一种波浪形断屑槽端面锪刀的制作方法
本技术涉及金属切削领域,具体地说是一种波浪形断屑槽端面锪刀。
背景技术:
1、锪削工艺是一种用锪钻或锪刀刮平孔的端面或切出沉孔的方法。现在市面上加工孔平面用的超硬刀具大多采用的直刃没有断屑功能。cn202207810u中,加工大的孔口平面会切削出来如锪面刃一样宽度的切屑影响机床的排屑系统同时大的切屑还容易出长屑绕在机床上造成伤人停机发生的现像。
技术实现思路
1、针对以上问题,本实用新型提出了一种波浪形断屑槽端面锪刀。该锪刀在前端刀刃处通过精密激光加工出一定深度的波浪形挡屑机构阻止切削成直线形排出,避免长屑绕在机床,停机伤人。
2、本实用新型具体采用了以下技术方案:
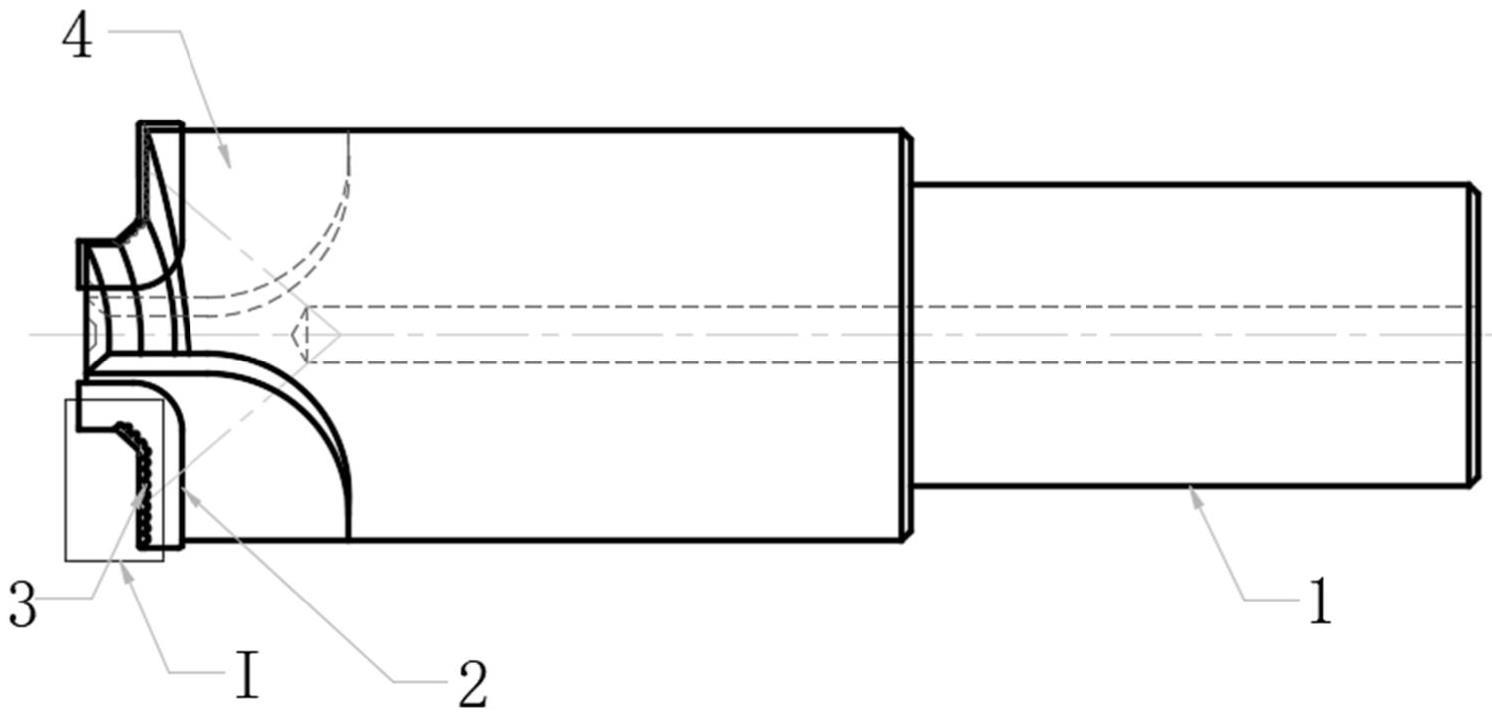
3、一种波浪形断屑槽端面锪刀,包括锪面刀体、锪面刀刃以及波浪断屑槽,所述锪面刀刃焊接于所述锪面刀体前端,一定深度的波浪断屑槽沿锪面刀刃的刃口分布。
4、进一步,所述锪面刀刃焊接于排屑槽前端。
5、进一步,所述锪面刀刃的刃口包括若干个弯折部。
6、进一步,所述锪面刀体前端至少分布两个锪面刀刃,两个锪面刀刃沿锪刀轴心的中心对称分布。
7、进一步,所述锪面刀体前端至少分布两个排屑槽,两个排屑槽锪刀轴心的中心对称分布。
8、相比现有技术,本实用新型具有以下有益效果:
9、本方案是在产生宽切屑的切屑刃上采用精密激光加工出一定深度的波浪形挡屑机构阻止切削成直线形排出,波浪形的深度和宽度是根据不同的被加工材料来加工和设定的。波浪形断屑槽机构的锪面刀具可有效的限制切削的宽度和长度,避免了长屑绕机床、伤人事件发生。
技术特征:
1.一种波浪形断屑槽端面锪刀,其特征在于,包括锪面刀体(1)、锪面刀刃(2)以及波浪断屑槽(3),所述锪面刀刃(2)焊接于所述锪面刀体(1)前端,一定深度的波浪断屑槽(3)沿锪面刀刃(2)的刃口分布。
2.根据权利要求1所述的波浪形断屑槽端面锪刀,其特征在于,所述锪面刀刃(2)焊接于排屑槽(4)前端。
3.根据权利要求1所述的波浪形断屑槽端面锪刀,其特征在于,所述锪面刀刃(2)的刃口包括若干个弯折部。
4.根据权利要求1所述的波浪形断屑槽端面锪刀,其特征在于,所述锪面刀体(1)前端至少分布两个锪面刀刃(2),两个锪面刀刃(2)沿锪刀轴心的中心对称分布。
5.根据权利要求1所述的波浪形断屑槽端面锪刀,其特征在于,所述锪面刀体(1)前端至少分布两个排屑槽(4),两个排屑槽(4)锪刀轴心的中心对称分布。
技术总结
本技术涉及金属切削领域,具体地说是一种波浪形断屑槽端面锪刀。包括锪面刀体、锪面刀刃以及波浪断屑槽,锪面刀刃焊接于锪面刀体前端,一定深度的波浪断屑槽沿锪面刀刃的刃口分布。锪面刀刃焊接于排屑槽前端。锪面刀刃的刃口包括若干个弯折部。锪面刀体前端至少分布两个锪面刀刃,两个锪面刀刃沿锪刀轴心的中心对称分布。锪面刀体前端至少分布两个排屑槽,两个排屑槽锪刀轴心的中心对称分布。波浪形断屑槽可可有效的限制切削的宽度和长度,避免长屑绕在机床上造成伤人停机发生的现象。
技术研发人员:刘俊超,郑博,严伟宏
受保护的技术使用者:上海新山田精密刀具有限公司
技术研发日:20230427
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!