一种汽车零件加工用定位工装的制作方法
本技术属于零件加工,特别是涉及一种汽车零件加工用定位工装。
背景技术:
1、随着我国经济的不断发展,汽车需求量也在持续增加,汽车零部件作为整个汽车工业的基础,汽车零部件在生产过称中,经常需要对汽车零件进行焊接、钻孔、开槽等加工,需要先将汽车零件进行定位夹持才能进一步地对汽车零部件进行相应的加工,现有汽车零件加工过程使用的夹持工装在实际使用过程中仍存在一些不足之处,它在实际使用中仍存在以下弊端:
2、现有的汽车零件加工用定位工装大多只能对汽车零件进行简单的定位夹持,在汽车零件的正面加工完成后,通常需要手动进行翻面并重新进行夹持才能够对汽车零件的背面进行加工,但这种方式不仅会降低汽车零件的加工效率,另外若只完成汽车零件的正面焊接作业就将汽车零件进行翻转,则容易使焊接完成的焊点开裂。
3、因此,现有的汽车零件加工用定位工装,无法满足实际使用中的需求,所以市面上迫切需要能改进的技术,以解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种汽车零件加工用定位工装,通过设置翻转夹持组件、止锁组件,解决了现有的汽车零件加工用定位工装大多只能对汽车零件进行简单的定位夹持,在汽车零件的正面加工完成后,通常需要手动进行翻面并重新进行夹持才能够对汽车零件的背面进行加工,但这种方式不仅会降低汽车零件的加工效率,另外若只完成汽车零件的正面焊接作业就将汽车零件进行翻转,则容易使焊接完成的焊点开裂的问题。
2、为解决上述技术问题,本实用新型是通过以下技术方案实现的:
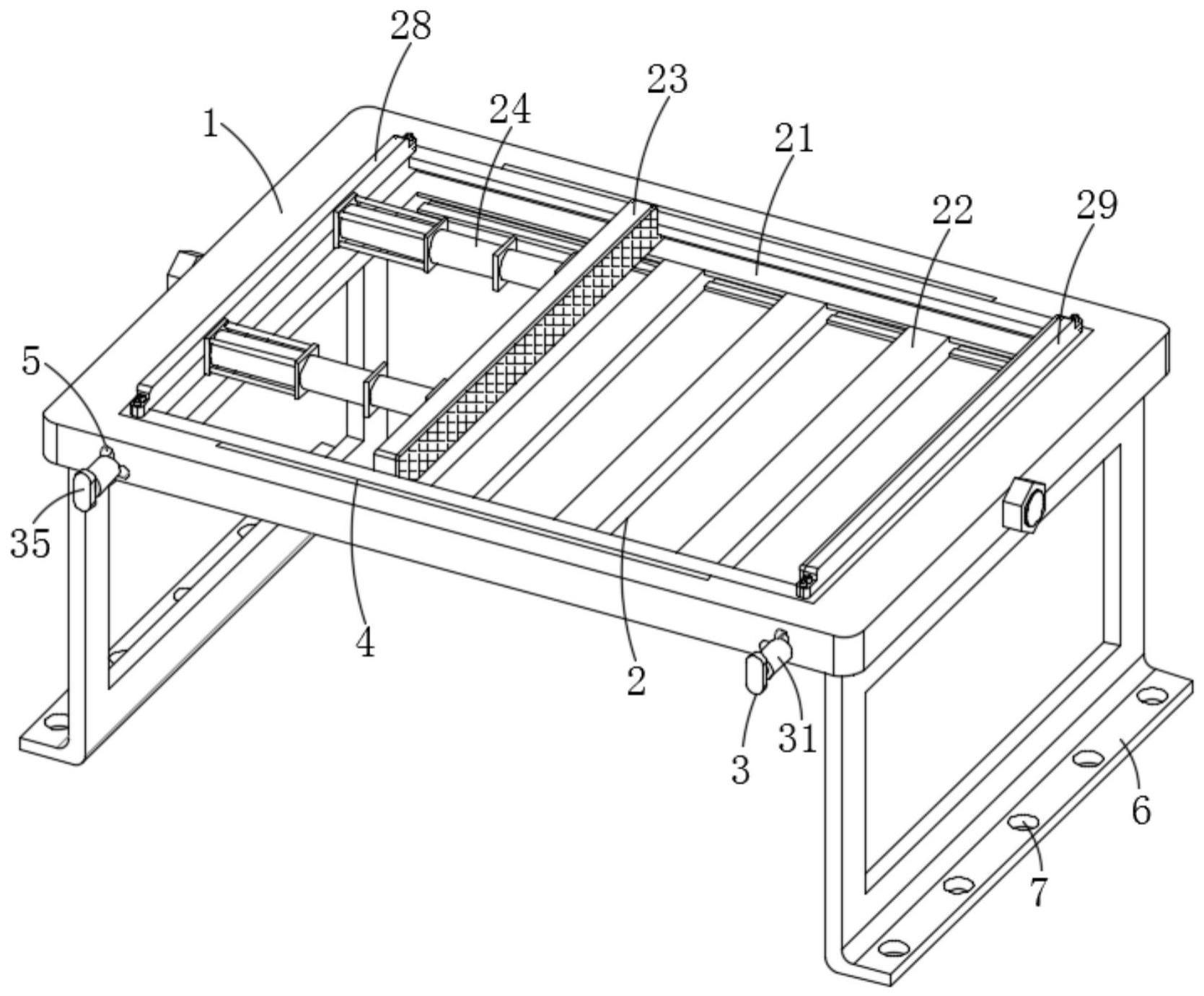
3、本实用新型为一种汽车零件加工用定位工装,包括支撑外框,所述支撑外框的内壁转动连接有翻转夹持组件,翻转夹持组件包括翻转内框,翻转内框的内壁分别滑动连接有支撑滑杆、夹持推板,夹持推板的侧壁固定连接有夹持气缸;
4、支撑外框的前侧壁固定连接有止锁组件,止锁组件包括限位套筒,限位套筒的内腔中活动连接有套杆,套杆的外壁套接有复位弹簧,套杆的后端固定连接有限位卡块,翻转内框的前、后两侧壁均开设有第一限位卡槽,限位卡块设置在第一限位卡槽的内部。
5、进一步地,翻转内框的左、右两侧壁均固定连接有支撑转轴,支撑转轴转动连接在支撑外框的内部;通过支撑转轴便于使翻转内框转动,翻转内框的前、后两侧壁呈圆弧形结构设置。
6、进一步地,支撑滑杆的底部螺纹连接有固定旋钮,固定旋钮的一端呈螺杆状,固定旋钮的另一端呈手柄状;通过固定旋钮便于固定支撑滑杆的位置,便于根据汽车零件的实际尺寸调节支撑滑杆的位置,有利于对多种尺寸的汽车零件进行支撑。
7、进一步地,翻转内框顶部的左、右两端通过螺栓分别固定连接有第一挡板、第二挡板,夹持气缸的固定座固定连接在第一挡板的右侧壁;第一挡板便于固定就夹持气缸,第二挡板便于配合夹持推板将汽车零件进行定位夹持。
8、进一步地,支撑外框的内部嵌入安装有第一磁性吸板,翻转内框的侧壁嵌入安装有第二磁性吸板;第一磁性吸板与第二磁性吸板配合连接,通过第一磁性吸板、第二磁性吸板便于使支撑外框与翻转内框吸附固定。
9、进一步地,支撑外框的前侧壁开设有第二限位卡槽,第一限位卡槽与第二限位卡槽连通,套杆的前端固定连接有拉拽手柄;通过拉拽手柄便于拉拽套杆,使得限位卡块向第二限位卡槽内移动,当限位卡块完全回缩到第二限位卡槽内即可转动翻转内框。
10、进一步地,支撑外框的底部通过螺栓固定连接有安装底架,安装底架的下端开设有安装孔;通过安装底架便于将该汽车零件加工用定位工装固定安装在加工设备的加工位置。
11、本实用新型具有以下有益效果:
12、本实用新型通过设置翻转夹持组件、止锁组件,不仅便于对汽车零件进行定位夹持,且在汽车零件的正面加工完成后,能够在无需重新夹持固定的前提下直接将汽车零件进行翻转,并通过止锁组件对翻转夹持组件进行限位,便于进一步对汽车零件的背面进行加工,有利于提高汽车零件的加工效率,另外也能够有效避免焊接完成的焊点开裂。
技术特征:
1.一种汽车零件加工用定位工装,包括支撑外框(1),其特征在于,所述支撑外框(1)的内壁转动连接有翻转夹持组件(2),翻转夹持组件(2)包括翻转内框(21),翻转内框(21)的内壁分别滑动连接有支撑滑杆(22)、夹持推板(23),夹持推板(23)的侧壁固定连接有夹持气缸(24);
2.根据权利要求1所述的一种汽车零件加工用定位工装,其特征在于,所述翻转内框(21)的左、右两侧壁均固定连接有支撑转轴(26),所述支撑转轴(26)转动连接在支撑外框(1)的内部。
3.根据权利要求1所述的一种汽车零件加工用定位工装,其特征在于,所述支撑滑杆(22)的底部螺纹连接有固定旋钮(27),所述固定旋钮(27)的一端呈螺杆状,所述固定旋钮(27)的另一端呈手柄状。
4.根据权利要求1所述的一种汽车零件加工用定位工装,其特征在于,所述翻转内框(21)顶部的左、右两端通过螺栓分别固定连接有第一挡板(28)、第二挡板(29),所述夹持气缸(24)的固定座固定连接在第一挡板(28)的右侧壁。
5.根据权利要求1所述的一种汽车零件加工用定位工装,其特征在于,所述支撑外框(1)的内部嵌入安装有第一磁性吸板(4),所述翻转内框(21)的侧壁嵌入安装有第二磁性吸板(210)。
6.根据权利要求1所述的一种汽车零件加工用定位工装,其特征在于,所述支撑外框(1)的前侧壁开设有第二限位卡槽(5),所述第一限位卡槽(25)与第二限位卡槽(5)连通,所述套杆(32)的前端固定连接有拉拽手柄(35)。
7.根据权利要求1所述的一种汽车零件加工用定位工装,其特征在于,所述支撑外框(1)的底部通过螺栓固定连接有安装底架(6),所述安装底架(6)的下端开设有安装孔(7)。
技术总结
本技术公开了一种汽车零件加工用定位工装,涉及零件加工技术领域。本技术包括支撑外框,翻转夹持组件包括翻转内框,翻转内框的内壁分别滑动连接有支撑滑杆、夹持推板,夹持推板的侧壁固定连接有夹持气缸,止锁组件包括限位套筒,套杆的外壁套接有复位弹簧,套杆的后端固定连接有限位卡块,限位卡块设置在第一限位卡槽的内部。本技术通过设置翻转夹持组件、止锁组件,不仅便于对汽车零件进行定位夹持,且能够在无需重新夹持固定的前提下直接将汽车零件进行翻转,并通过止锁组件对翻转夹持组件进行限位,便于进一步对汽车零件的背面进行加工,有利于提高汽车零件的加工效率,另外也能够有效避免焊接完成的焊点开裂的优点。
技术研发人员:于永奎,高秀峰,李洪禹
受保护的技术使用者:金辉自动化设备制造(大连)有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!