一种主弦杆连接套自动焊接定位装置的制作方法
本技术涉及连接套焊接定位工装,尤其是涉及一种主弦杆连接套自动焊接定位装置。
背景技术:
1、塔机塔身高度的增加是通过标准节依次连接来实现的,标准节之间的连接是通过主弦杆两端的连接套来实现的,进行连接的两连接套之间穿过高强度螺栓进行固定。现有技术中主弦杆上的连接套在焊接时,都是人工进行焊接,焊接时分为两道工序。为保证焊接的质量,先是将主弦杆和连接套放置在定位工装上进行点焊,由于现有的定位工装会对连接套和主弦杆的缝隙焊接时造成干涉,因此对缝隙进行焊接时,需要将主弦杆从定位工装取下,主弦杆取下后方便对主弦杆进行转动,便于焊接。现有的焊接方式,两道焊接工序之间,零部件的装卸和搬运需要耗费大量的人力和时间成本,为提高主弦杆连接套的焊接效率,节约成本,我们提出一种主弦杆连接套自动焊接定位装置。
技术实现思路
1、本实用新型针对上述现有技术中的问题,提供一种主弦杆连接套自动焊接定位装置,通过以下技术方案得以实现的:
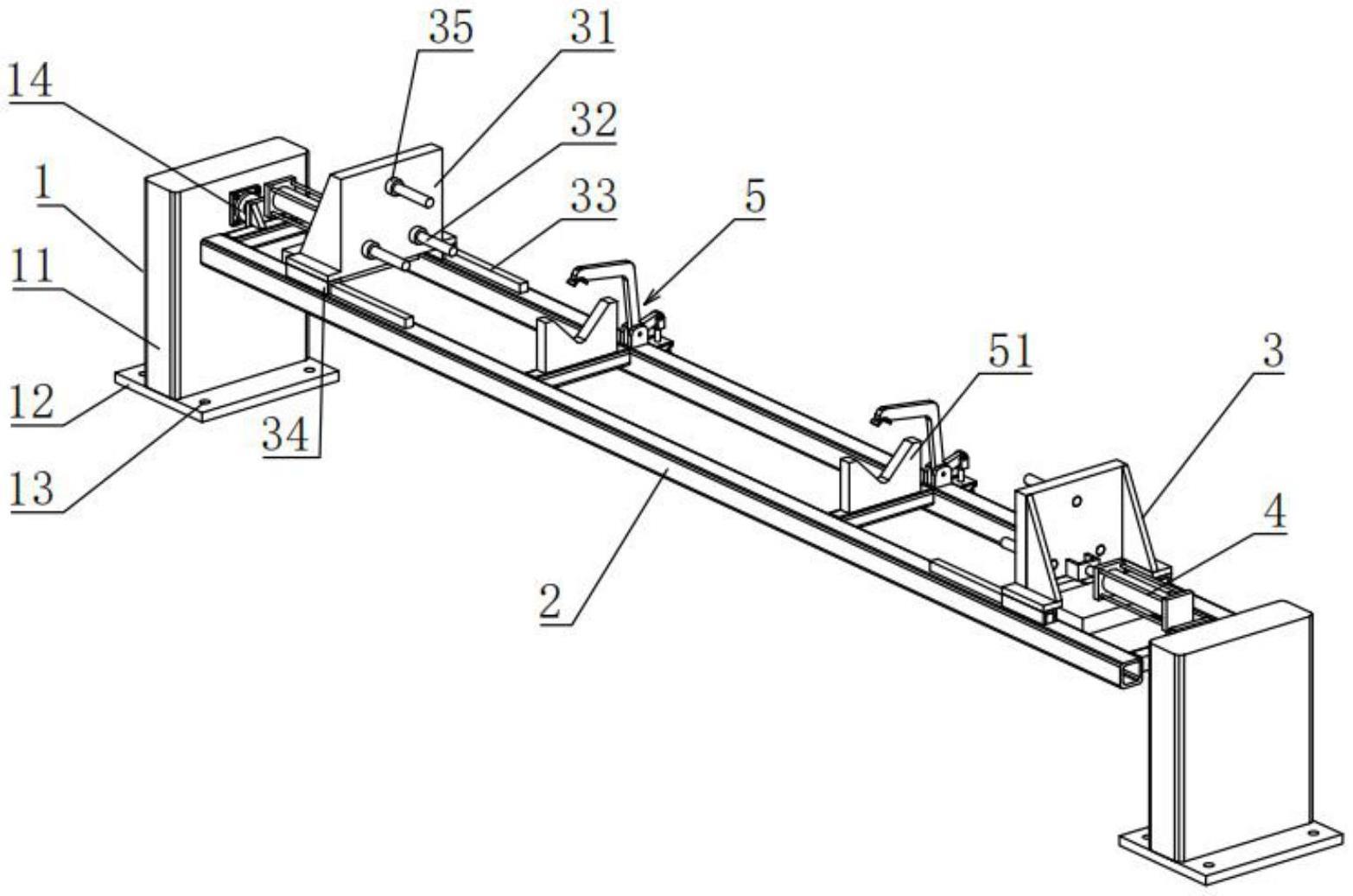
2、一种主弦杆连接套自动焊接定位装置,包括回转驱动架和回转架,所述回转架设置于回转驱动架上,所述回转驱动架用于驱动回转架进行转动,所述回转架两端分别滑移连接有连接套固定组件,所述回转架上固定连接有驱动气缸,所述驱动气缸的活塞杆与连接套固定组件连接,两所述连接套固定组件之间设置有两组主弦杆固定组件。
3、本实用新型进一步设置为:所述连接套固定组件包括支撑板和定位杆,所述回转架上端面固定连接有两平行设置的导轨,所述支撑板下端面固定连接有两平行设置的滑块,所述滑块滑移连接于导轨上,所述驱动气缸的活塞杆固定连接于支撑板的竖直侧壁上,所述定位杆固定连接于支撑板的另一竖直侧壁上,所述定位杆靠近支撑板的一端固定连接有磁铁环。
4、本实用新型进一步设置为:所述主弦杆固定组件包括定位板、夹紧气缸和夹紧杆,所述定位板固定连接于回转架的上端面,所述定位板上端面开设有直角槽,所述夹紧气缸的缸体固定连接于回转架的竖直侧壁上,所述夹紧气缸的活塞杆上固定连接有第一铰接座,所述回转架的上端面固定连接有第二铰接座,所述夹紧杆呈z型,所述夹紧杆一端与第一铰接座铰接,所述夹紧杆拐角处与第二铰接座铰接,所述夹紧杆另一端固定连接有压紧座。
5、本实用新型进一步设置为:所述回转驱动架包括两平行设置的支撑箱,所述支撑箱下端面固定连接有连接座,所述连接座上开设有连接孔,两所述支撑箱互相靠近的侧壁上均固定连接有轴承,所述回转架两端固定连接有与轴承连接的回转轴,其中一所述支撑箱内腔中固定连接有电动旋转台,所述电动旋转台与其中一回转轴固定连接。
6、综上所述,本实用新型的有益技术效果为:
7、本申请中主弦杆和连接套一次装夹固定,即可完成焊接,两道工序合二为一,从而降低了人力成本,另外还节约了两道工序之间,零部件装卸和搬运耗费的时间,大大提高了连接套的焊接效率。
技术特征:
1.一种主弦杆连接套自动焊接定位装置,其特征在于,包括回转驱动架(1)和回转架(2),所述回转架(2)设置于回转驱动架(1)上,所述回转驱动架(1)用于驱动回转架(2)进行转动,所述回转架(2)两端分别滑移连接有连接套固定组件(3),所述回转架(2)上固定连接有驱动气缸(4),所述驱动气缸(4)的活塞杆与连接套固定组件(3)连接,两所述连接套固定组件(3)之间设置有两组主弦杆固定组件(5)。
2.根据权利要求1所述的一种主弦杆连接套自动焊接定位装置,其特征在于,所述连接套固定组件(3)包括支撑板(31)和定位杆(32),所述回转架(2)上端面固定连接有两平行设置的导轨(33),所述支撑板(31)下端面固定连接有两平行设置的滑块(34),所述滑块(34)滑移连接于导轨(33)上,所述驱动气缸(4)的活塞杆固定连接于支撑板(31)的竖直侧壁上,所述定位杆(32)固定连接于支撑板(31)的另一竖直侧壁上,所述定位杆(32)靠近支撑板(31)的一端固定连接有磁铁环(35)。
3.根据权利要求2所述的一种主弦杆连接套自动焊接定位装置,其特征在于,所述主弦杆固定组件(5)包括定位板(51)、夹紧气缸(52)和夹紧杆(53),所述定位板(51)固定连接于回转架(2)的上端面,所述定位板(51)上端面开设有直角槽(54),所述夹紧气缸(52)的缸体固定连接于回转架(2)的竖直侧壁上,所述夹紧气缸(52)的活塞杆上固定连接有第一铰接座(55),所述回转架(2)的上端面固定连接有第二铰接座(56),所述夹紧杆(53)呈z型,所述夹紧杆(53)一端与第一铰接座(55)铰接,所述夹紧杆(53)拐角处与第二铰接座(56)铰接,所述夹紧杆(53)另一端固定连接有压紧座(57)。
4.根据权利要求3所述的一种主弦杆连接套自动焊接定位装置,其特征在于,所述回转驱动架包括两平行设置的支撑箱(11),所述支撑箱(11)下端面固定连接有连接座(12),所述连接座(12)上开设有连接孔(13),两所述支撑箱(11)互相靠近的侧壁上均固定连接有轴承(14),所述回转架(2)两端固定连接有与轴承(14)连接的回转轴(21),其中一所述支撑箱(11)内腔中固定连接有电动旋转台(15),所述电动旋转台(15)与其中一回转轴(21)固定连接。
技术总结
本技术涉及一种主弦杆连接套自动焊接定位装置,属于连接套焊接定位工装技术领域,包括回转驱动架和回转架,回转架设置于回转驱动架上,回转驱动架用于驱动回转架进行转动,回转架两端分别滑移连接有连接套固定组件,回转架上固定连接有驱动气缸,驱动气缸的活塞杆与连接套固定组件连接,两连接套固定组件之间设置有两组主弦杆固定组件,本申请中主弦杆和连接套一次装夹固定,即可完成焊接,两道工序合二为一,从而降低了人力成本,另外还节约了两道工序之间,零部件装卸和搬运耗费的时间,大大提高了连接套的焊接效率。
技术研发人员:孙伟,孙立,韩纪厚
受保护的技术使用者:山东中昌重工有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!