一种分齿钻孔夹具的制作方法
本技术涉及一种齿轮加工领域,具体涉及一种分齿钻孔夹具,用于加工齿轮油道孔的工装。
背景技术:
1、输入轴是手动变速器齿轮传动系统中的重要零件之一。输入轴通过其前端的花键与离合器从动盘花键连接,将发动机的输出扭矩传递给各级齿轮组和其他部件后传递至汽车车轮,使汽车能够正常行驶。
2、变速器输入轴齿轮的齿槽中都有三个圆周均布的油道孔,这三个孔一般在普通台钻上加工,采用轴类零件通用的v型块定位,但三个孔的位置需要预先数齿数,做标记后再钻孔,很不方便,且因容易疲劳分神而出错。
3、另一种方法就是设计复杂的翻转定位夹具来钻孔,但成本高,通用性不好,操作也不方便。再就是采用具备对齿分度功能的数控钻床加工,投资大,成本高,不划算。
4、经检索,cn218081773u 一种工件钻孔用分度定位装置,其包括夹头座体、分度盘、夹套、夹紧组件以及固定组件;分度盘与夹套同轴一体连接,且分度盘与夹头座体同轴转动连接,分度盘底壁与夹头座体顶壁接触,夹套伸入夹头座体内腔的一端与夹头座体转动连接;固定组件包括固定螺栓和锁紧手柄,固定螺栓与分度盘螺纹连接,夹头座体顶壁开设有用于固定螺栓螺纹连接的多个螺孔,多个螺孔沿夹头座体顶壁周向均匀分布,当分度盘固定时,固定螺栓螺纹连接于其中一螺孔中;锁紧手柄与夹头座体侧壁螺纹连接,且锁紧手柄伸入夹头座体一端与夹套外周壁抵接;夹紧组件设置于夹头座体上。本申请具有便于工件定位的效果。此结构不适用输入轴齿轮的分度定位。
5、目前没有检索到一种经济便捷,又适用的变速器输入轴齿轮的齿槽的油道孔的定位装置。
技术实现思路
1、本实用新型针对上述现有技术的不足,提供了一种分齿钻孔夹具,根据输入轴齿轮的结构特点,设置有夹持齿轮轴部的支撑单元及用于定位齿轮钻孔位置的分度盘,二者相互配合,解决了在普通台钻上实现分齿钻孔的加工定位问题,无需人工齿数做标记后,再钻孔,完全避免人为失误出错。
2、本分齿钻孔夹具采用模块化设计,不同产品只需更换分度盘,调整中心高度,设计结构简单、制造成本低,调整方便。无需设计制作复杂的翻转夹具定位钻孔。
3、本分齿钻孔夹具相对于采用更精确的带伺服分度功能的数控钻床加工而言,可大大节约投入成本,性价比高,有良好的推广价值。
4、本实用新型为解决上述问题所采用的技术手段为:
5、公开一种分齿钻孔夹具,待加工输入轴齿轮包括齿轮部和轴部;包括设置在滑座上的支撑单元,所述支撑单元承载输入轴齿轮的轴部,使输入轴齿轮嵌置在支撑单元内;靠近齿轮部的端面一侧,设置与齿轮部的端面贴合的分度盘,所述分度盘的周向设置有分度装置,通过分度装置的位置变化,以指示变速器输入轴齿轮的齿槽的钻孔位置。
6、本实用新型的分齿钻孔夹具通过对支撑单元和分度盘的设置,有效地将夹具与输入轴齿轮相结合,解决了在普通台钻上实现分齿钻孔的加工定位问题。
7、进一步地,所述支撑单元包括分置于滑座上的滑台和固定座,所述滑座固定在工作台上,通过相配合的导轨与滑台相接,滑台可在滑座上自由滑动。
8、进一步地,所述滑台和固定座的间隙大于齿轮部的厚度。
9、进一步地,所述滑台设置有开口端,所述开口端为v型定位支承,通过v型定位支承设置有与开口端内壁可拆卸安装的调整垫,确保加工工件的轴心线水平放正。
10、进一步地,所述分度盘安装在固定座与齿轮部的端面间;所述分度盘周向设置沿着齿槽延伸方向的分度装置。
11、进一步地,所述分度装置为分度销,所述分度销按加工油孔的圆周位置焊接在分度盘上。分度销按加工油孔的圆周位置焊接在分度盘上,正好卡在齿槽中,指示钻孔位置。
12、进一步地,所述固定座的中心设有一个腰形孔,定心杆穿过腰形孔,用于分度盘的定位和高度调整。腰型孔的两端设置正在固定座的竖直方向,给定心杆的位移提供空间和导向作用。
13、进一步地,所述定心杆设有两个台阶外圆,其中一个台阶外圆与分度盘的内孔间隙配合;另一个台阶外圆限位分度盘的轴向窜动。
14、进一步地,所述台阶外圆的长度大于分度盘的厚度。
15、本分齿钻孔夹具可针对类似形状的不同工件,只需更换不同的v形块调整垫和分度盘,同时根据工件高度调整定心杆的高度即可。
16、加工时,将待加工输入轴齿轮放于滑台的支撑单元上,然后用手压工件,朝分度盘方向推进,让分度销插入工件齿槽内,手工转动工件其中一个分度销朝上,钻孔加工;完成一个孔加工后,再手工转动工件到相邻第二个分度销位置,继续加工第二个孔;同样方法继续加工其余孔。完成后将工件往回退出,脱离分度盘,取下工件,完成一个加工循环。
17、本实用新型与现有技术相比其有益效果是:
18、本分齿钻孔夹具根据输入轴齿轮的结构特点,设置有夹持齿轮轴部的支撑单元及用于定位齿轮钻孔位置的分度盘,二者相互配合,解决了在普通台钻上实现分齿钻孔的加工定位问题,无需人工齿数做标记后,再钻孔,完全避免人为失误出错。
19、本分齿钻孔夹具采用模块化设计,不同产品只需更换分度盘,调整中心高度,设计结构简单、制造成本低,调整方便。无需设计制作复杂的翻转夹具定位钻孔。
20、本分齿钻孔夹具相对于采用更精确的带伺服分度功能的数控钻床加工而言,可大大节约投入成本,性价比高,有良好的推广价值。
技术特征:
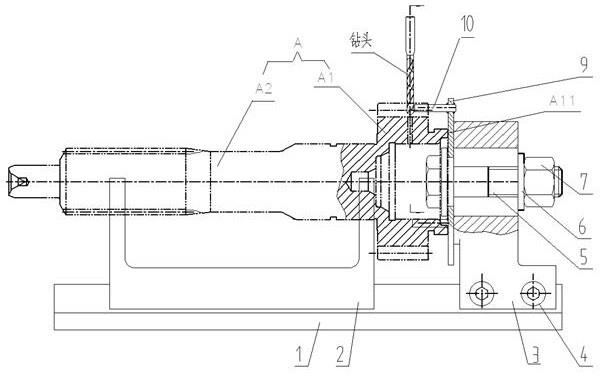
1.一种分齿钻孔夹具,待加工输入轴齿轮(a)包括齿轮部(a1)和轴部(a2);其特征在于,包括设置在滑座(1)上的支撑单元,所述支撑单元承载输入轴齿轮(a)的轴部(a2),使输入轴齿轮(a)嵌置在支撑单元内;靠近齿轮部(a1)的端面(a11)一侧,设置与齿轮部(a1)的端面(a11)贴合的分度盘(9),所述分度盘(9)的周向设置有分度装置,通过分度装置的位置变化,以指示变速器输入轴齿轮(a)的齿槽的钻孔位置。
2.根据权利要求1所述分齿钻孔夹具,其特征在于,所述支撑单元包括分置于滑座(1)上的滑台(2)和固定座(3),所述滑座(1)固定在工作台上,通过相配合的导轨与滑台(2)相接,滑台(2)可在滑座(1)上自由滑动。
3.根据权利要求2所述分齿钻孔夹具,其特征在于,所述滑台(2)和固定座(3)的间隙大于齿轮部(a1)的厚度。
4.根据权利要求2所述分齿钻孔夹具,其特征在于,所述滑台(2)设置有开口端(21),所述开口端(21)为v型定位支承,通过v型定位支承设置有与开口端(21)内壁可拆卸安装的调整垫(8),确保加工工件的轴心线水平放正。
5.根据权利要求2所述分齿钻孔夹具,其特征在于,所述分度盘(9)安装在固定座(3)与齿轮部(a1)的端面(a11)间;所述分度盘(9)周向设置沿着齿槽延伸方向的分度装置。
6.根据权利要求5所述分齿钻孔夹具,其特征在于,所述分度装置为分度销(10),所述分度销(10)按加工油孔的圆周位置焊接在分度盘(9)上。
7.根据权利要求2-6任意一项所述分齿钻孔夹具,其特征在于,所述固定座(3)的中心设有一个腰形孔(32),定心杆(5)穿过腰形孔(32),用于分度盘(9)的定位和高度调整。
8.根据权利要求7所述分齿钻孔夹具,其特征在于,所述定心杆(5)设有两个台阶外圆,其中一个台阶外圆与分度盘(9)的内孔间隙配合;另一个台阶外圆限位分度盘(9)的轴向窜动。
9.根据权利要求8所述分齿钻孔夹具,其特征在于,所述台阶外圆的长度大于分度盘(9)的厚度。
技术总结
本技术的分齿钻孔夹具,待加工输入轴齿轮包括齿轮部和轴部;包括设置在滑座上的支撑单元,所述支撑单元承载输入轴齿轮的轴部,使输入轴齿轮嵌置在支撑单元内;靠近齿轮部的端面一侧,设置与齿轮部的端面贴合的分度盘,所述分度盘的周向设置有分度装置,通过分度装置的位置变化,以指示变速器输入轴齿轮的齿槽的钻孔位置。根据输入轴齿轮的结构特点,设置有夹持齿轮轴部的支撑单元及用于定位齿轮钻孔位置的分度盘,二者相互配合,解决了在普通台钻上实现分齿钻孔的加工定位问题,无需人工齿数做标记后,再钻孔,完全避免人为失误出错。
技术研发人员:吴健洪,李俊雷
受保护的技术使用者:株洲齿轮有限责任公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!