一种带钢精轧机出口上引导板装置的制作方法
本技术涉及轧钢设备领域,尤其涉及一种带钢精轧机出口上引导板装置。
背景技术:
1、高速线材精轧机组是线材生产中的关键设备,一般每条线材生产线中由10台精轧机组成精轧机组,每台精轧机主要由锥箱和辊箱两部分组成。加工带钢需要经过10台精轧机中不同的压辊间隙,最终将加工带钢压制成所需厚度的产品。
2、在带钢生产过程中,各个精轧机在带钢头部穿带过程中,由于带钢头部扣翘头影响因素比较多,无法预测带钢头部走向,一旦带钢头部翘头,容易产生废钢导致事故。现有解决方法中,如图1所示,头部穿带过程中,在每一个轧机出口处设置操作人员,若是发现翘头现象,操作人员使用铁锨9下压带钢头部8,人工引导带钢头部进入下一个机架的入口导卫,进入下一个机架轧机,活套4抬起进入正常的轧制过程。但是,现有技术方案存在操作人员过多,且操作人员的工作强度较大等问题
3、本实用新型试图解决以上问题,提出一种带钢精轧机出口引导板装置,解决了原有操作人员过多设置,减少人工数量,降低人工成本,同时减轻人员劳动强度。
技术实现思路
1、本实用新型提供一种带钢精轧出口上引导板装置,解决了采用过多的人工,利用导引板的重量和导引链的承重和收缩,简化压制和牵引加工钢带的翘起头部,实现减少人工,降低人工成本,减轻人员的劳动强度。
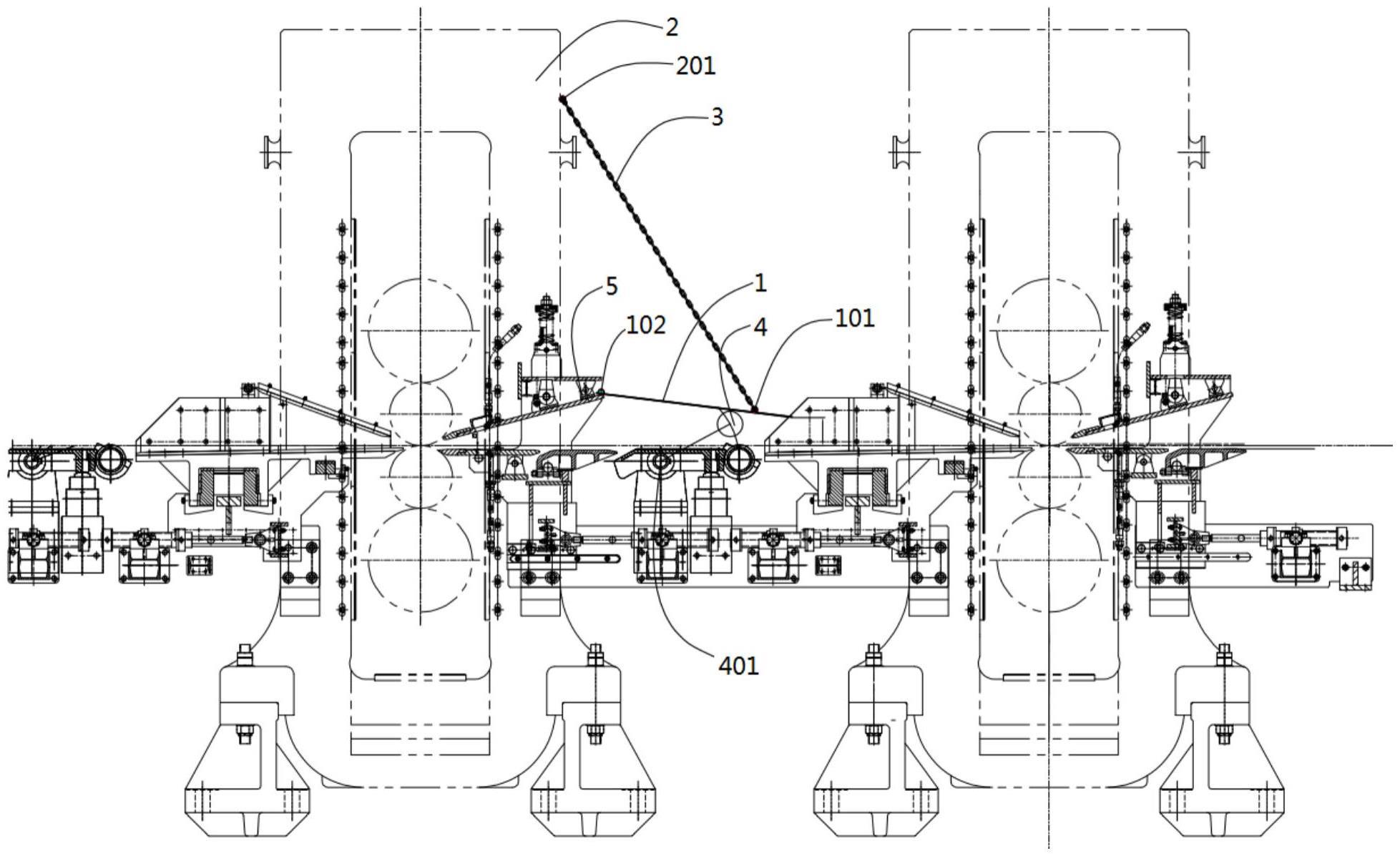
2、为实现上述目的,本实用新型提供一种带钢精轧出口上引导板装置,包括:引导板,所述引导板呈长方体,所述引导板一端的上表面设置有第一螺帽,所述引导板另一端设置有铰接挂孔;
3、机架,所述机架顶部设置有第二螺帽;
4、引导板铁链,所述引导板铁链一端设置在轧机机架的第二螺帽上,所述引导板铁链另一端设置在所述引导板一端的第一螺帽处;
5、活套,所述活套通过旋转轴与轧机底座连接;以及
6、轧机出口导卫,所述轧机出口导卫表面设置第三螺帽和第四螺帽,所述第三螺帽与所述第四螺帽的距离大于所述引导板的宽度,所述轧机出口导卫的第三螺帽和第四螺帽与所述引导板的铰接挂孔通过连接轴连接。
7、进一步的,所述引导板和所述轧机出口导卫铰接实现自由旋转。
8、进一步的,带钢精轧机出口上引导板装置还包括轧制通道,所述引导板处于放松状态时,所述引导板位于轧制通道的上部的位置。
9、进一步的,带钢精轧机出口上引导板装置还包括力矩电机,所述力矩电机与所述活套的旋转轴连接。
10、进一步的,所述第一螺帽、第二螺帽、第三螺帽和第四螺帽的规格相同,所述引导板的铰接挂孔的规格与所述第三螺帽的规格相同。
11、与现有技术相比,根据本实用新型实施例的一种带钢精轧机出口上引导板装置,通过设置导引板,将导引板一端与轧机出口导卫铰接,实现导引板沿铰接处自由旋转,导引板另一端与机架连接的导引链一端连接,导引链具有承重和收缩的功能,进一步限制导引板的位置,随后利用导引板自身的重力压制和引导加工钢带至下一个轧机的入口导卫,从而降低人工资源的浪费,降低人工成本,减轻操作人员劳动强度。
技术特征:
1.一种带钢精轧机出口上引导板装置,其特征在于,包括:
2.根据权利要求1所述的带钢精轧机出口上引导板装置,其特征在于,所述引导板和所述轧机出口导卫铰接实现自由旋转。
3.根据权利要求1所述的带钢精轧机出口上引导板装置,其特征在于,还包括轧制通道,所述引导板处于放松状态时,所述引导板位于轧制通道的上部的位置。
4.根据权利要求1所述的带钢精轧机出口上引导板装置,其特征在于,还包括力矩电机,所述力矩电机与所述活套的旋转轴连接。
5.根据权利要求1所述的带钢精轧机出口上引导板装置,其特征在于,所述第一螺帽、第二螺帽、第三螺帽和第四螺帽的规格相同,所述引导板的铰接挂孔的规格与所述第三螺帽的规格相同。
技术总结
本技术提供一种带钢精轧机出口上引导板装置,包括:引导板,引导板一端的上表面设置有第一螺帽,引导板另一端设置有铰接挂孔;机架,机架顶部设置有第二螺帽;引导板铁链,引导板铁链一端设置在轧机机架的第二螺帽上,引导板铁链另一端设置在引导板一端的第一螺帽处;活套,活套通过旋转轴与轧机底座连接;以及轧机出口导卫,轧机出口导卫表面设置第三螺帽和第四螺帽,第三螺帽与第四螺帽的距离大于引导板的宽度,轧机出口导卫的第三螺帽和第四螺帽与引导板的铰接挂孔通过连接轴连接。本技术,通过设置引导板和引导板铁链,实现引导板利用自身的重力压制,进而引导钢带翘起的头部,从而减少人工数量,降低人工成本,同时减轻人员劳动强度。
技术研发人员:甘元有,贾武杰
受保护的技术使用者:山西建龙实业有限公司
技术研发日:20230420
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!