一种方形管定位焊接装置的制作方法
本技术涉及焊接定位,具体涉及一种方形管定位焊接装置。
背景技术:
1、波纹方形管道在制作时两个侧板为一体裁切成型,上下顶板则由多块依次拼接与两个侧板焊接在一起,在体量较大的制作时,由于侧板一体裁切成型重量较大,传统的对齐方式是通过行吊结合人工定位,需要多人协作,定位精度不易控制,导致效率不高。同时由于管道的焊缝较长且多,工作人员长时间手持焊头焊接劳动强度大,费时费力。
技术实现思路
1、本实用新型的目的就是针对上述之不足,而提供一种方形管定位焊接装置。
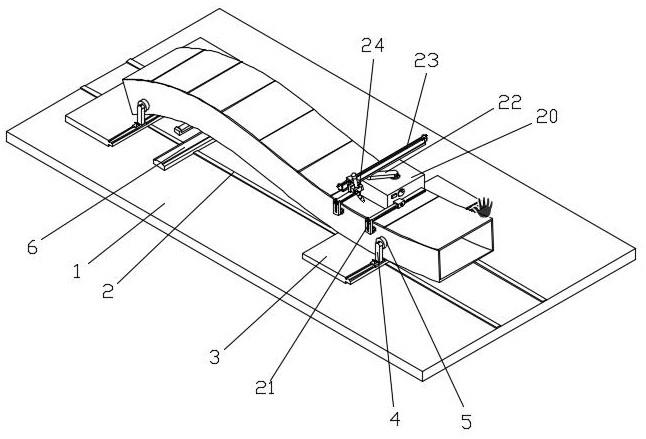
2、本实用新型包括定位台以及位于定位台上方的焊接小车,
3、定位台包括底板,底板上设有轨道,且在轨道上设有一组可移动支撑平台,可移动支撑平台的一侧设有一对可移动定位架,且在可移动定位架上设有用于固定焊接件的电磁铁;
4、焊接小车包括车体,车体的底部设有行走机构,车体的两侧分别设有可调节侧边限位轮,车体的顶部设有摆臂,且在摆臂的一端可转动连接有滑台,滑台的滑块上设有焊头固定组件。
5、位于相邻两个可移动支撑平台之间的轨道上还设有可移动升降支撑架。
6、可移动升降支撑架包括滑座和第一蜗轮丝杆升降机,滑座通过轨道轮在轨道上移动,第一蜗轮丝杆升降机滑动安装在滑座上,第一蜗轮丝杆升降机的顶升杆上可转动连接有支撑板。
7、可移动支撑平台通过一组轨道轮在轨道上移动,可移动支撑平台的一侧设有滑轨,可移动定位架通过滑轨在可移动支撑平台上左右移动。
8、可移动定位架的底部一端通过转轴与滑轨的滑块活动连接。
9、可移动定位架上设有竖向导向槽,且在导向槽内设有导向块,电磁铁通过导向块活动安装在可移动定位架上,导向块与竖向导向槽之间设有第二蜗轮丝杆升降机,所述电磁铁与导向块之间通过转轴活动连接。
10、可调节侧边限位轮包括安装在车体两侧的导向套,导向套内设有相配合的导杆,导向套上设有用于固定导杆的锁紧螺杆,导杆的一端设有竖向调节杆,竖向调节杆的底部一端设有滚轮,竖向调节杆上设有导向槽,导杆上设有与导向槽相配合的导向块,且在导向块上螺接有锁紧块,锁紧块内侧呈对称状设有楔形锁紧斜面。
11、竖向调节杆上设有滚轮安装座,且在滚轮安装座上设有滚轮锁紧手柄,滚轮通过销轴活动安装在滚轮安装座内。
12、摆臂的两端分别通过转轴与车体和滑台活动连接,且在转轴连接处设有角度锁紧螺杆。
13、滑台为手动丝杆滑台,焊头固定组件包括连接座、内侧固定块和外侧锁紧块,连接座固接在滑台的滑块上,内侧固定块通过螺杆可调节安装在连接座上,外侧锁紧块通过螺杆可拆卸连接在内侧固定块上。
14、本实用新型优点是:可以根据管道两端支撑点的长度快速调节可移动支撑平台之间的间距,并通过电磁铁固定侧板并移动到指定位置,定位精准快捷;焊接小车能够沿着焊缝的方向移动并带着焊头移动进行焊接,省时省力,提高工作效率。
技术特征:
1.一种方形管定位焊接装置,其特征在于包括定位台以及位于定位台上方的焊接小车,
2.根据权利要求1所述的一种方形管定位焊接装置,其特征在于位于相邻两个可移动支撑平台(3)之间的轨道(2)上还设有可移动升降支撑架(6)。
3.根据权利要求2所述的一种方形管定位焊接装置,其特征在于可移动升降支撑架(6)包括滑座(7)和第一蜗轮丝杆升降机(8),滑座(7)通过轨道轮在轨道(2)上移动,第一蜗轮丝杆升降机(8)滑动安装在滑座(7)上,第一蜗轮丝杆升降机(8)的顶升杆上可转动连接有支撑板(9)。
4.根据权利要求1所述的一种方形管定位焊接装置,其特征在于可移动支撑平台(3)通过一组轨道轮在轨道(2)上移动,可移动支撑平台(3)的一侧设有滑轨,可移动定位架(4)通过滑轨在可移动支撑平台(3)上左右移动。
5.根据权利要求1所述的一种方形管定位焊接装置,其特征在于可移动定位架(4)的底部一端通过转轴与滑轨的滑块活动连接。
6.根据权利要求1所述的一种方形管定位焊接装置,其特征在于可移动定位架(4)上设有竖向导向槽,且在导向槽内设有导向块,电磁铁(5)通过导向块活动安装在可移动定位架(4)上,导向块与竖向导向槽之间设有第二蜗轮丝杆升降机(12),所述电磁铁(5)与导向块之间通过转轴活动连接。
7.根据权利要求1所述的一种方形管定位焊接装置,其特征在于可调节侧边限位轮(21)包括安装在车体(20)两侧的导向套(26),导向套(26)内设有相配合的导杆(27),导向套(26)上设有用于固定导杆(27)的锁紧螺杆,导杆(27)的一端设有竖向调节杆(29),竖向调节杆(29)的底部一端设有滚轮(28),竖向调节杆(29)上设有导向槽,导杆(27)上设有与导向槽相配合的导向块,且在导向块上螺接有锁紧块(31),锁紧块(31)内侧呈对称状设有楔形锁紧斜面。
8.根据权利要求7所述的一种方形管定位焊接装置,其特征在于竖向调节杆(29)上设有滚轮安装座(32),且在滚轮安装座(32)上设有滚轮锁紧手柄(33),滚轮(28)通过销轴活动安装在滚轮安装座(32)内。
9.根据权利要求1所述的一种方形管定位焊接装置,其特征在于摆臂(22)的两端分别通过转轴与车体(20)和滑台(23)活动连接,且在转轴连接处设有角度锁紧螺杆。
10.根据权利要求1所述的一种方形管定位焊接装置,其特征在于滑台(23)为手动丝杆滑台,焊头固定组件(24)包括连接座(35)、内侧固定块(36)和外侧锁紧块(37),连接座(35)固接在滑台(23)的滑块上,内侧固定块(36)通过螺杆可调节安装在连接座(35)上,外侧锁紧块(37)通过螺杆可拆卸连接在内侧固定块(36)上。
技术总结
一种方形管定位焊接装置,包括定位台以及位于定位台上方的焊接小车,定位台包括底板(1),底板(1)上设有轨道(2),且在轨道(2)上设有一组可移动支撑平台(3),可移动支撑平台(3)的一侧设有一对可移动定位架(4),且在可移动定位架(4)上设有用于固定焊接件的电磁铁(5);本技术优点是:可以根据管道两端支撑点的长度快速调节可移动支撑平台之间的间距,并通过电磁铁固定侧板并移动到指定位置,定位精准快捷;焊接小车能够沿着焊缝的方向移动并带着焊头移动进行焊接,省时省力,提高工作效率。
技术研发人员:刘文军
受保护的技术使用者:湖北龙星钢构有限公司
技术研发日:20230506
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!