一种太阳能电池串焊接工装的制作方法
本技术涉及光伏组件制造,特别是涉及一种太阳能电池串焊接工装。
背景技术:
1、光伏组件在使用过程中,需要将电池片通过焊接形成电池串,然后与接线盒连接成为组件。
2、现有的晶硅太阳能电池通常采用上红外加热、下加热板的方式焊接电池串,焊接时需要使用压具固定焊带,以避免焊带滚动并保证焊带与焊点互相接触。
3、但当压具压在焊带上时,压具会遮挡红外光,导致焊点处的温度低于其它未遮挡地方的温度,对于温度敏感的太阳能电池来说,可能会使非焊接区的温度超过耐受温度,而焊点的温度还未达到焊接温度。
4、因此需要开发一种新型的焊接方式,以避免现有焊接方式工艺窗口窄的问题。
技术实现思路
1、本实用新型的目的是提供了一种太阳能电池串焊接工装,解决现有焊接方式工艺窗口窄的问题,提高焊接质量和焊接效率,减低组件成本。
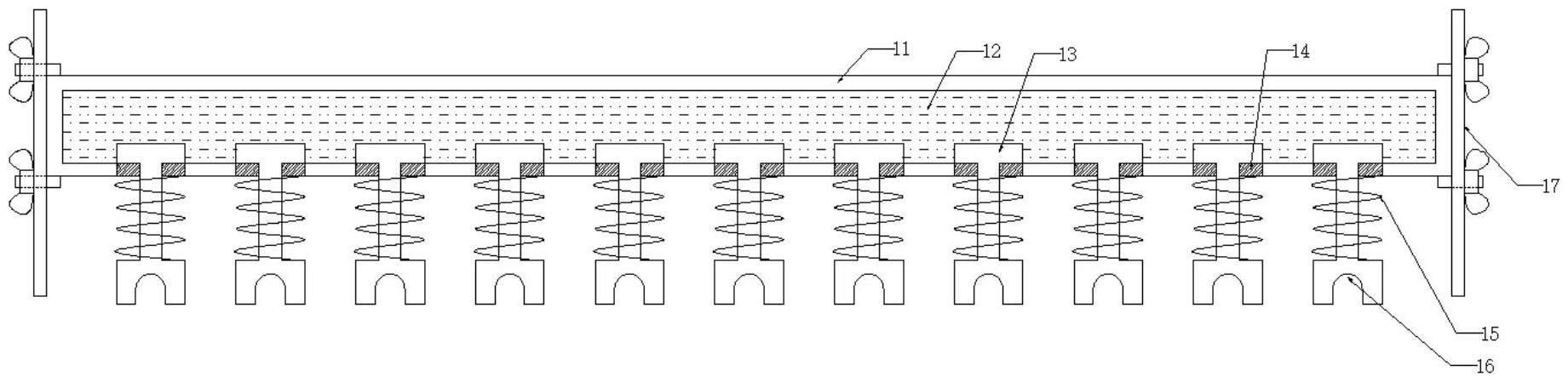
2、为解决上述技术问题,本实用新型实施例提供了一种太阳能电池串焊接工装,包括外壳、设置在所述外壳的加热源以及压针,其中,所述外壳的底部设置有通孔,所述压针的顶部通过所述通孔与所述加热源连接,所述加热源用于对所述压针进行加热。
3、其中,还包括设置在所述压针的底部用于固定焊带的凹槽。
4、其中,所述凹槽的形状为三角形、长方形、u形或梯形
5、其中,所述加热源为通过设置在所述外壳的注入口设置在所述外壳内的加热或冷却介质或加热套,所述加热或冷却介质通过与所述压针接触进行导热,所述加热套设置在所述压针的顶部,通过内部的发热丝对所述压针进行加热。
6、其中,还包括设置在所述通孔用于对所述外壳与所述压针密封的密封圈。
7、其中,所述通孔与所述注入口为同一开口或不同开口
8、其中,还包括设置在所述外壳与所述压针之间的弹簧。
9、其中,所述压针为工字型压针,所述弹簧设置在所述压针的顶部下端与底部上端之间,所述弹簧设置在所述外壳的内部或设置在所述外壳的外部。
10、其中,所述外壳为金属外壳或陶瓷外壳。
11、其中,所述压针为铜压针、铁压针或合金压针。
12、其中,还包括设置在所述外壳内外周的限高结构。
13、本实用新型实施例所提供的太阳能电池串焊接工装,与现有技术相比,具有以下优点:
14、所述太阳能电池串焊接工装,通过在外壳设置通孔安装压针,通过设置加热源对压针进行加热,解决了传统的上红外加热下加热板加热的焊接方式中焊接温度敏感电池时工艺窗口窄的问题,赋予焊接压具加热功能,将加热集中在焊点位置,通过设置压针,降低了焊接难度。
技术特征:
1.一种太阳能电池串焊接工装,其特征在于,包括外壳、设置在所述外壳内的加热源以及压针,其中,所述外壳设置有用于安装所述压针的通孔,所述压针的顶部通过所述通孔与所述加热源接触,所述加热源用于对所述压针进行加热。
2.如权利要求1所述太阳能电池串焊接工装,其特征在于,还包括设置在所述压针的底部用于固定焊带的凹槽。
3.如权利要求2所述太阳能电池串焊接工装,其特征在于,所述凹槽的形状为三角形、长方形、u形或梯形。
4.如权利要求3所述太阳能电池串焊接工装,其特征在于,所述加热源为通过设置在所述外壳的注入口设置在所述外壳内的加热或冷却介质或加热套,所述加热或冷却介质通过与所述压针接触进行导热,所述加热套设置在所述压针的顶部,通过内部的发热丝对所述压针进行加热。
5.如权利要求4所述太阳能电池串焊接工装,其特征在于,还包括设置在所述通孔用于对所述外壳与所述压针密封的密封圈。
6.如权利要求5所述太阳能电池串焊接工装,其特征在于,所述通孔与所述注入口为同一开口或不同开口。
7.如权利要求6所述太阳能电池串焊接工装,其特征在于,还包括设置在所述外壳与所述压针之间的弹簧。
8.如权利要求7所述太阳能电池串焊接工装,其特征在于,所述压针为工字型压针,所述压针为铜压针、铁压针或合金压针,所述弹簧设置在所述压针的顶部下端与底部上端之间,所述弹簧设置在所述外壳的内部或设置在所述外壳的外部。
9.如权利要求8所述太阳能电池串焊接工装,其特征在于,所述外壳为金属外壳或陶瓷外壳。
10.如权利要求9所述太阳能电池串焊接工装,其特征在于,还包括设置在所述外壳内外周的限高结构。
技术总结
本技术公开了一种太阳能电池串焊接工装,包括外壳、设置在所述外壳的加热源以及压针,其中,所述外壳的底部设置有通孔,所述压针的顶部通过所述通孔与所述加热源连接,所述加热源用于对所述压针进行加热。通过在外壳设置通孔安装压针,通过设置加热源对压针进行加热,解决了传统的上红外加热下加热板加热的焊接方式中焊接温度敏感电池时工艺窗口窄的问题,赋予焊接压具加热功能,将加热集中在焊点位置,降低了焊接难度。
技术研发人员:金叶义,赵炜康,何晨旭,徐伟智,夏宇浪
受保护的技术使用者:正泰新能科技有限公司
技术研发日:20230413
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!