一种多孔曲臂自动攻丝机的制作方法
本技术属于曲臂加工,尤其涉及一种多孔曲臂自动攻丝机。
背景技术:
1、曲臂是辅助车用天窗开合的部件,为了便于安装,通常在其两侧加工螺纹孔,但由于曲臂体积稍大,暂时没有合适的上料机构,所以加工时只能由人工将曲臂放置到攻丝机上,然后启动设备攻丝,攻丝完成后再由人工取下。因安装、固定、拆卸都由人工来完成,所以人工劳动强度较大,且工作效率不高。所以市场上急需一种可以自动上、下料的全自动攻丝机,来提高生产效率。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种多孔曲臂自动攻丝机,该攻丝机通过各机构之间的配合,实现了曲臂攻丝的自动生产,提高了生产效率。
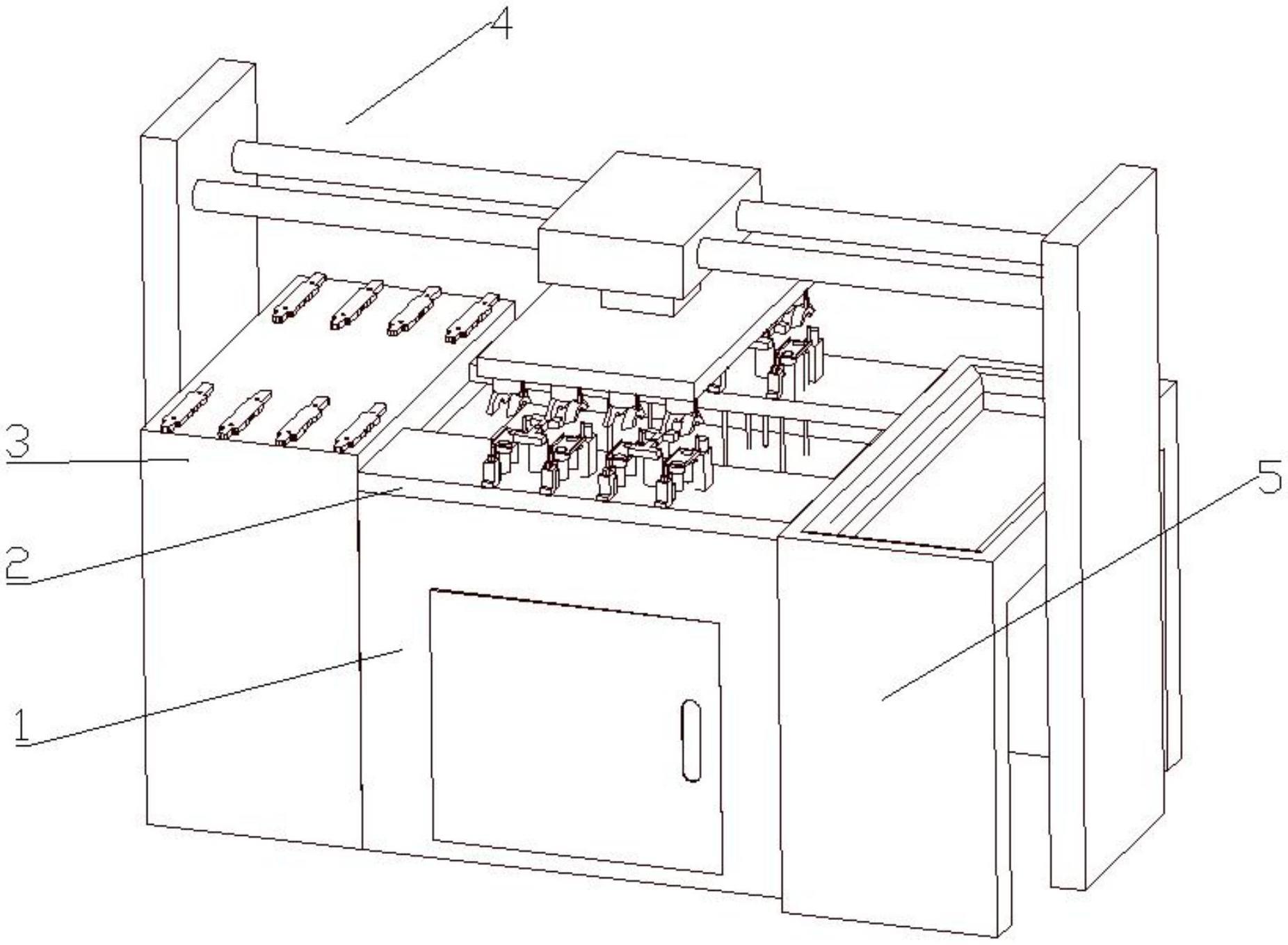
2、具体的,本实用新型公开了一种多孔曲臂攻丝机,包括机架,所述机架上设有工作台,工作台用于曲臂的加工;夹紧机构,所述夹紧机构安装在工作台上,用于夹紧曲臂;自动送料机构,所述自动送料机构下方安装有夹爪,自动送料机构带动夹爪运动,夹取曲臂;待料台,用于盛放待加工曲臂。
3、通过采用上述方案,自动送料机构上的夹爪将待料台上的曲臂夹取并送至机架上,夹紧机构固定曲臂后丝锥对曲臂进行加工,加工完成后再由自动送料机构将曲臂夹取至收料台,本实用新型实现了曲臂的自动上、下料与攻丝。
4、进一步的,所述工作台上设有若干组支撑柱与定位销,每组支撑柱与定位销之间还设有丝锥,每组支撑柱两侧还安装有支撑板,所述定位销安装在支撑板上。
5、通过采用上述方案,支撑柱与支撑板用于支撑曲臂,定位销用于曲臂的精确定位,丝锥两侧的支撑柱、支撑板与定位销三者配合,可提高丝锥攻丝时的稳定性。
6、进一步的,所述每组支撑柱之间设有定位板。
7、通过采用上述方案,定位板设在中间两支撑柱之间,提高了夹爪送料时的送料精度。
8、进一步的,所述夹紧机构若干,包括伸缩旋转气缸及安装在伸缩旋转气缸上的夹紧板,所述夹紧板跟随伸缩旋转气缸运动,夹紧曲臂。
9、通过采用上述方案,伸缩旋转气缸更加方便的对曲臂进行夹紧,结构简单,方便调节。
10、进一步的,所述夹紧板的截面为工字形。
11、通过采用上述方案,工字形两端宽,中间窄,伸缩旋转气缸工作前可方便曲臂的放置与夹取,不会与夹爪干涉,当伸缩旋转气缸工作后,夹紧板旋转90度,其两端较宽部分可对曲臂进行充分接触并压紧。
12、进一步的,所述自动送料机构包括立板、丝杆、滑块、气缸、顶板,所述丝杆穿过立板与立板可转动连接,所述滑块在丝杆上运动,所述气缸固定在滑块的底部,所述顶板安装在气缸的一端,气缸带动顶板运动。
13、通过采用上述方案,丝杆转动带动滑块左右运动,从而带动顶杆与夹爪运动,实现曲臂的运输。
14、进一步的,所述若干伸缩旋转气缸同时工作,若干丝锥同时工作。
15、通过采用上述方案,伸缩旋转气缸同时工作,丝杆同时工作,实现了各机构运动的一致性,可以满足多个曲臂同时加工,提高了工作效率。
16、进一步的,所述机架的后方还设有收料台,所述收料台用于收集攻丝后的曲臂。
17、通过采用上述方案,收料台便于曲臂的收集。
技术特征:
1.一种多孔曲臂自动攻丝机,其特征在于,包括:
2.根据权利要求1所述的多孔曲臂自动攻丝机,其特征在于,所述工作台(2)上设有若干组支撑柱(23)与定位销(21),每组支撑柱(23)与定位销(21)之间还设有丝锥(24),每组支撑柱(23)两侧还安装有支撑板(25),所述定位销(21)安装在支撑板(25)上。
3.根据权利要求2所述的多孔曲臂自动攻丝机,其特征在于,所述每组支撑柱(23)之间设有定位板(22)。
4.根据权利要求3所述的多孔曲臂自动攻丝机,其特征在于,所述夹紧机构若干,包括伸缩旋转气缸(26)及安装在伸缩旋转气缸(26)上的夹紧板(27),所述夹紧板(27)跟随伸缩旋转气缸(26)运动,夹紧曲臂。
5.根据权利要求4所述的多孔曲臂自动攻丝机,其特征在于,所述夹紧板(27)的截面为工字形。
6.根据权利要求5所述的多孔曲臂自动攻丝机,其特征在于,所述自动送料机构(4)包括立板(41)、丝杆(42)、滑块(43)、气缸(44)、顶板(45),所述丝杆(42)穿过立板(41)与立板(41)可转动连接,所述滑块(43)在丝杆(42)上运动,所述气缸(44)固定在滑块(43)的底部,所述顶板(45)安装在气缸(44)的一端,气缸(44)带动顶板(45)运动。
7.根据权利要求6所述的多孔曲臂自动攻丝机,其特征在于,所述若干伸缩旋转气缸(26)同时工作,若干丝锥(24)同时工作。
8.根据权利要求1所述的多孔曲臂自动攻丝机,其特征在于,所述机架(1)的后方还设有收料台(5),所述收料台(5)用于收集攻丝后的曲臂。
技术总结
本技术公开了一种多孔曲臂自动攻丝机,包括机架,所述机架上设有工作台,工作台用于曲臂的加工;夹紧机构,所述夹紧机构安装在工作台上,用于夹紧曲臂;自动送料机构,所述自动送料机构下方安装有夹爪,自动送料机构带动夹爪运动,夹取曲臂;待料台,用于盛放待加工曲臂。自动送料机构上的夹爪将待料台上的曲臂夹取并送至机架上,夹紧机构固定曲臂后丝锥对曲臂进行加工,加工完成后再由自动送料机构将曲臂夹取至收料台,本技术实现了曲臂的自动上、下料与攻丝。
技术研发人员:马志成
受保护的技术使用者:锐鑫晟汽车部件(昆山)有限公司
技术研发日:20230504
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!