一种衬套装配工装的制作方法
本技术涉及衬套装配,尤其涉及一种衬套装配工装。
背景技术:
1、随着汽车产业的发展,汽车内部好多部件安装有衬套,例如:控制臂、扭力梁、副车架、电机悬置等。现有技术中对于衬套的安装多采用人工敲击的方式,但由于人工敲击对操作人员存在一定的安全隐患,并且如果操作人员使用力度过大则极易敲碎产品。
2、为解决上述技术问题,如申请号为cn202211450653.0(申请公布号为cn115805559a)的中国发明专利《一种复材工装衬套压入装置》公开了一种能实现衬套安装的装置,该装置中将衬套的底部放置于靶标孔的内部,将盖板置于衬套的上方,工人通过手持扶持手柄,然后转动旋转手,通过旋转手柄带动旋转杆转动,旋转杆将会驱动螺杆进行转动,螺杆将会在螺套的内部转动,从而带动盖板向下放移动从而逐步将衬套顶入靶标孔的内部。虽然该衬套能避免敲击力度过大导致产品碎裂的问题,但由于该方式需要工人转动旋转手,故该方式费时费力,生产效率不高。
3、为此,现有技术中有专利号为zl201620980418.8(授权公告号为cn205927772u)的中国实用新型专利《转向节衬套压装机》公开了一种通过全自动液压实现衬套安装的压装机,该装置通过在台架上安装旋转支架装置,转向节安装在旋转支架装置上,并使衬套孔垂直向上,在台架上方设压力杆,压力杆通过快换夹头连接油缸,压力杆的底端连接压头与磁铁,磁铁将转向节衬套吸附在压头上,油缸传递液压至压头上,使转向节衬套压装在转向节的衬套孔内。虽然该装置能利用磁铁吸附衬套并使其保持竖直状态压装进衬套孔内,但是磁铁吸附容易导致衬套位置发生偏移,无法准确对衬套进行定位。
4、因此,需要对现有技术作进一步的改进。
技术实现思路
1、本实用新型所要解决的技术问题是针对上述现有技术,提供一种能使衬套保持压装姿态的衬套装配工装。
2、本实用新型解决上述技术问题所采用的技术方案为:该衬套装配工装,包括有
3、工作台;
4、定位机构,设于工作台上,用于对工件进行定位;
5、装配机构,设于工作台上,所述装配机构包括驱动件和与驱动件驱动相连的装配端,用于将衬套压入工件的待装配部中;
6、其特征在于:还包括有
7、锁紧机构,设于装配端上,用于将衬套锁紧于装配端上,以使衬套保持在待装配姿态,并在衬套装配完成后解除衬套与装配端之间的锁定;
8、所述锁紧机构包括:
9、定位柱,用于供衬套定位,其沿定位柱水平方向开设有两个插孔;
10、抵压件,包括沿定位柱轴向方向延伸的第一抵压部和与第一抵压部连接并沿垂直定位柱轴向方向延伸的第二抵压部,所述第一抵压部设于定位柱内,所述第二抵压部的至少一端外露于对应的插孔;以及
11、弹性件,约束在定位柱内,并作用于第一抵压部,以使第二抵压部始终具有至少一端外露于对应的插孔的趋势。
12、为了使衬套在装配端更好的定位,所述装配端开设有能所述衬套至少局部容纳的容纳室,所述定位柱设于容纳室的中央。
13、为了防止衬套意外脱落,所述装配机构还包括用于产生真空的真空泵,所述装配端上在容纳室内还设置有与真空泵相连通的真空口,用于通过真空口给容纳室内通入真空以吸附住衬套。这样通过真空吸附住衬套,能在锁紧机构锁紧的基础上进一步对衬套进行固定,能进一步提高衬套的安装稳固性。
14、为了检测衬套是否保持在待装配姿态,以提高装配准确性,在所述的容纳室内还设置有用于能检测所述衬套是否安放到位的真空压力传感器。
15、为了实现衬套安装的自动化控制,所述装配机构还包括与驱动件和真空压力传感器相连接的控制器,所述控制器被配置成根据真空压力传感器的真空检测结果以控制驱动件进行对应的动作。这样在衬套安放未到位时而自动使驱动件不动作,从而能防止衬套装配异常,提高产品的装配质量。
16、为了防止驱动件动作而带动衬套从定位柱上脱落时而将工件移动,优选地,还包括用于对定位后的工件进行压紧的压紧机构,所述压紧机构邻近所述定位机构设置。
17、为了便于工人操作,所述工作台上还设有供定位机构放置的滑台、滑轨和与滑台驱动相连的驱动机构,所述滑台在驱动机构的驱动下而能沿着滑轨滑动。该驱动机构可以与上述的控制器相连接,这样无需人工搬运,即可自动实现工件上料和下料。
18、为了实现衬套的装配,所述工作台上设有用于安装驱动件的安装板,所述安装板通过连接柱与工作台的上表面相连接,所述装配端朝向所述工作台设置,在所述驱动件的驱动下所述装配端上锁紧的衬套能自上而下压入工件的待装配部中。
19、与现有技术相比,本实用新型的优点在于:利用衬套装配时抵压第二抵压部外露于插孔的部分,从而衬套能套设在定位柱上,并利用弹性件的作用使第二抵压部始终作用于衬套的外周壁,以实现衬套锁紧于装配端而保持待装配姿态;另外在衬套装配完成后只需将驱动件驱动装配端移动,在驱动件的驱动下以使衬套能克服第二抵压部的压力,从而实现衬套与装配端上脱落。因此该装配工装的装配结构简单,能使衬套保持压装姿态,并且易脱落。
技术特征:
1.一种衬套装配工装,包括有
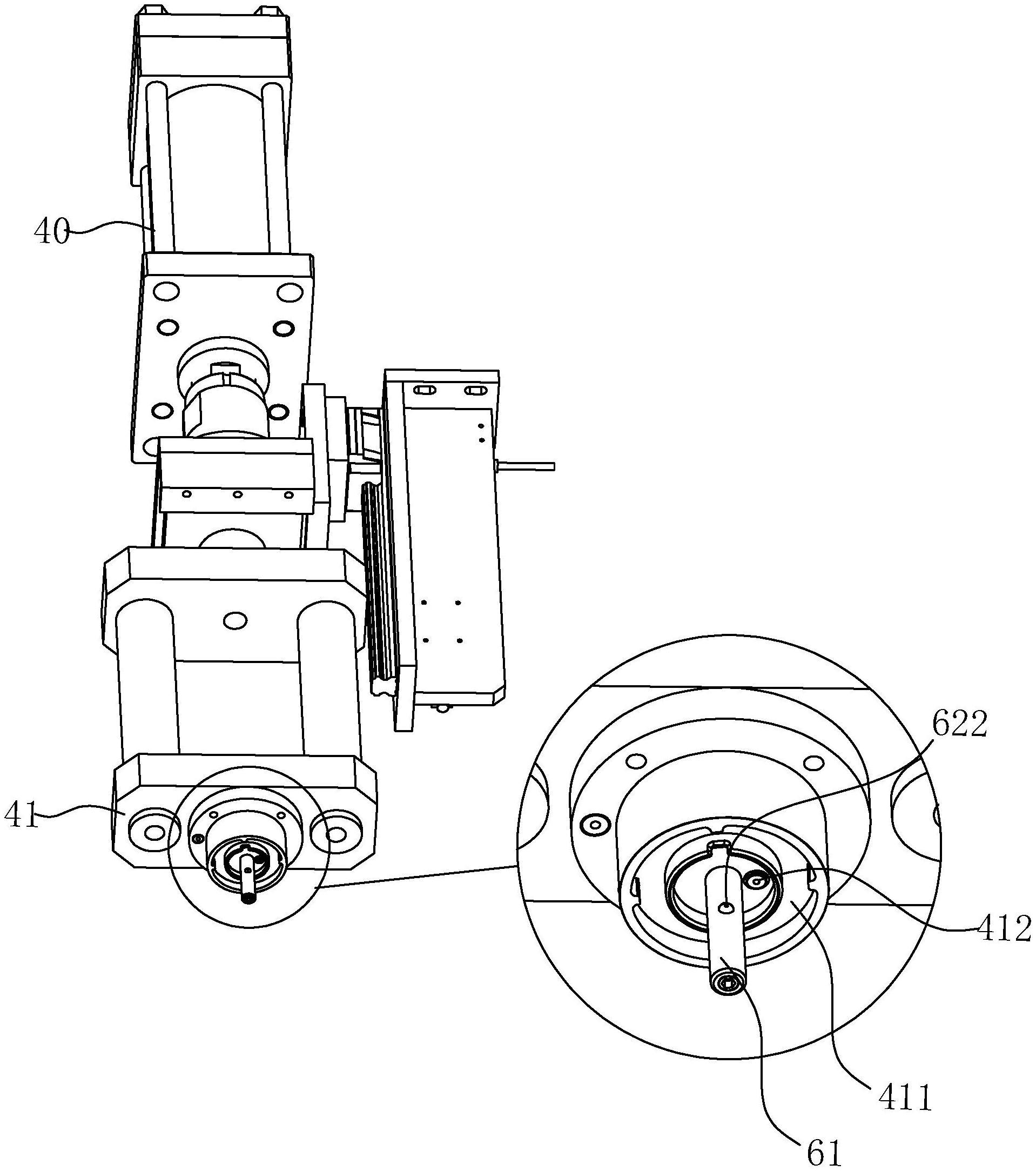
2.根据权利要求1所述的衬套装配工装,其特征在于:所述装配端(41)开设有能所述衬套(5)至少局部容纳的容纳室(411),所述定位柱(61)设于容纳室(411)的中央。
3.根据权利要求2所述的衬套装配工装,其特征在于:所述装配机构(4)还包括用于产生真空的真空泵,所述装配端(41)上在容纳室(411)内还设置有与真空泵相连通的真空口(412),用于通过真空口(412)给容纳室(411)内通入真空以吸附住衬套(5)。
4.根据权利要求3所述的衬套装配工装,其特征在于:在所述的容纳室(411)内还设置有用于能检测所述衬套(5)是否安放到位的真空压力传感器。
5.根据权利要求4所述的衬套装配工装,其特征在于:所述装配机构(4)还包括与驱动件(40)和真空压力传感器相连接的控制器,所述控制器被配置成根据真空压力传感器的真空检测结果以控制驱动件(40)进行对应的动作。
6.根据权利要求1~5任一项所述的衬套装配工装,其特征在于:还包括用于对定位后的工件(3)进行压紧的压紧机构(7),所述压紧机构(7)邻近所述定位机构(2)设置。
7.根据权利要求6所述的衬套装配工装,其特征在于:所述工作台(1)上还设有供定位机构(2)放置的滑台(81)、滑轨(82)和与滑台(81)驱动相连的驱动机构(83),所述滑台(81)在驱动机构(83)的驱动下能沿着滑轨(82)滑动。
8.根据权利要求7所述的衬套装配工装,其特征在于:所述工作台(1)上设有用于安装驱动件(40)的安装板(11),所述安装板(11)通过连接柱(12)与工作台(1)的上表面相连接,所述装配端(41)朝向所述工作台(1)设置,在所述驱动件(40)的驱动下所述装配端(41)上锁紧的衬套(5)能自上而下压入工件(3)的待装配部(31)中。
技术总结
本技术涉及一种衬套装配工装,包括工作台;定位机构;装配机构,设于工作台上,包括驱动件和与驱动件驱动相连的装配端;其特征在于:还包括用于将衬套锁紧于装配端上,以使衬套保持在待装配姿态,并在衬套装配完成后解除衬套与装配端之间锁定的锁紧机构,锁紧机构包括:定位柱,用于供衬套定位,其沿定位柱水平方向开设有两个插孔;抵压件,包括沿定位柱轴向方向延伸的第一抵压部和沿垂直定位柱轴向方向延伸的第二抵压部,第一抵压部设于定位柱内,第二抵压部的至少一端外露于对应的插孔以及弹性件,约束在定位柱内,作用于第一抵压部,以使第二抵压部始终具有至少一端外露于对应的插孔的趋势。该装配工装能使衬套保持压装姿态,并且易脱落。
技术研发人员:张升芳,孙应钦,相晓峰,齐远东,孟维林,周大才,李全顺,奚海峰,邓涛,周结玩,李胜华,黄涛,方贺帅,郑州文,陈伟
受保护的技术使用者:宁波旭升集团股份有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!