一种注塑油缸缸筒的镜面一次成型切削辊光刀具的制作方法
本技术涉及车削加工刀具,具体为一种注塑油缸缸筒的镜面一次成型切削辊光刀具。
背景技术:
1、目前,注塑油缸使用非常普及,注塑油缸缸筒作为重要部件,缸筒的镜面一次成型也是目前非常关注的重点,当前,大家认为注塑油缸缸筒采用珩磨面比辊光面好,认为辊光面的储油性能较差,从而会影响密封件的寿命;其实辊光面与珩磨面具有相同的储油性能,无论是辊光面还是珩磨面的油缸,使用过一段时间后二者的外观将完全相同,但珩磨面油缸内的密封件寿命已受到了影响;辊光面与珩磨面对比,表面采用辊光面对密封件磨损的改善比较低,同时,辊光面的加工速度和效率也会高很多,采用辊光工艺加工,表面光洁度非常稳定,所述需要一种刀具来满足现在的注塑油缸缸筒镜面一次成型工使用要求。
技术实现思路
1、本实用新型提供了一种注塑油缸缸筒的镜面一次成型切削辊光刀具,可以解决现有的注塑油缸缸筒的镜面使用珩磨面加工效率低、珩磨面油缸内的密封件寿命短的问题。
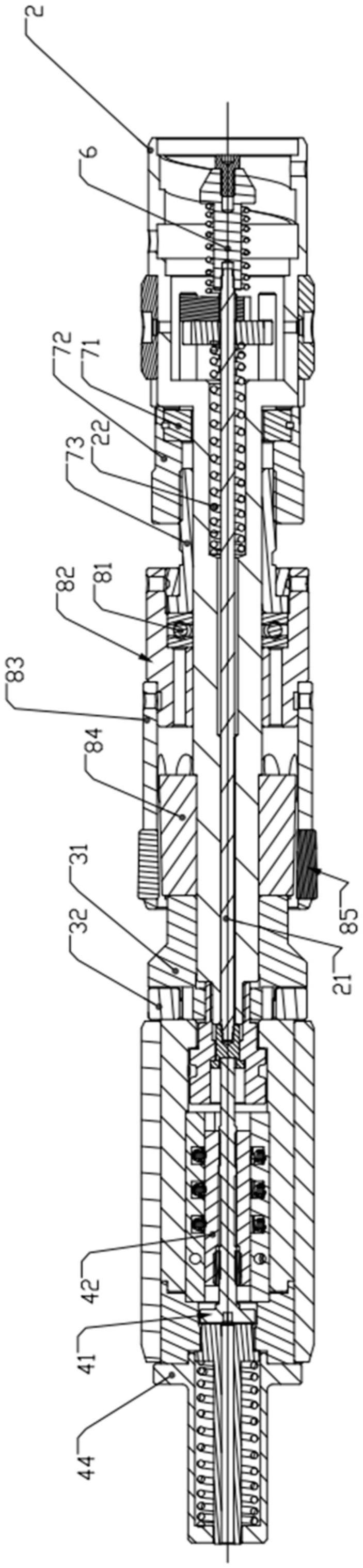
2、为实现上述目的,本实用新型提供如下技术方案:一种注塑油缸缸筒的镜面一次成型切削辊光刀具,包括刀头,所述刀头的右端设置有与车床相连的芯轴,所述刀头通过其左端的浮动机构安装有精刮刀或精镗刀;所述浮动机构包括套设在所述芯轴上的滚道锁紧环和与所述滚道锁紧环相滑配的转接套,所述滚道锁紧环远离所述刀头的一端设置有凸台,所述凸台的两侧径向对称设置有第一凹槽,所述转接套内部设置有与所述凸台相匹配的通孔,所述转接套靠近所述滚道锁紧环的一端设置有与所述第一凹槽相匹配的第一凸起,所述第一凸起沿着所述第一凹槽滑动,通过更换精刮刀或精镗刀可实现不同的功能,从而实现效率和精度提高,通过浮动机构,能根据需镗孔管壁情况自动跟踪切削。
3、作为优选,所述转接套远离所述滚道锁紧环的一端设置有与所述第一凸起呈90°夹角的第二凸起,所述精刮刀或精镗刀靠近所述转接套的一端设置有与所述第二凸起相匹配的第二凹槽,所述第二凸起沿着所述第二凹槽滑动,结构简单,通过浮动机构,能根据需镗孔管壁情况自动跟踪切削。
4、作为优选,所述芯轴内滑动连接有顶杆,所述顶杆的右端与所述车床的安装端相连,所述顶杆的左端与所述精刮刀或精镗刀相连,所述顶杆的靠近所述安装端的一端外壁上套设有弹簧,所述弹簧抵接所述安装端,弹性部件,安装方便。
5、作为优选,所述精刮刀和所述精镗刀的内部均设置有螺纹调节芯轴,所述螺纹调节芯轴的右端与所述顶杆相连,所述螺纹调节芯轴的外壁上套设有刮头调节芯轴,所述刮头调节芯轴的上下对称设置有与其相对应的刮刀块,所述刮头调节芯轴和所述刮刀块相邻的外侧面均为相配的锥形面,所述螺纹调节芯轴的左端设置有堵头端盖,非工作状态时,通过调节所述刮头调节芯轴和所述刮刀块位置,将所述刮刀块收回。
6、作为优选,所述刮刀块的朝外的一侧设置有刮刀片卡槽,所述刮刀片卡槽内卡接有刮刀片,更换刮刀片方便。
7、作为优选,所述芯轴呈台阶状,沿长度方向依次设置有同轴度的第一轴体、第二轴体和第三轴体,连接方便,限位简单。
8、作为优选,所述刀头的中部设置有微调组件,所述微调组件包括套设在所述第二轴体上靠近所述第一轴体一侧的拉伸转动套,所述拉伸转动套的右端沿圆周方向设置有若干个拉杆,所述拉杆插接在所述第一轴体的内部,所述拉伸转动套的外壁上套接有调节螺母,所述调节螺母的一端内部设置有与其相配的伸缩调节套,所述伸缩调节套套设在所述第二轴体的外壁上,安装方便,根据缸筒直径的不同进行微调加工尺寸。
9、作为优选,所述刀头靠近浮动机构的一端设置有辊头缩小组件,所述辊头缩小组件包括套设在所述第二轴体位于所述伸缩调节套一侧的轴承,所述轴承的外壁上套接有保持套底座,所述保持套底座的一端外壁上套接有保持套,所述保持套远离所述保持套底座一端的内部转动连接有滚道,所述滚道套接在所述第三轴体上,所述滚道的外侧面为斜面,所述保持套靠近所述滚道的一端外壁上沿圆周方向设置有若干个与内腔相连通开槽,所述开槽内设置有与所述滚道相配的锥形滚柱,通过辊头缩小组件实现刀具的缩小,退出缸筒,实现一次做工。
10、与现有技术相比,本实用新型的有益效果是:
11、结构简单,操作方便,大大的提高了注塑油缸缸筒的镜面一次成型的加工效率,使用该刀具可以在其他工序完成之后,作为最后一道工序进行加工,在技术上更加合理;采用辊光工艺加工,表面光洁度非常稳定,可以解决现有的注塑油缸缸筒的镜面使用珩磨面加工效率低、珩磨面油缸内的密封件寿命短的问题。
技术特征:
1.一种注塑油缸缸筒的镜面一次成型切削辊光刀具,其特征在于,包括:
2.根据权利要求1所述的注塑油缸缸筒的镜面一次成型切削辊光刀具,其特征在于:所述转接套(32)远离所述滚道锁紧环(31)的一端设置有与所述第一凸起(322)呈90°夹角的第二凸起(323),所述精刮刀(4)或精镗刀(5)靠近所述转接套(32)的一端设置有与所述第二凸起(323)相匹配的第二凹槽(45),所述第二凸起(323)沿着所述第二凹槽(45)滑动。
3.根据权利要求1所述的注塑油缸缸筒的镜面一次成型切削辊光刀具,其特征在于:所述芯轴(2)内滑动连接有顶杆(21),所述顶杆(21)的右端与所述车床的安装端(6)相连,所述顶杆(21)的左端与所述精刮刀(4)或精镗刀(5)相连,所述顶杆(21)的靠近所述安装端(6)的一端外壁上套设有弹簧(22),所述弹簧(22)抵接所述安装端(6)。
4.根据权利要求3所述的注塑油缸缸筒的镜面一次成型切削辊光刀具,其特征在于:所述精刮刀(4)和所述精镗刀(5)的内部均设置有螺纹调节芯轴(41),所述螺纹调节芯轴(41)的右端与所述顶杆(21)相连,所述螺纹调节芯轴(41)的外壁上套设有刮头调节芯轴(42),所述刮头调节芯轴(42)的上下对称设置有与其相对应的刮刀块(43),所述刮头调节芯轴(42)和所述刮刀块(43)相邻的外侧面均为相配的锥形面,所述螺纹调节芯轴(41)的左端设置有堵头端盖(44)。
5.根据权利要求4所述的注塑油缸缸筒的镜面一次成型切削辊光刀具,其特征在于:所述刮刀块(43)的朝外的一侧设置有刮刀片卡槽(431),所述刮刀片卡槽(431)内卡接有刮刀片(432)。
6.根据权利要求1所述的注塑油缸缸筒的镜面一次成型切削辊光刀具,其特征在于:所述芯轴(2)呈台阶状,沿长度方向依次设置有同轴度的第一轴体(23)、第二轴体(24)和第三轴体(25)。
7.根据权利要求6所述的注塑油缸缸筒的镜面一次成型切削辊光刀具,其特征在于:所述刀头(1)的中部设置有微调组件(7),所述微调组件(7)包括套设在所述第二轴体(24)上靠近所述第一轴体(23)一侧的拉伸转动套(71),所述拉伸转动套(71)的右端沿圆周方向设置有若干个拉杆(711),所述拉杆(711)插接在所述第一轴体(23)的内部,所述拉伸转动套(71)的外壁上套接有调节螺母(72),所述调节螺母(72)的一端内部设置有与其相配的伸缩调节套(73),所述伸缩调节套(73)套设在所述第二轴体(24)的外壁上。
8.根据权利要求7所述的注塑油缸缸筒的镜面一次成型切削辊光刀具,其特征在于:所述刀头(1)靠近浮动机构的一端设置有辊头缩小组件(8),所述辊头缩小组件(8)包括套设在所述第二轴体(24)位于所述伸缩调节套(73)一侧的轴承(81),所述轴承(81)的外壁上套接有保持套底座(82),所述保持套底座(82)的一端外壁上套接有保持套(83),所述保持套(83)远离所述保持套底座(82)一端的内部转动连接有滚道(84),所述滚道(84)套接在所述第三轴体(25)上,所述滚道(84)的外侧面为斜面,所述保持套(83)靠近所述滚道(84)的一端外壁上沿圆周方向设置有若干个与内腔相连通开槽(831),所述开槽(831)内设置有与所述滚道(84)相配的锥形滚柱(85)。
技术总结
本技术公开了一种注塑油缸缸筒的镜面一次成型切削辊光刀具,包括刀头,所述刀头的右端设置有与车床相连的芯轴,所述刀头通过其左端的浮动机构安装有精刮刀或精镗刀;所述浮动机构包括套设在所述芯轴上的滚道锁紧环和与所述滚道锁紧环相滑配的转接套,所述滚道锁紧环远离所述刀头的一端设置有凸台,所述凸台的两侧径向对称设置有第一凹槽,所述转接套内部设置有与所述凸台相匹配的通孔,所述转接套靠近所述滚道锁紧环的一端设置有与所述第一凹槽相匹配的第一凸起,所述第一凸起沿着所述第一凹槽滑动,本技术可以解决现有的注塑油缸缸筒的镜面使用珩磨面加工效率低、珩磨面油缸内的密封件寿命短的问题。
技术研发人员:张海振
受保护的技术使用者:宁波特领机械制造有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!