一种自动螺旋卷网无碰焊接设备的制作方法
本申请涉及滤芯中心管制备,尤其是涉及一种自动螺旋卷网无碰焊接设备。
背景技术:
1、随着社会经济的不断发展以及科学技术水平的日益提高,制造业等工业中对过滤器的需求也在不断加大,滤芯是除尘器等过滤设备中常用的过滤部件,滤芯中心管作为滤芯的骨架结构,能够对滤芯起到支撑作用,对滤芯有着重要作用。
2、现有技术中存在一种滤芯中心管卷圆机,其包括机体和钢带,机体上设置有送料机构和卷圆机构,卷圆机构包括卷圆辊与驱动电机,卷圆辊与机体通过销轴转动连接,驱动电机固定安装于机体上,驱动电机用于驱动卷圆辊转动,送料机构用于将钢带斜向运输至卷圆辊内。使用时,工作人员先将钢带安装于送料机构上,送料机构将钢带运输至卷圆辊内,此时驱动电机驱动卷圆辊转动,钢带在卷圆辊上卷制成螺旋形的中心管。当钢带卷成中心管后,工作人员再对钢带之间的缝隙处进行焊接。
3、针对上述中的相关技术,发明人发现由于钢带之间的缝隙处为螺旋状,当需要对钢带之间的缝隙处进行焊接时,工作人员需要手持焊接枪频繁转换焊枪的方向与自身的位置,以对准缝隙位置,这就极大地影响了焊接的速度,进而导致焊接效率的降低。
技术实现思路
1、为了提高对滤芯中心管焊接的效率,本申请提供一种自动螺旋卷网无碰焊接设备。
2、本申请提供的一种自动螺旋卷网无碰焊接设备,采用如下的技术方案:
3、一种自动螺旋卷网无碰焊接设备,包括设备本体,所述设备本体上设置有送料机构、卷网机构和焊接机构,所述卷网机构包括用于卷钢带的卷网筒,所述卷网筒与所述设备本体连接,所述送料机构用于将钢带斜向输送至所述卷网筒内,所述焊接机构包括焊接枪,所述焊接枪安装于所述设备本体上,所述卷网筒的侧壁上贯穿开设有焊接口,所述焊接枪的枪口处延伸至所述焊接口内。
4、通过采用上述技术方案,当需要将钢带制成滤网中心管时,送料机构将钢带斜向输送至卷网筒内,此时钢带的一端与卷网筒的内侧壁相抵,并沿着卷网筒的内侧壁,向上弯曲成螺旋状,并且螺纹状钢带之间相靠近;当形成螺纹状的钢带经过焊接口时,焊接枪对钢带之间的缝隙处进行焊接,以制成滤芯中心管。对卷网机构与焊接机构的设置,使得焊接枪能够自动且持续地对卷网筒内卷成筒状的钢带进行焊接,以制成滤芯中心管,从而增加了对滤芯中心管焊接的效率。
5、作为优选,所述送料机构包括送料电机、安装架和若干送料辊,所述安装架安装于所述设备本体上,所述送料电机安装于所述安装架上,每一所述送料辊均与所述安装架转动连接,所述送料电机用于驱动每一所述送料辊转动,所述送料辊的输送方向与所述卷网筒的送料方向呈锐角,所述送料辊用于输送钢带。
6、通过采用上述技术方案,当需要对钢带进行送料时,送料电机驱动送料辊转动,送料辊带动钢带移动,并将钢带斜向运输到卷网筒内,钢带的一端与卷网筒的内壁相抵,由于送料辊的输送方向与卷网筒的送料方向呈锐角,卷网筒对钢带的力,使得钢带沿着卷网筒的内侧壁,向上弯曲成螺旋状。
7、作为优选,所述送料机构远离所述卷网筒的一侧还设置有放置机构,所述放置机构包括放置架与转动架,所述转动架与所述放置架转动连接,所述转动架用于绕设钢带。
8、通过采用上述技术方案,对放置机构的设置,使得钢带能够通过绕设在转动架上,从而对长带状的钢带进行放置,有效减少了钢带由于过长而导致占用空间过大现象出现的几率。
9、作为优选,所述设备本体上还设置有剪切组件和调节组件,所述剪切组件位于所述卷网筒出料端的一侧,所述剪切组件用于对卷好的滤芯中心管进行剪切,所述调节组件用于调节卷好的滤芯中心管上的剪切位置。
10、通过采用上述技术方案,对剪切组件与调节组件的设置,使得剪切组件能够对焊接完成的滤网中心管进行剪切,将卷好且焊接完成的钢带剪切下来,以完成对滤芯中心管的制备,同时,调节组件的存在,能够对焊接完成的滤网中心管的剪切长度进行调节,从而适应对滤网中心管的不同长度的需求。
11、作为优选,所述剪切组件包括剪切件与控制件,所述调节组件包括调节架与检测件,所述剪切件安装于所述设备本体上,所述剪切件用于剪切卷好的滤芯中心管,所述调节架位于所述剪切件远离所述卷网筒的一侧,所述检测件安装于所述调节架上,所述检测件电连接于所述控制件,所述检测件用于检测卷好的滤芯中心管对自身所施加的压力值,所述控制件用于接受所述检测件所检测到的压力值,并在该压力值到达标准时控制所述剪切件剪切卷好的滤芯中心管。
12、通过采用上述技术方案,当焊接完成后的滤网中心管由卷网筒的出料端移出时,检测件对自身所受的压力值进行检测,当焊接完成后的滤网中心管在移动的过程中与检测件接触时,检测件所检测到的压力值达到标准,此时,控制件控制剪切件工作,将卷好且焊接完成的钢带剪切下来,以完成对滤芯中心管的制备;同时调节架的存在能够对焊接完成的滤网中心管的剪切长度进行调节。
13、作为优选,所述卷网机构还包括抵接架,所述抵接架位于所述卷网筒进料端的一侧,所述抵接架靠近所述卷网筒的一端与所述送料机构输送的钢带相抵。
14、通过采用上述技术方案,对抵接架的设置,使得运输至卷网筒内的钢带远离卷网筒的一侧端部,能够与抵接架相抵,使得钢带能够同时受到抵接架与卷网筒所施加的力,从而减少了钢带在卷制过程中发生偏移的几率,进而减少了由于钢带卷制不紧凑而导致钢带焊接质量降低现象出现的几率。
15、作为优选,所述卷网机构还包括定位杆,所述定位杆穿过所述卷网筒,所述定位杆的一端与所述设备本体连接。
16、通过采用上述技术方案,对定位杆的设置,能够对钢带卷制完成后的滤芯中心管起到定位作用,同时也能够对卷网筒内的钢带进行限位,从而减少了钢带焊接质量降低现象出现的几率。
17、作为优选,所述设备本体上还设置有防护罩,所述焊接枪与所述卷网筒位于所述防护罩内。
18、通过采用上述技术方案,对防护罩的设置,能够减少焊接过程中火星飞溅的几率,从而有效减低了由于焊接过程中飞溅而出的火星而导致工作人员受伤的几率,有效地保护了工作人员的人身安全。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.对卷网机构与焊接机构的设置,使得焊接枪能够自动且持续地对卷网筒内卷成筒状的钢带进行焊接,以制成滤芯中心管,从而增加了对滤芯中心管焊接的效率;
21、2.对放置机构的设置,使得钢带能够通过绕设在转动架上,从而对长带状的钢带进行放置,有效减少了钢带由于过长而导致占用空间过大现象出现的几率;
22、3.对剪切组件与调节组件的设置,使得剪切组件能够对焊接完成的滤网中心管进行剪切,将卷好且焊接完成的钢带剪切下来,以完成对滤芯中心管的制备,同时,调节组件的存在,能够对焊接完成的滤网中心管的剪切长度进行调节,从而适应对滤网中心管的不同长度的需求。
技术特征:
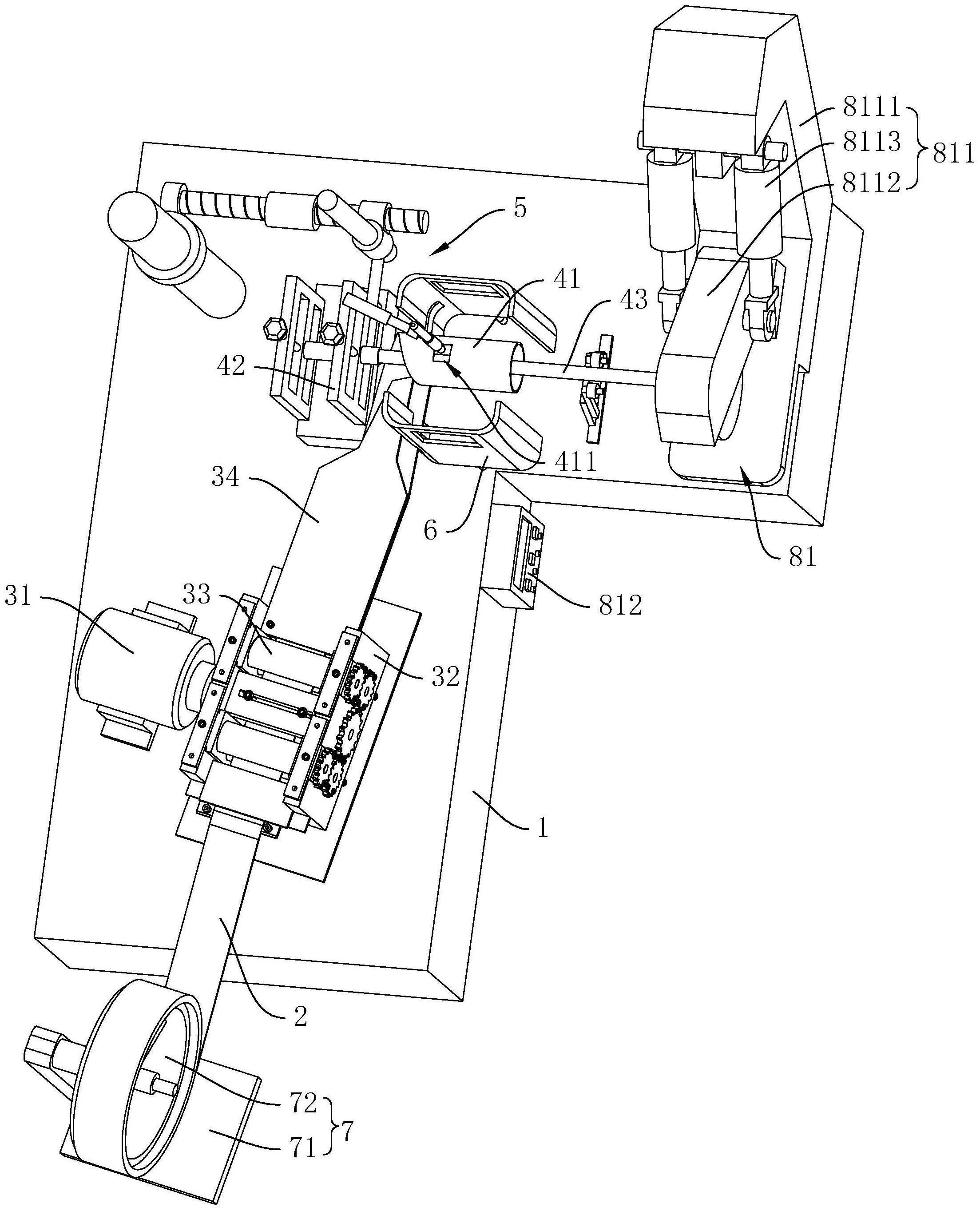
1.一种自动螺旋卷网无碰焊接设备,其特征在于:包括设备本体(1),所述设备本体(1)上设置有送料机构(3)、卷网机构(4)和焊接机构(5),所述卷网机构(4)包括用于卷钢带的卷网筒(41),所述卷网筒(41)与所述设备本体(1)连接,所述送料机构(3)用于将钢带斜向输送至所述卷网筒(41)内,所述焊接机构(5)包括焊接枪(52),所述焊接枪(52)安装于所述设备本体(1)上,所述卷网筒(41)的侧壁上贯穿开设有焊接口(411),所述焊接枪(52)的枪口处延伸至所述焊接口(411)内。
2.根据权利要求1所述的一种自动螺旋卷网无碰焊接设备,其特征在于:所述送料机构(3)包括送料电机(31)、安装架(32)和若干送料辊(33),所述安装架(32)安装于所述设备本体(1)上,所述送料电机(31)安装于所述安装架(32)上,每一所述送料辊(33)均与所述安装架(32)转动连接,所述送料电机(31)用于驱动每一所述送料辊(33)转动,所述送料辊(33)的输送方向与所述卷网筒(41)的送料方向呈锐角,所述送料辊(33)用于输送钢带。
3.根据权利要求1所述的一种自动螺旋卷网无碰焊接设备,其特征在于:所述送料机构(3)远离所述卷网筒(41)的一侧还设置有放置机构(7),所述放置机构(7)包括放置架(71)与转动架(72),所述转动架(72)与所述放置架(71)转动连接,所述转动架(72)用于绕设钢带。
4.根据权利要求1所述的一种自动螺旋卷网无碰焊接设备,其特征在于:所述设备本体(1)上还设置有剪切组件(81)和调节组件(82),所述剪切组件(81)位于所述卷网筒(41)出料端的一侧,所述剪切组件(81)用于对卷好的滤芯中心管进行剪切,所述调节组件(82)用于调节卷好的滤芯中心管上的剪切位置。
5.根据权利要求4所述的一种自动螺旋卷网无碰焊接设备,其特征在于:所述剪切组件(81)包括剪切件(811)与控制件(812),所述调节组件(82)包括调节架(821)与检测件(822),所述剪切件(811)安装于所述设备本体(1)上,所述剪切件(811)用于剪切卷好的滤芯中心管,所述调节架(821)位于所述剪切件(811)远离所述卷网筒(41)的一侧,所述检测件(822)安装于所述调节架(821)上,所述检测件(822)电连接于所述控制件(812),所述检测件(822)用于检测卷好的滤芯中心管对自身所施加的压力值,所述控制件(812)用于接受所述检测件(822)所检测到的压力值,并在该压力值到达标准时控制所述剪切件(811)剪切卷好的滤芯中心管。
6.根据权利要求1所述的一种自动螺旋卷网无碰焊接设备,其特征在于:所述卷网机构(4)还包括抵接架(42),所述抵接架(42)位于所述卷网筒(41)进料端的一侧,所述抵接架(42)靠近所述卷网筒(41)的一端与所述送料机构(3)输送的钢带相抵。
7.根据权利要求1所述的一种自动螺旋卷网无碰焊接设备,其特征在于:所述卷网机构(4)还包括定位杆(43),所述定位杆(43)穿过所述卷网筒(41),所述定位杆(43)的一端与所述设备本体(1)连接。
8.根据权利要求1所述的一种自动螺旋卷网无碰焊接设备,其特征在于:所述设备本体(1)上还设置有防护罩(6),所述焊接枪(52)与所述卷网筒(41)位于所述防护罩(6)内。
技术总结
本申请涉及一种自动螺旋卷网无碰焊接设备,涉及滤芯中心管制备技术领域,旨在提高对滤芯中心管焊接的效率;其包括设备本体,所述设备本体上设置有送料机构、卷网机构和焊接机构,所述卷网机构包括用于卷钢带的卷网筒,所述卷网筒与所述设备本体连接,所述送料机构用于将钢带斜向输送至所述卷网筒内,所述焊接机构包括焊接枪,所述焊接枪安装于所述设备本体上,所述卷网筒的侧壁上贯穿开设有焊接口,所述焊接枪的枪口处延伸至所述焊接口内。本申请具有如下效果:对卷网机构与焊接机构的设置,使得焊接枪能够自动且持续地对卷网筒内卷成筒状的钢带进行焊接,以制成滤芯中心管,从而增加了对滤芯中心管焊接的效率。
技术研发人员:仝泽民,么旭,陶伟龙,沈平伟
受保护的技术使用者:南通超曼滤清器有限公司
技术研发日:20230417
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!