一种制冷设备用管配件焊接角度定位装置的制作方法
本技术涉及制冷设备用管配件制造,尤其涉及一种制冷设备用管配件焊接角度定位装置。
背景技术:
1、储液器设置在压缩机的吸气口和空调冷凝器之间,用来分离蒸发器排出的气液二相混合物,防止液体制冷剂直接进入压缩机,储液器通过铜管与冷凝器连接,为了能够适应狭小的安装空间,铜管经过弯折后焊接在储液器上,铜管的另一端与后端冷凝器要以固定角度连接,否则,连接角度不对位,使用较大外力纠正角度,容易使铜管与储液器的焊口发生泄露,所以,在焊接储液器的铜管时需要一种可以将铜管定位的装置。
技术实现思路
1、本实用新型为解决上述问题,提供了制冷设备用管配件焊接角度定位装置。
2、本实用新型所采取的技术方案:
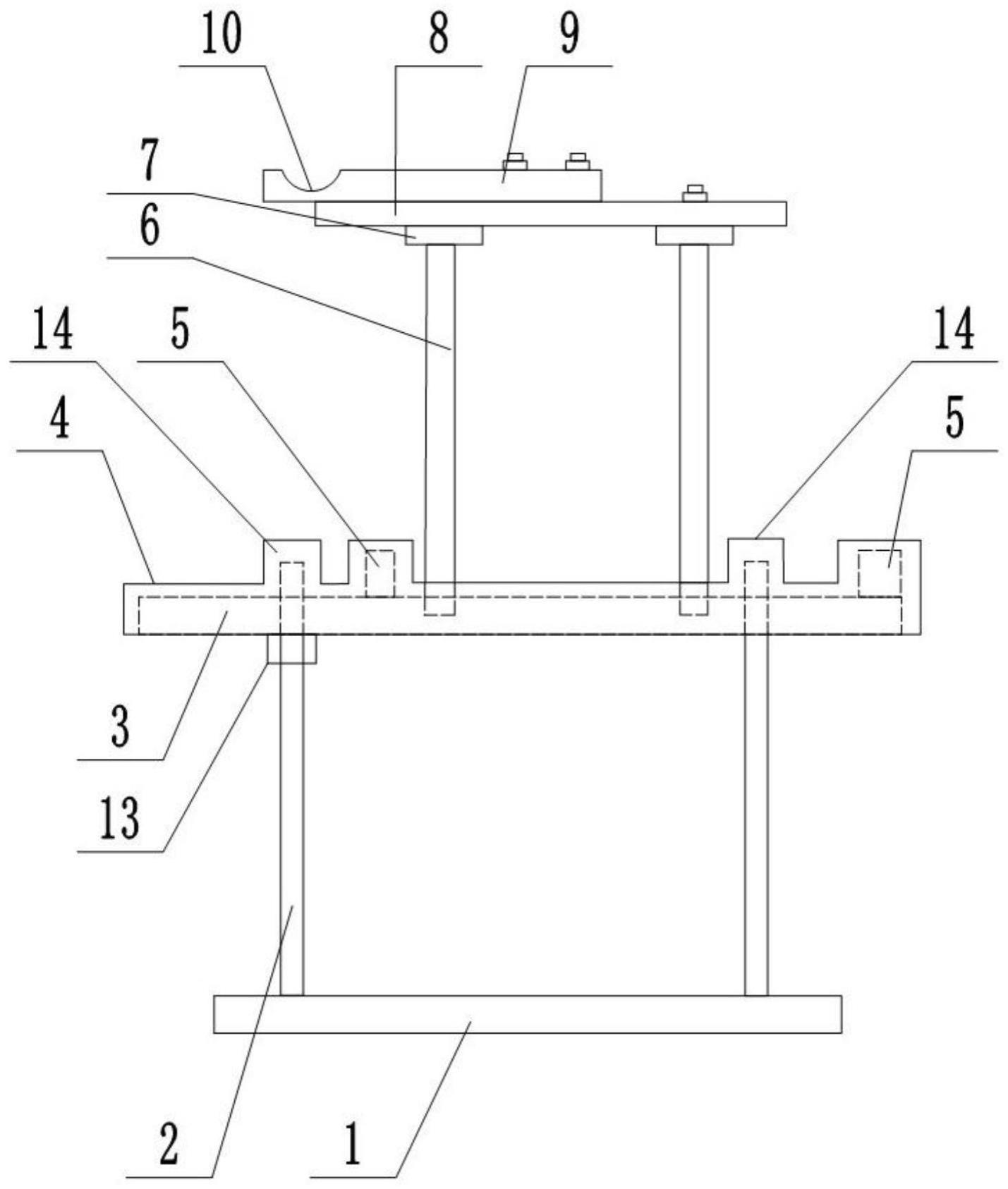
3、一种制冷设备用管配件焊接角度定位装置,包括底座、可调节支撑柱、支撑平台、固定支撑柱、托板和定位板,底座的两侧设置可调节支撑柱,可调节支撑柱的顶部安装可上下调节的支撑平台,支撑平台上通过固定支撑柱支撑托板,托板上通过螺栓连接有定位板,定位板的一端连接在托板上,定位板的另一端伸出托板之外,定位板伸出托板的一端上表面开设有定位凹槽。
4、所述的支撑平台上罩设有防护罩,支撑平台的两侧开设有螺纹孔,防护罩上对应螺纹孔的位置设置有连接凸块,连接凸块对应支撑平台的一面开设螺纹孔,可调节支撑柱的上部设置有螺纹,可调节支撑柱的上部螺纹连接在支撑平台和连接凸块上的螺纹孔内。
5、所述的托板上以定位板与托板连接的螺栓为圆心等半径开设有若干个定位孔,定位板上设置定位螺栓,定位螺栓连接在定位孔内。
6、所述的固定支撑柱顶端连接有连接块,连接块上开设有螺纹孔,托板通过螺栓连接在两连接块上。
7、本实用新型的有益效果:本实用新型根据铜管焊接角度需求调整好定位板的角度,再通过定位板确定铜管的角度,然后以确定角度与储液器进行焊接,以保证铜管与储液器精确的连接角度,从而避免后续连接冷凝器时再调整铜管的角度造成焊口泄露。
技术特征:
1.一种制冷设备用管配件焊接角度定位装置,其特征在于,包括底座(1)、可调节支撑柱(2)、支撑平台(3)、固定支撑柱(6)、托板(8)和定位板(9),底座(1)的两侧设置可调节支撑柱(2),可调节支撑柱(2)的顶部安装可上下调节的支撑平台(3),支撑平台(3)上通过固定支撑柱(6)支撑托板(8),托板(8)上通过螺栓(11)连接有定位板(9),定位板(9)的一端连接在托板(8)上,定位板(9)的另一端伸出托板(8)之外,定位板(9)伸出托板(8)的一端上表面开设有定位凹槽(10)。
2.根据权利要求1所述的制冷设备用管配件焊接角度定位装置,其特征在于,所述的支撑平台(3)上罩设有防护罩(4),支撑平台(3)的两侧开设有螺纹孔,防护罩(4)上对应螺纹孔的位置设置有连接凸块(14),连接凸块(14)对应支撑平台(3)的一面开设螺纹孔,可调节支撑柱(2)的上部设置有螺纹,可调节支撑柱(2)的上部螺纹连接在支撑平台(3)和连接凸块(14)上的螺纹孔内。
3.根据权利要求2所述的制冷设备用管配件焊接角度定位装置,其特征在于,所述的可调节支撑柱(2)上在支撑平台(3)的底部连接有定位螺母(13)。
4.根据权利要求3所述的制冷设备用管配件焊接角度定位装置,其特征在于,所述的支撑平台(3)上设置有定位块(5),防护罩(4)通过定位块(5)定位套接在支撑平台(3)上。
5.根据权利要求4所述的制冷设备用管配件焊接角度定位装置,其特征在于,所述的托板(8)上以定位板(9)与托板(8)连接的螺栓(11)为圆心等半径开设有若干个定位孔(12),定位板(9)上设置定位螺栓(16),定位螺栓(16)连接在定位孔(12)内。
6.根据权利要求5所述的制冷设备用管配件焊接角度定位装置,其特征在于,所述的定位板(9)的一端连接在托板(8)的中间位置。
7.根据权利要求6所述的制冷设备用管配件焊接角度定位装置,其特征在于,所述的固定支撑柱(6)顶端连接有连接块(7),连接块(7)上开设有螺纹孔,托板(8)通过螺栓(11)连接在两连接块(7)上。
8.根据权利要求7所述的制冷设备用管配件焊接角度定位装置,其特征在于,所述的底座(1)上设置有储液器(17)安装定位槽(15)。
技术总结
一种制冷设备用管配件焊接角度定位装置,包括底座、可调节支撑柱、支撑平台、固定支撑柱、托板和定位板,底座的两侧设置可调节支撑柱,可调节支撑柱的顶部安装可上下调节的支撑平台,支撑平台上通过固定支撑柱支撑托板,托板上通过螺栓连接有定位板,定位板的一端连接在托板上,定位板的另一端伸出托板之外,定位板伸出托板的一端上表面开设有定位凹槽。本技术根据铜管焊接角度需求调整好定位板的角度,再通过定位板确定铜管的角度,然后以确定角度与储液器进行焊接,以保证铜管与储液器精确的连接角度,从而避免后续连接冷凝器时再调整铜管的角度造成焊口泄露。
技术研发人员:黄秀娟,张红红,唐国建,唐永凯
受保护的技术使用者:天津松园电子有限公司
技术研发日:20230419
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!