一种弹簧卡自动焊接生产线的制作方法
本技术涉及 弹簧卡自动化焊接装备,具体是一种弹簧卡自动焊接生产线,主要适用于安装在专用车车轴上与减震器连接的弹簧卡的自动焊接生产。
背景技术:
1、在专用车车轴生产过程中,弹簧卡的应用非常广泛,常用于车轴与减震器的连接,弹簧卡大多由弹簧卡锻件与侧板焊接组成,目前弹簧卡的焊接还大多停留在人工焊接的阶段,劳动强度大,环境恶劣,实现弹簧卡的自动化焊接对提高产品的产能、质量和降低劳动强度有着重要意义。、
技术实现思路
1、为了克服上述现有技术的不足之处,本实用新型提供一种弹簧卡自动焊接生产线,使整个生产过程实现取料、组对、焊接一体,减去了人工拼点焊接的工作,极大的降低了人力需求,提高了产品的自动化程度和生产效率。
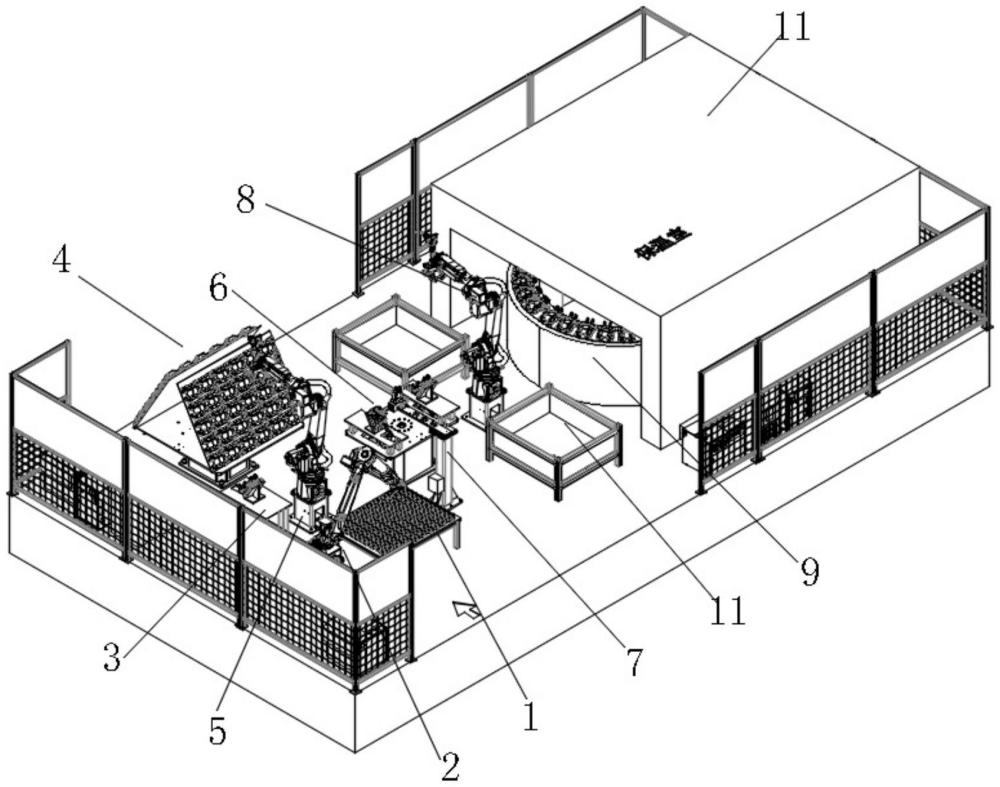
2、本实用新型是通过如下技术方案实现的:一种弹簧卡自动焊接生产线,包括沿着该生产线加工方向依次设置的拼点工装、锻件抓取焊接机器人、焊接工装、中频加热装置、弹簧卡抓取焊接机器人、下料缓存板链和保温室,下料缓存板链置于保温室中;所述拼点工装或锻件抓取焊接机器人的一侧设置有侧板上料台和侧板抓取机器人,另一侧设置有锻件上料台,所述弹簧卡抓取焊接机器人的两侧分别设置有成品料框,锻件抓取焊接机器人将锻件上料台上的弹簧卡锻件抓取放置在拼点工装上,侧板抓取机器人将侧板上料台上的侧板抓取后放置在带有弹簧卡锻件的拼点工装上后,锻件抓取焊接机器人对锻件和侧板进行点焊形成点焊后的弹簧卡,点焊后锻件抓取焊接机器人将点焊后的弹簧卡搬运至焊接工装,先通过中频加热装置对点焊完成的弹簧卡进行加热,再通过弹簧卡抓取焊接机器人对加热后的弹簧卡进行焊接,并在焊接完成后,弹簧卡抓取焊接机器人将弹簧卡抓取放到下料缓存板链上,通过下料缓存板链送入保温房中保温后在通过所述弹簧卡抓取焊接机器人将保温后的弹簧卡放入成品料框中。
3、进一步的,所述锻件上料台包括:旋转台和安装在旋转台上的用于安装弹簧卡锻件的料库,料库的外侧面设有若干阵列排列的安装工位,所述安装工位中设有用于安装弹簧卡锻件的定位销,其中,安装工位中至少通过两个定位销对弹簧卡锻件固定。
4、进一步的,所述料库是由三个板拼接成的三棱柱状结构,三棱柱状结构水平设置,其底板安装在旋转台上,多个安装工位阵列排列在所述的三棱柱状结构的两个侧板上。
5、进一步的,所述侧板上料台的台面上均匀分布有若干个用于放置侧板的凹孔,侧板通过凹孔倾斜设置在侧板上料台上。
6、进一步的,所述拼点工装包括工作台和安装在工作台上的锻件安装座以及夹爪气缸,所述工作台上设有装夹孔,所述夹爪气缸倾斜安装在工作台的台面下方,使夹爪气缸中的夹爪伸出装夹孔,所述锻件安装座安装在工作台上端的装夹孔一侧,锻件安装座与夹爪气缸中的夹爪之间形成夹持机构,锻件安装座与夹爪气缸夹爪相对的安装面为倾斜面,锻件安装座的安装面上设有与锻件上安装孔对应的定位销,通过夹爪将锻件固定在锻件安装座上。
7、进一步的,所述侧板抓取机器人包括机器人和安装在机器人前臂上用于抓取侧板的侧板抓取机构。
8、进一步的,所述锻件抓取焊接机器人、弹簧卡抓取焊接机器人均包括:机器人和安装在机器人前臂上的锻件抓取机构和焊接装置。
9、进一步的,所述焊接工装包括:旋转台和安装在旋转台的台面的拼点工装,多个所述拼点工装周向设置在旋转台上。
10、进一步的,所述中频加热装置包括:加热底座、安装在加热底座上的调节板、安装在端部的伸缩机构和安装在伸缩机构下方的中频加热机,所述调节板通过导轨机构安装在加热底座上,使调节板可以根据实际需要调节调节板的位置;加热底座与调节板之间还设有定位机构或驱动机构,所述中频加热机的加热线圈位于焊接工装的拼点工装上方,通过伸缩机构的调整控制中频加热机对上的点焊后的弹簧卡进行加热。
11、本实用新型的有益效果是:整个生产过程实现了取料、组对、焊接一体化,减去了人工拼点焊接的工作,进而节省了人工成本,降低了工人的劳动强度。实现弹簧卡焊接的高度自动化,提高了生产效率,扩大了产能,保证了产品的质量高度一致性。
技术特征:
1.一种弹簧卡自动焊接生产线,其特征在于:包括沿着该生产线加工方向依次设置的拼点工装、锻件抓取焊接机器人、焊接工装、中频加热装置、弹簧卡抓取焊接机器人、下料缓存板链和保温室,下料缓存板链置于保温室中;所述拼点工装或锻件抓取焊接机器人的一侧设置有侧板上料台和侧板抓取机器人,另一侧设置有锻件上料台,所述弹簧卡抓取焊接机器人的两侧分别设置有成品料框。
2.根据权利要求1所述的弹簧卡自动焊接生产线,其特征在于:所述锻件上料台包括:旋转台和安装在旋转台上的用于安装弹簧卡锻件的料库,料库的外侧面设有若干阵列排列的安装工位,所述安装工位中设有用于安装弹簧卡锻件的定位销,其中,安装工位中至少通过两个定位销对弹簧卡锻件固定。
3.根据权利要求2所述的弹簧卡自动焊接生产线,其特征在于:所述料库是由三个板拼接成的三棱柱状结构,三棱柱状结构水平设置,其底板安装在旋转台上,多个安装工位阵列排列在所述的三棱柱状结构的两个侧板上。
4.根据权利要求1所述的弹簧卡自动焊接生产线,其特征在于:所述侧板上料台的台面上均匀分布有若干个用于放置侧板的凹孔,侧板通过凹孔倾斜设置在侧板上料台上。
5.根据权利要求1所述的弹簧卡自动焊接生产线,其特征在于:所述拼点工装包括工作台和安装在工作台上的锻件安装座以及夹爪气缸,所述工作台上设有装夹孔,所述夹爪气缸倾斜安装在工作台的台面下方,使夹爪气缸中的夹爪伸出装夹孔,所述锻件安装座安装在工作台上端的装夹孔一侧,锻件安装座与夹爪气缸中的夹爪之间形成夹持机构,锻件安装座与夹爪气缸夹爪相对的安装面为倾斜面,锻件安装座的安装面上设有与锻件上安装孔对应的定位销,通过夹爪将锻件固定在锻件安装座上。
6.根据权利要求1所述的弹簧卡自动焊接生产线,其特征在于:所述侧板抓取机器人包括机器人和安装在机器人前臂上用于抓取侧板的侧板抓取机构。
7.根据权利要求1所述的弹簧卡自动焊接生产线,其特征在于:所述锻件抓取焊接机器人、弹簧卡抓取焊接机器人均包括:机器人和安装在机器人前臂上的锻件抓取机构和焊接装置。
8.根据权利要求1所述的弹簧卡自动焊接生产线,其特征在于:所述焊接工装包括:旋转台和安装在旋转台的台面的拼点工装,多个所述拼点工装周向设置在旋转台上。
9.根据权利要求1所述的弹簧卡自动焊接生产线,其特征在于:所述中频加热装置包括:加热底座、安装在加热底座上的调节板、安装在端部的伸缩机构和安装在伸缩机构下方的中频加热机,所述调节板通过导轨机构安装在加热底座上,使调节板根据实际需要调节调节板的位置;加热底座与调节板之间还设有定位机构或驱动机构,所述中频加热机的加热线圈位于焊接工装的拼点工装上方,通过伸缩机构的调整控制中频加热机对上的点焊后的弹簧卡进行加热。
技术总结
本技术公开了一种弹簧卡自动焊接生产线,包括沿着该生产线加工方向依次设置的拼点工装、锻件抓取焊接机器人、焊接工装、中频加热装置、弹簧卡抓取焊接机器人、下料缓存板链和保温室,下料缓存板链置于保温室中;所述拼点工装或锻件抓取焊接机器人的一侧设置有侧板上料台和侧板抓取机器人,另一侧设置有锻件上料台,所述弹簧卡抓取焊接机器人的两侧分别设置有成品料框,该焊接生产线能够实现取料、组对、焊接一体,减去了人工拼点焊接的工作,从而节省了人工成本,降低了工人的劳动强度,提高生产效率,扩大了产能,保证了产品的一致性。
技术研发人员:种衍奎,徐建,王庆华
受保护的技术使用者:徐州华恒机器人系统有限公司
技术研发日:20230424
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!