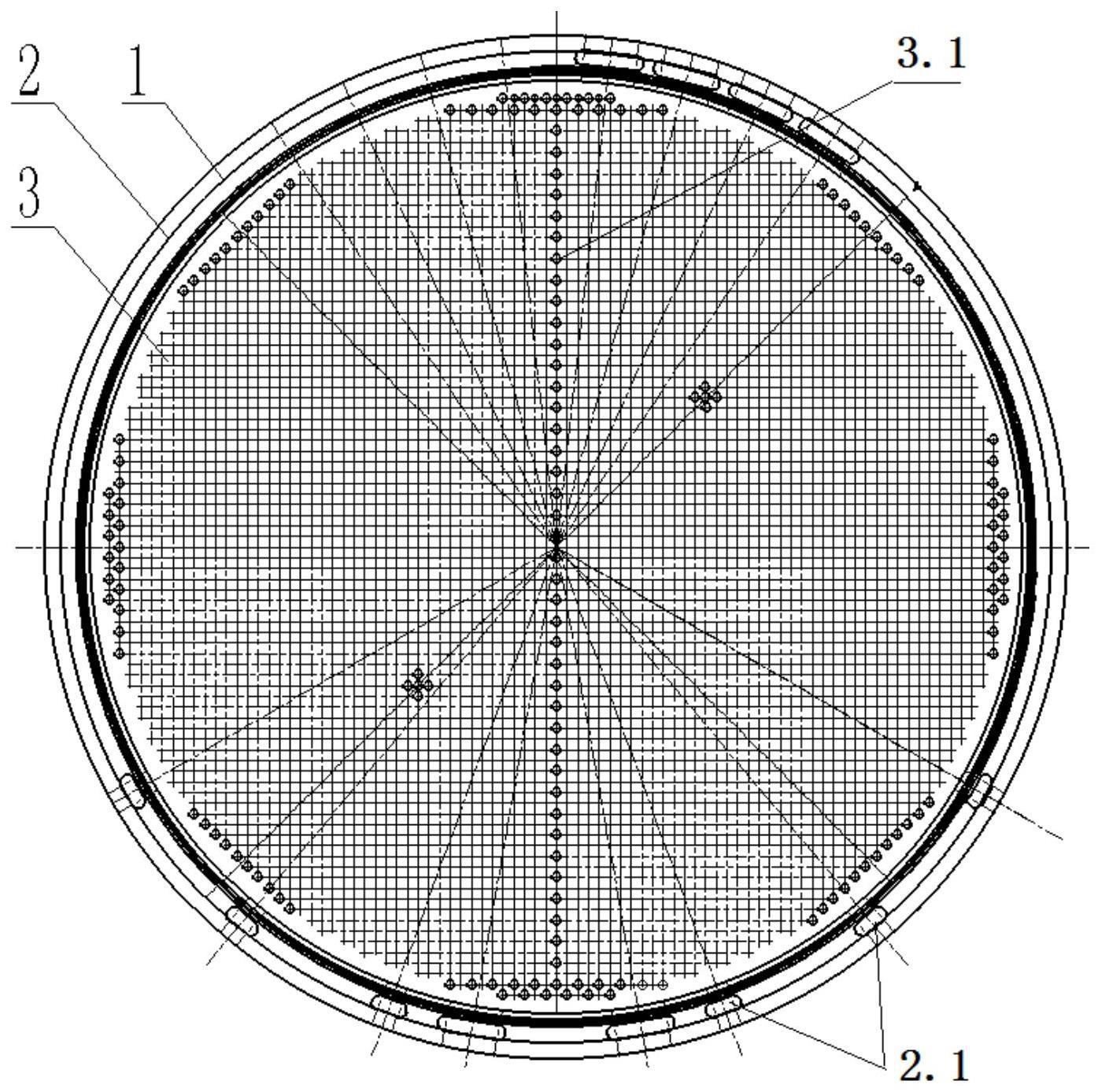
2、本实用新型极框组件定位加工用磁盘定位器,包括环形的本体,沿所述本体顶面周向均匀设有多个电磁铁,沿所述本体顶面径向设有至少两条t形槽,所述t形槽内装有t形定位销。
3、所述t形槽底面设有至少一条定位深槽,所述定位深槽的宽度大于所述t形定位销底面的宽度。
4、所述本体的内侧对称设有定位器,所述定位器包括固定在本体内侧的定位支架,所述定位支架上沿径向前后开有至少一个定位孔,所述定位孔内依次插装有弹簧和定位轴。
5、所述定位轴的顶面为球面。
6、所述定位轴顶面的球面尺寸不小于所述主极板底面凹点的弧面尺寸。
7、所述定位孔外设有套装在定位轴上的压盖。
8、所述本体上沿周向还设有至少三个与极框上的腰形孔对应的定位销孔。
9、一种电解槽用极框组件的定位加工方法,包括以下步骤:
10、一),将极框和主极板焊接成极框组件,焊接后将极框组件竖靠放置时效去应力;
11、二)将所述磁盘定位器置于机床上找正,将t形槽内的t形定位销移至对应的定位深槽中限位,将所述极框组件放置在磁盘定位器的本体顶面的多个电磁铁上,并被t形定位销限位;
12、三)对磁盘定位器通电,使电磁铁产生磁力吸附极框组件,启动机床对极框组件的顶面进行加工;
13、四)完成极框组件的顶面加工后断电,解除磁盘定位器的磁力,移开极框组件,将定位销插入磁盘定位器的定位销孔中并通过螺栓锁紧;翻转极框组件放置在磁盘定位器的本体顶面的多个电磁铁上并被t形定位销限位,同时定位销的上端部正好插入所述极框组件对应的腰形孔中完成定位;
14、五)对磁盘定位器通电,使电磁铁产生磁力吸附极框组件,启动机床对极框组件的底面进行加工。
15、所述步骤一),所述主极板与极框的焊缝间隙控制为0.1mm以内,保护气体采用二氧化碳和氩气混合保护气体。
16、所述步骤一),所述极框组件竖靠放置的角度为70-85度。
17、所述步骤一)所述时效去应力时间不少于24h。
18、所述步骤二),当所述极框组件被t形定位销限位后,受极框组件的重力作用,所述定位器的定位轴受力下移,转动极框组件,使定位轴的顶端在弹簧的作用力下滑入对应的主极板底面的凹点中并限位。
19、针对背景技术中存在的问题,发明人进行了如下改进:
20、(1)为了有效释放残余应力,发明人意外发现将焊接后的极框组件竖靠放置较卧式放置能有效的解决由于残余应力释放不足导致的变形问题,具体原理尚不清楚,初步分析是由于极框组件为超大薄件产品,平卧放置时焊接应力释放较为缓慢,而竖直则受重力作用,应力释放较快,在有限时间内,可以更快的释放残余应力。优选的,采用具有70-85度倾斜角度的竖靠更佳。所述极板与极框焊缝间隙控制为0.1mm以内,保护气体采用二氧化碳和氩气混合保护气体,进一步减少产品的焊接后的变形量。
21、(2)采用磁盘定位器进行快速精准定位,一方面利用通电后电磁铁产生磁力吸附极框组件以取代传统的夹装工具;另一方面,为了实现快速定位,在本体顶面径向设置至少两条t形槽,槽内内t形定位销,两个不同径向角度的t形定位销可实现对极框组件的粗定位,进一步,考虑到加工的极框组件可能存在不同型号尺寸的问题,根据需要在t形槽内还设有至少一条定位深槽,每条定位深槽对应某一设定尺寸的极框组件,通过人工移动t形定位销落入对应的定位深槽后限位,以实现对应尺寸的极框组件的粗定位。
22、(3)在本体的内侧对称设有定位器,利用主极板上自身带有冲压凹凸点的特点,通过预先设计好对应的尺寸,在精定位时,只需少量使定位器上定位轴的顶端在弹簧的作用力下正好对应滑入预定的主极板底面的凹点中,巧妙的实现精定位,配合通电后磁力吸附极框组件的夹装方式,具有以下优点:a,取代了传统的内孔精定位的方式,不需要预先对内孔进行严格的精加工,内孔的尺寸加工精度过去的0-0.05mm降至±1mm,大大降低了加工难度和成本;b,不需要进行内孔夹装,解决了由此带来的种种问题,大大提高了定位和装夹速度;c.由于装夹和定位简单,断电后可快速翻转,翻转后利用主极板上加工出的腰形孔结合三点定位原理再次快速精定位,进一步缩短了定位工序的时间,保证精度的同时降低了操作难度,效果显著。d,所述定位支架上沿径向前后开有至少一个定位孔,具体定位孔的数量可根据对应生产的极框组件不同尺寸来设定,以适应不尺寸的极框组件的生产,灵活适应性好。
23、本实用新型磁盘定位器的结构极为简单、生产成本低、装夹定位效率高,解决了极框组件装夹定位时间较长的问题,还保证了相应的加工精度,提高了加工效率。
技术特征:
1.一种极框组件定位加工用磁盘定位器,包括环形的本体,其特征在于,沿所述本体顶面周向均匀设有多个电磁铁,沿所述本体顶面径向设有至少两条t形槽,所述t形槽内装有t形定位销。
2.如权利要求1所述的极框组件定位加工用磁盘定位器,其特征在于,所述t形槽底面设有至少一条定位深槽,所述定位深槽的宽度大于所述t形定位销底面的宽度。
3.如权利要求1所述的极框组件定位加工用磁盘定位器,其特征在于,所述本体的内侧对称设有定位器,所述定位器包括固定在本体内侧的定位支架,所述定位支架上沿径向前后开有至少一个定位孔,所述定位孔内依次插装有弹簧和定位轴。
4.如权利要求3所述的极框组件定位加工用磁盘定位器,其特征在于,所述定位轴的顶面为球面。
5.如权利要求4所述的极框组件定位加工用磁盘定位器,其特征在于,所述定位轴顶面的球面尺寸不小于主极板底面凹点的弧面尺寸。
6.如权利要求3所述的极框组件定位加工用磁盘定位器,其特征在于,所述定位孔外设有套装在定位轴上的压盖。
7.如权利要求1-6任一项所述的极框组件定位加工用磁盘定位器,其特征在于,所述本体上沿周向还设有至少三个与极框上的腰形孔对应的定位销孔。
技术总结
本技术公开了一种极框组件定位加工用磁盘定位器,包括环形的本体,沿所述本体顶面周向均匀设有多个电磁铁,沿所述本体顶面径向设有至少两条T形槽,所述T形槽内装有T形定位销。本技术结构简单、易于操作、定位快速可靠,可有效降低生产难度低、给它短加工时间、能快速实现定位找正、省时省力、有效减少产品变形量。
技术研发人员:谢皓,李朝金,史晓戈,潘小飞,邹泉,郭伟锋,柳海波,李飞,刘明
受保护的技术使用者:武汉重工铸锻有限责任公司
技术研发日:20230414
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!