加工齿轮泵泵板的工装的制作方法
本技术涉及机械加工,特别是涉及一种在立式加工中心上加工齿轮泵泵板的工装。
背景技术:
1、齿轮泵是在化工、航空、动力机械等领域得到广泛应用的一种容积泵,其生产规模大、产品型号多、更新换代快。齿轮泵的泵板加工是齿轮泵生产中的一个重要工序。其在立式加工中心的传统加工过程如下所述:(1)将粗加工完工的泵板放置在平口钳上,手动转动平口钳的旋柄夹紧平口钳;(2)使用寻边器确定零件的分中点;(3)开始加工;(4)加工后手动转动平口钳的旋柄松开平口钳,取下泵板。这样的加工方法有以下的问题:(1)每次只能加工一个零件;(2)每次都要使用寻边器找分中点;(3)使用平口钳安装和拆卸零件费力费事;(4)总体加工效率低下。
技术实现思路
1、本实用新型的目的是针对现有技术中的问题,而提供一种在立式加工中心上加工齿轮泵泵板的工装
2、为实现本实用新型的目的所采用的技术方案是:
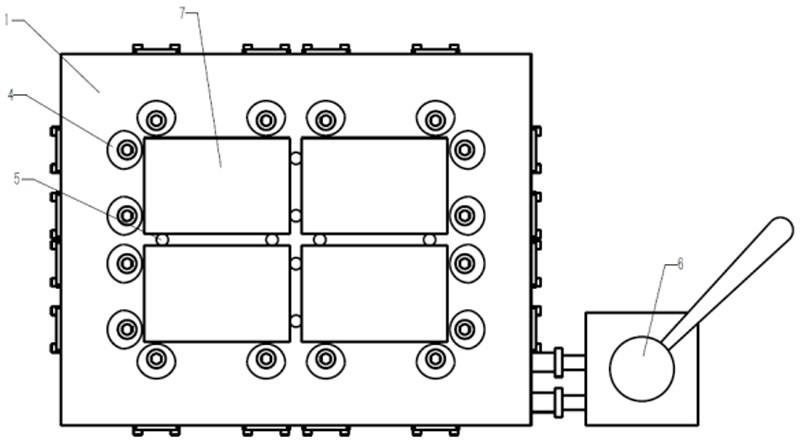
3、一种加工齿轮泵泵板的工装,包括本体、顶杆、拉钉、压板、销钉;所述本体具有一个工件放置定位表面,所述压板为多个,绕所述工件放置定位表面上的工件定位区域布置,所述压板安装在所述拉钉的顶端;所述拉钉安装于所述本体上的安装槽中并能在所述安装槽中升降,所述拉钉的下部侧壁上形成有圆槽,所述的顶杆布置于所述本体内的顶杆滑槽中并能在外力作用下沿所述顶杆滑槽移动,通过前部插入所述圆槽中,对所述拉钉锁紧。
4、其中,所述的拉钉的上部有螺纹孔,所述螺纹孔自所述拉钉的顶端向下延伸形成,用于通过螺钉将所述压板安装于所述拉钉的上端。
5、其中,所述圆槽的下部为角度为5-15°的锥面。
6、其中,所述的压板为偏心锥体。
7、其中,所述顶杆的前部为头部为球面的圆柱。
8、其中,所述圆柱的直径小于所述拉钉下部的圆槽的高度。
9、其中,所述工件放置定位表面由所述压板包围的工件定位区域中布置多个销钉,将所述工件定位区域分开成四个区,每个区用于放置一个预加工泵板。
10、本实用新型的加工齿轮泵泵板的工装,结构合理,操作方便,尤其是使用该工装后,泵板的加工效率提高了10倍以上,且显著降低产品不合格率。
技术特征:
1.加工齿轮泵泵板的工装,其特征在于,包括本体、顶杆、拉钉、压板、销钉;所述本体具有一个工件放置定位表面,所述压板为多个,绕所述工件放置定位表面上的工件定位区域布置,所述压板安装在所述拉钉的顶端;所述拉钉安装于所述本体上的安装槽中并能在所述安装槽中升降,所述拉钉的下部侧壁上形成有圆槽,所述的顶杆布置于所述本体内的顶杆滑槽中并能在外力作用下沿所述顶杆滑槽移动,通过前部插入所述圆槽中,对所述拉钉锁紧。
2.根据权利要求1所述加工齿轮泵泵板的工装,其特征在于,所述的拉钉的上部有螺纹孔,所述螺纹孔自所述拉钉的顶端向下延伸形成,用于通过螺钉将所述压板安装于所述拉钉的上端。
3.根据权利要求1所述加工齿轮泵泵板的工装,其特征在于,所述圆槽的下部为角度为5-15°的锥面。
4.根据权利要求1所述加工齿轮泵泵板的工装,其特征在于,所述的压板为偏心锥体。
5.根据权利要求1所述加工齿轮泵泵板的工装,其特征在于,所述顶杆的前部为头部为球面的圆柱。
6.根据权利要求5所述加工齿轮泵泵板的工装,其特征在于,所述圆柱的直径小于拉钉下部的圆槽的高度。
7.根据权利要求1所述加工齿轮泵泵板的工装,其特征在于,所述工件放置定位表面由所述压板包围的工件定位区域中布置多个销钉,将所述工件定位区域分开成四个区,每个区用于放置一个预加工泵板。
技术总结
本技术公开一种加工齿轮泵泵板的工装,包括本体、顶杆、拉钉、压板、销钉;所述本体具有一个工件放置定位表面,所述压板为多个,绕所述工件放置定位表面上的工件定位区域布置,所述压板安装在所述拉钉的顶端;所述拉钉安装于所述本体上的安装槽中并在安装槽中升降移动,所述拉钉的下部侧壁上形成有圆槽,所述的顶杆布置于所述本体内的顶杆滑槽中并能在沿所述顶杆滑槽移动,通过前部插入所述圆槽中,对所述拉钉锁紧。本技术的加工齿轮泵泵板的工装,结构合理,操作方便,尤其是使用该工装后,泵板的加工效率提高了10倍以上,且显著降低产品不合格率。
技术研发人员:李阳涛
受保护的技术使用者:天津市兆川机电制造厂
技术研发日:20230426
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!