钢结构檩托板焊接辅助工装的制作方法
本技术涉及一种钢结构檩托板焊接辅助工装,属于檩托板生产。
背景技术:
1、钢结构工程中,通常需要用到檩托板,一个1万平方的工业厂房,通常需要上万只檩托板,参照图6,该钢结构檩托板包括相互垂直的檩托板底板和檩托板立板。
2、经检索在以往的钢结构制作过程中,檩托板都是采用人工进行焊接,目前技术考虑不全面,具有以下弊端:
3、目前有两种焊接方法:一是在构件上直接拼焊檩托板,二是由一名焊工专人负责焊接好檩托板后再焊接到钢结构构件上;不管采用何种方式,效率都比较低,而且还需要一名具有一定专业技能的焊接工人,生产成本高。
4、现有技术中,一般利用定位块对被焊零件进行基础的定位以实现位置精准,再通过气缸或其他可施加压力的机构向压紧块施压,进而将被焊零件固定于当前位置,并保证在焊接等操作过程中被焊零件不会发生位置偏移。
5、亟待一种钢结构檩托板焊接辅助工装,实现快速摆好檩托板底板和檩托板立板的位置,开启电磁铁后,使得檩托板底板吸附在矩形定位板上,檩托板底板和檩托板立板的位置相对定位,便于对檩托板底板和檩托板立板的拼接处进行焊接,且易于加工制造,且成本较低。
技术实现思路
1、为解决上述问题之一,根据以上现有技术中的不足,本实用新型要解决的技术问题是:如何实现快速摆好檩托板底板和檩托板立板的位置,开启电磁铁后,使得檩托板底板吸附在矩形定位板上,檩托板底板和檩托板立板的位置相对定位,便于对檩托板底板和檩托板立板的拼接处进行焊接,为此提供一种钢结构檩托板焊接辅助工装。
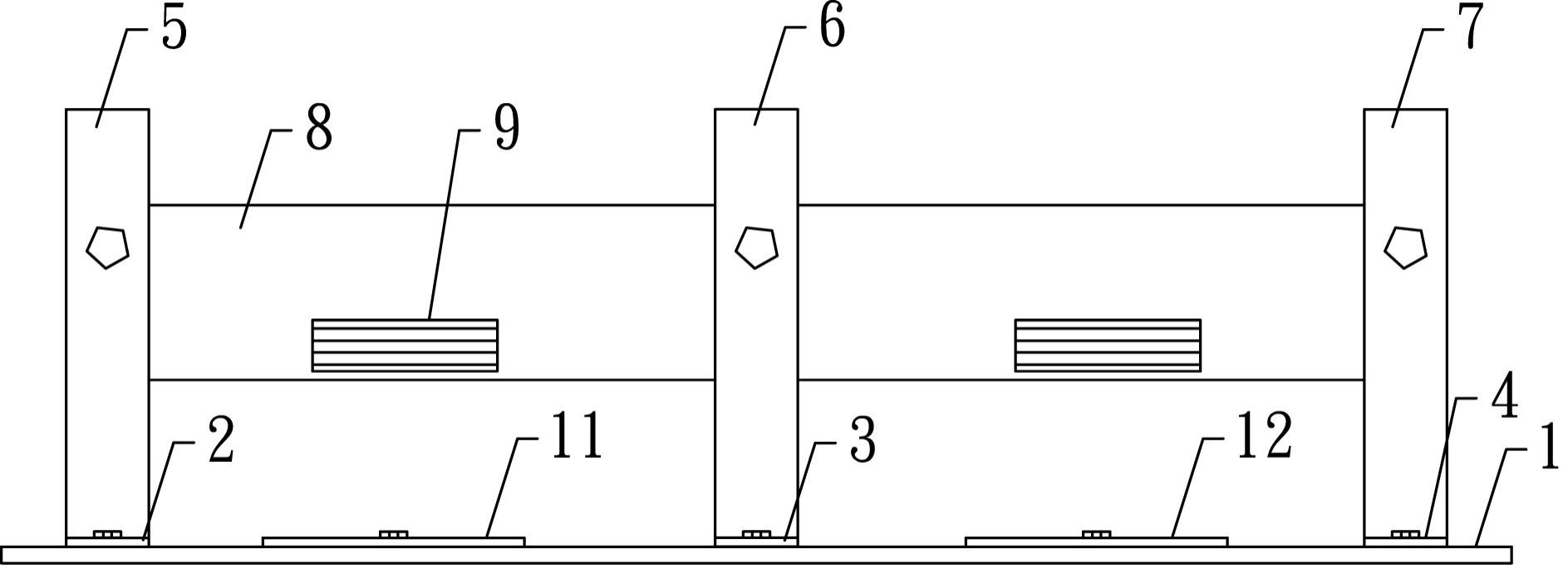
2、本实用新型所述的钢结构檩托板焊接辅助工装,包括矩形底板,其特征在于:所述矩形底板的上表面设置有相互平行且间隔设置的条形板a、条形板b和条形板c,所述条形板a、条形板b和条形板c的中部分别垂直安装有第一支撑竖板、第二支撑竖板及第三支撑竖板,所述第一支撑竖板、第二支撑竖板及第三支撑竖板均处于同一竖平面内,还包括一竖向的矩形定位板,所述第一支撑竖板、第二支撑竖板和第三支撑竖板均固定在该矩形定位板的前侧面上,所述矩形定位板的底部侧边与矩形底板的上表面之间具有预留过料间隙,所述矩形定位板上设置有用于吸附固定工件的电磁铁。
3、该工装用于辅助焊接钢结构檩托板,钢结构檩托板包括相互垂直的檩托板底板和檩托板立板,先将两组檩托板底板均摆放在矩形底板的上表面,先摆放第一组檩托板底板,将该檩托板底板的左侧边与条形板a的右侧边抵接在一起,然后取一个檩托板立板贴附在矩形定位板的前侧面上,摆正该檩托板立板的位置,使该檩托板立板的左侧边与第一支撑竖板的右侧边相抵接,且该檩托板立板的底部侧边抵接在第一组檩托板底板的上表面;
4、再摆放第二组檩托板底板,将该檩托板底板的左侧边与条形板b的右侧边抵接在一起,然后再取一个檩托板立板贴附在矩形定位板的前侧面上,摆正该檩托板立板的位置,使该檩托板立板的左侧边与第二支撑竖板的右侧边相抵接,且该檩托板立板的底部侧边抵接在第二组檩托板底板的上表面;
5、最后开启电磁铁,使得两组檩托板底板吸附在矩形定位板上,檩托板底板和檩托板立板的位置相对定位,便于对檩托板底板和檩托板立板的拼接处进行焊接。
6、优选地,所述条形板a与第一支撑竖板等宽设置,且同一侧边处于同一竖直面内;所述条形板b与第二支撑竖板等宽设置,且同一侧边处于同一竖直面内;所述条形板c与第三支撑竖板等宽设置,且同一侧边处于同一竖直面内。
7、优选地,所述第一支撑竖板与第二支撑竖板之间以及第二支撑竖板与第三支撑竖板之间的矩形定位板上分别设置有一电磁铁,所述矩形定位板上设置有镶嵌电磁铁的凹槽,使得电磁铁的外侧面与矩形定位板的外侧面平齐。
8、优选地,所述条形板a的尾部与条形板b的尾部之间的矩形底板的上表面设置有一后定位板a,所述后定位板a的前侧边垂直于条形板a的长度方向,对应檩托板底板的后侧边与后定位板a的前侧边相抵接,用于对该檩托板底板的后侧边进行定位;所述条形板b的尾部与条形板c的尾部之间的矩形底板的上表面设置有一后定位板b,所述后定位板b的前侧边垂直于条形板b的长度方向,对应檩托板底板的后侧边与后定位板b的前侧边相抵接,用于对该檩托板底板的后侧边进行定位。
9、优选地,所述后定位板a和后定位板b分别通过对应的固定螺栓h固定于矩形底板的上表面,其位置可相对于条形板a的长度方向进行调节。
10、优选地,所述第一支撑竖板的前后两端分别通过一固定螺栓a固定在矩形底板的上表面;所述第二支撑竖板的前后两端分别通过一固定螺栓b固定在矩形底板的上表面;所述第三支撑竖板的前后两端分别通过一固定螺栓c固定在矩形底板的上表面。
11、优选地,所述第一支撑竖板的底端垂直焊接在条形板a的上表面,所述第二支撑竖板的底端垂直焊接在条形板b的上表面,所述第三支撑竖板的底端焊接在条形板c的上表面。
12、优选地,所述第一支撑竖板通过固定螺栓d固定在矩形定位板的前侧面上,第二支撑竖板固定螺栓e固定在矩形定位板的前侧面上,所述第三支撑竖板通过固定螺栓f固定在矩形定位板的前侧面上。
13、优选地,所述矩形底板、条形板a、条形板b、条形板c、第一支撑竖板、第二支撑竖板、第三支撑竖板及矩形定位板均为钢板加工而成。
14、优选地,所述矩形底板固定在工作台的上表面。
15、与现有技术相比,本实用新型具有以下有益效果:
16、本实用新型所述的钢结构檩托板焊接辅助工装,实现快速摆好檩托板底板和檩托板立板的位置,开启电磁铁后,使得檩托板底板吸附在矩形定位板上,檩托板底板和檩托板立板的位置相对定位,便于对檩托板底板和檩托板立板的拼接处进行焊接,且易于加工制造,且成本较低。
17、本实用新型所述的钢结构檩托板焊接辅助工装,所述条形板a的尾部与条形板b的尾部之间的矩形底板的上表面设置有一后定位板a,所述后定位板a的前侧边垂直于条形板a的长度方向,对应檩托板底板的后侧边与后定位板a的前侧边相抵接,用于对该檩托板底板的后侧边进行定位;所述条形板b的尾部与条形板c的尾部之间的矩形底板的上表面设置有一后定位板b,所述后定位板b的前侧边垂直于条形板b的长度方向,对应檩托板底板的后侧边与后定位板b的前侧边相抵接,用于对该檩托板底板的后侧边进行定位。
18、本实用新型所述的钢结构檩托板焊接辅助工装,所述后定位板a和后定位板b分别通过对应的固定螺栓h固定于矩形底板的上表面,其位置可相对于条形板a的长度方向进行调节。
技术特征:
1.一种钢结构檩托板焊接辅助工装,包括矩形底板,其特征在于:所述矩形底板的上表面设置有相互平行且间隔设置的条形板a、条形板b和条形板c,所述条形板a、条形板b和条形板c的中部分别垂直安装有第一支撑竖板、第二支撑竖板及第三支撑竖板,所述第一支撑竖板、第二支撑竖板及第三支撑竖板均处于同一竖平面内,还包括一竖向的矩形定位板,所述第一支撑竖板、第二支撑竖板和第三支撑竖板均固定在该矩形定位板的前侧面上,所述矩形定位板的底部侧边与矩形底板的上表面之间具有预留过料间隙,所述矩形定位板上设置有用于吸附固定工件的电磁铁。
2.根据权利要求1所述钢结构檩托板焊接辅助工装,其特征在于,所述条形板a与第一支撑竖板等宽设置,且同一侧边处于同一竖直面内;所述条形板b与第二支撑竖板等宽设置,且同一侧边处于同一竖直面内;所述条形板c与第三支撑竖板等宽设置,且同一侧边处于同一竖直面内。
3.根据权利要求2所述钢结构檩托板焊接辅助工装,其特征在于,所述第一支撑竖板与第二支撑竖板之间以及第二支撑竖板与第三支撑竖板之间的矩形定位板上分别设置有一电磁铁,所述矩形定位板上设置有镶嵌电磁铁的凹槽,使得电磁铁的外侧面与矩形定位板的外侧面平齐。
4.根据权利要求3所述钢结构檩托板焊接辅助工装,其特征在于,所述条形板a的尾部与条形板b的尾部之间的矩形底板的上表面设置有一后定位板a,所述后定位板a的前侧边垂直于条形板a的长度方向,对应檩托板底板的后侧边与后定位板a的前侧边相抵接,用于对该檩托板底板的后侧边进行定位;所述条形板b的尾部与条形板c的尾部之间的矩形底板的上表面设置有一后定位板b,所述后定位板b的前侧边垂直于条形板b的长度方向,对应檩托板底板的后侧边与后定位板b的前侧边相抵接,用于对该檩托板底板的后侧边进行定位。
5.根据权利要求4所述钢结构檩托板焊接辅助工装,其特征在于,所述后定位板a和后定位板b分别通过对应的固定螺栓h固定于矩形底板的上表面。
6.根据权利要求5所述钢结构檩托板焊接辅助工装,其特征在于,所述第一支撑竖板的前后两端分别通过一固定螺栓a固定在矩形底板的上表面;所述第二支撑竖板的前后两端分别通过一固定螺栓b固定在矩形底板的上表面;所述第三支撑竖板的前后两端分别通过一固定螺栓c固定在矩形底板的上表面。
技术总结
本技术涉及一种钢结构檩托板焊接辅助工装,属于檩托板生产技术领域。包括一竖向的矩形定位板,所述第一支撑竖板、第二支撑竖板和第三支撑竖板均固定在该矩形定位板的前侧面上,所述矩形定位板的底部侧边与矩形底板的上表面之间具有预留过料间隙,所述矩形定位板上设置有用于吸附固定工件的电磁铁。本技术具有以下有益效果:本技术所述的钢结构檩托板焊接辅助工装,实现快速摆好檩托板底板和檩托板立板的位置,开启电磁铁后,使得檩托板底板吸附在矩形定位板上,檩托板底板和檩托板立板的位置相对定位,便于对檩托板底板和檩托板立板的拼接处进行焊接,且易于加工制造,且成本较低。
技术研发人员:邱国营,鲍光普,黄雪梅
受保护的技术使用者:山东东恒新材料科技有限公司
技术研发日:20230428
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!