一种密集型多工位加工夹具的制作方法
本技术涉及汽车零部件制造,具体涉及一种密集型多工位加工夹具。
背景技术:
1、交换工作台设备空间,以往在四轴上设计夹具均为单面,在四轴上层通过定位销与螺丝固定夹具,零件定位压紧在夹具体内,再利用刀具进行加工,得到符合使用要求的汽车零部件。
2、但是由于夹具只固定在四轴上层,底层空间完全浪费,设备空间没有得到充分利用,导致设备利用率不足,单件设备成本与人工成本较高。
3、基于此,本实用新型设计了一种密集型多工位加工夹具以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本实用新型提供了一种密集型多工位加工夹具。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:
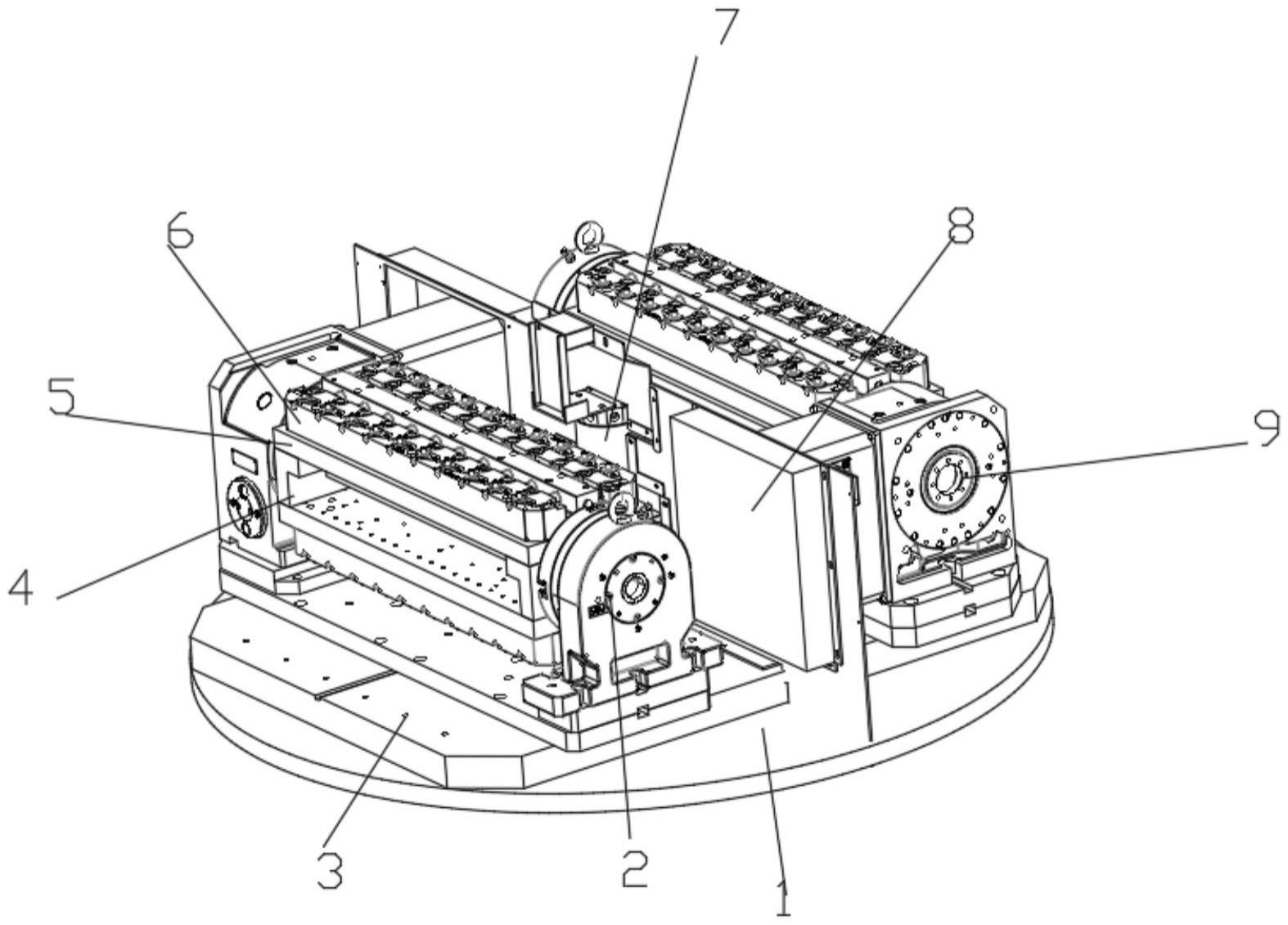
3、一种密集型多工位加工夹具,包括底板,所述底板的顶部左右两端分别固定连接有用于安装四轴尾座和四轴驱动座的夹具大底板;
4、其中,一个夹具大底板的顶部前端固定连接有四轴尾座,一个夹具大底板的顶部后端固定连接有四轴驱动座;
5、其中,另一个夹具大底板的顶部前端固定连接有四轴驱动座,另一个夹具大底板的顶部后端固定连接有四轴尾座;
6、所述四轴尾座和四轴驱动座相靠近的一端均固定连接有倒l形板,左侧的两组倒l形板的上端和下端均固定连接有桥板,右侧的两组倒l形板的上端和下端均固定连接有桥板,各组桥板远离倒l形板的一端均固定连接有夹具座;
7、所述夹具座的中部固定安装有大油缸,大油缸的左右两端的若干组输出端上均固定连接有连接杆,连接杆的另一端与活动夹块固定连接;
8、所述夹具座的左右两端分别开设有用于嵌入工件的第一插槽和用于嵌入活动夹块的第二插槽;第二插槽与第一插槽连通且第二插槽位于第一插槽与大油缸之间;所述活动夹块左右滑动连接在第二插槽的内部;
9、所述夹具座的上端还固定安装有若干组用于对活动夹块水平和竖向限位的导向块。
10、更进一步的,所述底板固定安装在旋转电机的输出轴上。
11、更进一步的,所述底板上固定连接有用于将两组夹具大底板分隔开来的挡板钣金件。
12、更进一步的,所述大油缸位于夹具座的中部。
13、更进一步的,所述夹具座为前后对称结构。
14、更进一步的,各组活动夹块的前后两侧均接触滑动连接有导向块。
15、更进一步的,所述活动夹块的上端两侧均开设有与导向块配合接触滑动连接的弧形凹槽,所述活动夹块的下端两侧顶部分别与导向块的底部接触连接。
16、更进一步的,所述大油缸左右两侧的连接杆均等间距排布,且数量一致,同时大油缸左右两侧的连接杆左右对称布置。
17、有益效果
18、本实用新型可实现对多个工件的定位和夹紧,在定位装夹多个工件时能够使工件准确定位,同时工件夹紧力受力均匀,尤其适用于批量生产,可快速定位、夹紧工件,且定位精度高、夹紧牢固,大大提高了工作效率和工件加工的稳定性,保证了零件的加工质量,减少了报废率;
19、本实用新型为上、下层夹具机构,可充分利用被四轴占用的空间,装入的工件数量增多,设备空间得到更充分的利用,提升了设备利用率,降低了单件设备成本与人工成本;
20、本实用新型可在外侧工作台装夹零件,在内侧工作台加工零件,外侧有更充足的装夹时间,达到不停机待料的状态,有利于减少装夹待机时间。
技术特征:
1.一种密集型多工位加工夹具,包括底板(1),其特征在于:
2.根据权利要求1所述的密集型多工位加工夹具,其特征在于,所述底板(1)固定安装在旋转电机(7)的输出轴上。
3.根据权利要求1所述的密集型多工位加工夹具,其特征在于,所述底板(1)上固定连接有用于将两组夹具大底板(3)分隔开来的挡板钣金件(8)。
4.根据权利要求1所述的密集型多工位加工夹具,其特征在于,所述大油缸(10)位于夹具座(6)的中部。
5.根据权利要求1所述的密集型多工位加工夹具,其特征在于,所述夹具座(6)为前后对称结构。
6.根据权利要求1所述的密集型多工位加工夹具,其特征在于,各组活动夹块(12)的前后两侧均接触滑动连接有导向块(15)。
7.根据权利要求6所述的密集型多工位加工夹具,其特征在于,所述活动夹块(12)的上端两侧均开设有与导向块(15)配合接触滑动连接的弧形凹槽,所述活动夹块(12)的下端两侧顶部分别与导向块(15)的底部接触连接。
8.根据权利要求1所述的密集型多工位加工夹具,其特征在于,所述大油缸(10)左右两侧的连接杆(11)均等间距排布,且数量一致,同时大油缸(10)左右两侧的连接杆(11)左右对称布置。
技术总结
本技术公开了一种密集型多工位加工夹具,属于汽车零部件制造技术领域,包括底板、夹具大底板、四轴驱动座、四轴尾座、倒L形板、桥板、夹具座、大油缸、连接杆和活动夹块;所述夹具座的左右两端分别开设有用于嵌入工件的第一插槽和用于嵌入活动夹块的第二插槽;所述夹具座的上端还固定安装有若干组用于对活动夹块水平和竖向限位的导向块。通过上述方式,本技术为上、下层夹具机构,可充分利用被四轴占用的空间,装入的工件数量增多,设备空间得到更充分的利用,提升了设备利用率,降低了单件设备成本与人工成本。
技术研发人员:蔡锦根,吴勇臻
受保护的技术使用者:苏州众捷汽车零部件股份有限公司
技术研发日:20230423
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!