一种压紧力可调式结构的制作方法
本技术涉及模具领域,特别涉及一种压紧力可调式结构。
背景技术:
1、碳纤维拥有强度大,硬度高的材质特点,其强度和硬度远超过同体积同重量的金属材质。因此,碳纤维制品在航空、航海、军工等高科技工业领域有着广泛的应用。碳纤维制品通常有碳纤布通过预浸工艺形成预浸碳纤维板,并通过对预浸碳纤维板的加工形成最终成品。
2、目前碳纤维制品在工业上一般采用热压工艺或者模压工艺,一般包括以下工序:切割(将预浸碳纤维板裁切成适当的形状),预浸料加热软化,最终通过模压设备模压成型。但是,由于碳纤维制品成型后的性能与其模压过程中的模腔压力有关,对于造型较为复杂,具有不同深度深槽的工件,其很难保证不同位置的模腔压力稳定,造成同一碳纤维制品不同位置的强度不同。
3、另外,由于模具内的模腔压力很难测量,而生产碳纤维制品的过程中,需要控制模腔压力的大小,从而保证生产的碳纤维制品的质量,现有技术中通常采用测量模腔中空气压力的方法来测得模腔压力,但这种测量方法测量不准确,并且对于碳纤维制品模具其原材料为预浸碳纤维板,与普通注塑工艺不同,通过测量空气压力的方法也很难测出真正的模腔压力,因此控制模腔压力极为困难。另外,对于较为复杂的碳纤维制品,特别是对于具有不同深度深槽的工件,其需要保证不同位置的模腔压力相同,这种控制更加困难,因此需要本领域的技术人员解决上述问题。
技术实现思路
1、本技术的一个目的在于提供一种能控制并调整模腔内压紧力的可调式结构。
2、为达到以上目的,本技术采用的技术方案为:
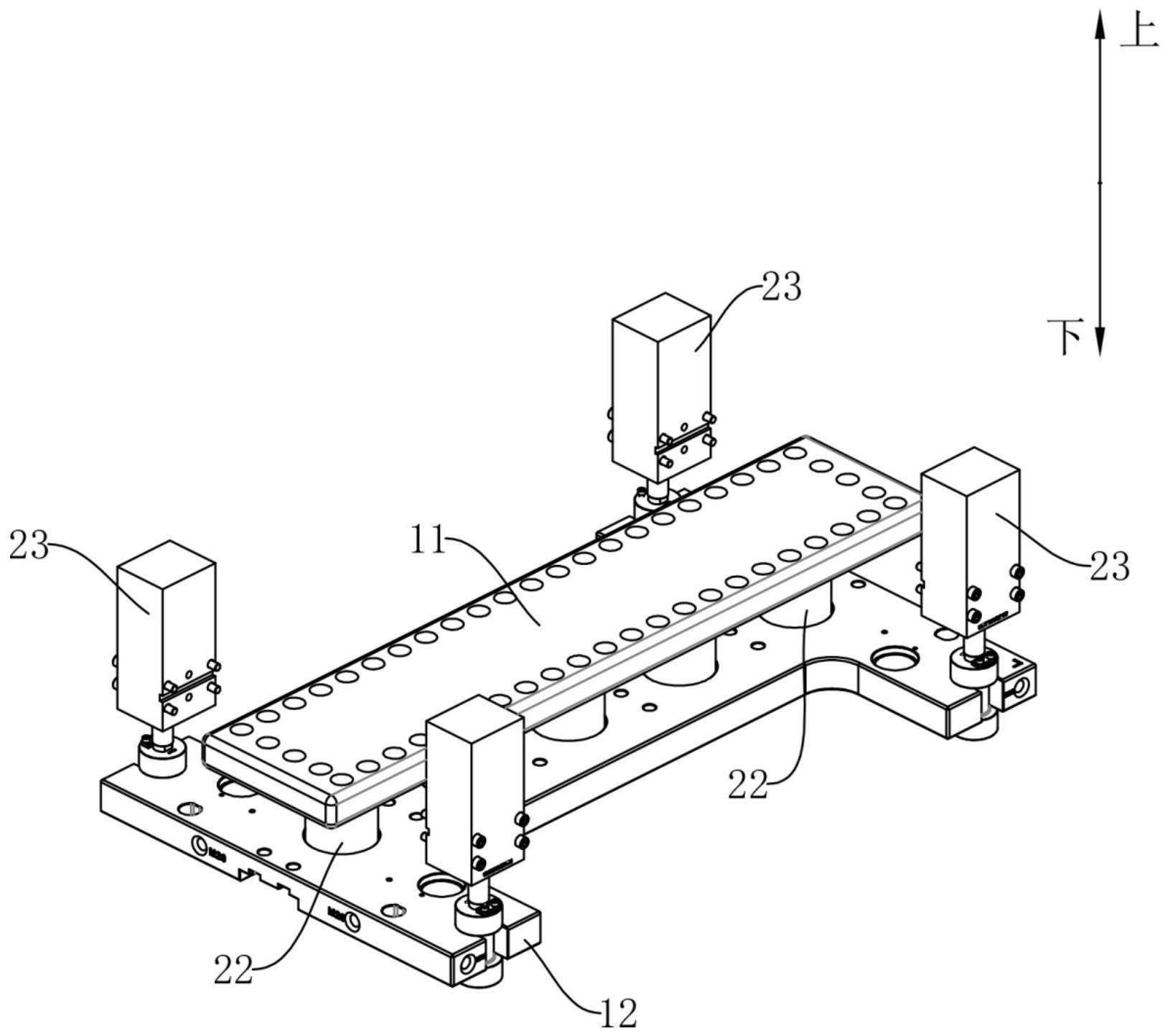
3、一种压紧力可调式结构,适于安装在模具内并成型碳纤维制品,所述可调式结构包括顶板组件和调节组件,所述调节组件安装在模具的固定板上,所述调节组件至少具有两组,且沿左右方向设置在所述顶板组件的一侧,所述顶板组件的另一侧设置模仁,所述顶板组件与所述模仁分体设置,且所述顶板组件适于抵触所述模仁,各组所述调节组件适于分别沿开合模方向运动,并控制所述顶板组件上各个位置与所述固定板相对应位置的平行度,从而控制所述模仁内各个位置的压紧力。
4、值得一提的是,所述模具包括固定板,所述固定板的外侧适于安装在机器上(机器包括模压机、注塑机等),通过控制机器的定模板和动模板之间发生相对运动,从而实现模具的开模和关模。调节组件适于控制顶板组件各个位置与固定板相对应位置的平行度,由于顶板组件的一侧设置所述模仁,因此易于理解的是顶板组件的一侧与所述模仁互相抵触,通过调整顶板组件的上各个位置与固定板相对应位置的平行度,就可以控制模仁上各个位置与固定板相对应位置的平行度,而由于固定板与机器的动模板或定模板连接,因此可以控制模仁上各个位置的压力。
5、值得一提的是,虽然模腔内的压力过大会影响最终成品的碳纤维工件的质量,但是如果模腔压力过小也同样会影响碳纤维制品的质量,造成部分位置没有模压到位,因此使顶板组件与模仁分体设置,且顶板组件适于抵触模仁,是为了减少模仁在模压过程中出现晃动,如果顶板组件与模仁一体成型,并且调节组件连接顶板组件,由于调节组件可沿开合模方向可活动地设置在模具内,因此模仁在模压过程中由于调节组件的设置会出现很大幅度的晃动,从而造成制品的品质下降。由于顶板组件和模仁分体设置,通过调节组件控制顶板组件发生偏转,从而控制该偏转的大小,防止由于偏转过大造成模腔压力过小的问题。
6、采用本技术的模具生产碳纤维制品具有以下优点:
7、(1)采用顶板组件和模仁相连,通过控制顶板组件与固定板之间的平行度,从而实现对模仁各个位置的平行度的控制,从而实现对模腔压力的控制,并可以实现对不同位置的模腔压力的控制;
8、(2)由于调节组件和顶板组件设置在模仁和固定板之间,并且由于调节组件沿开合模方向可活动地设置在模具内,因此通过沿开合模方向控制各个调节组件的位置,从而调节模仁各个位置之间的压紧力,从而实现模仁之间各个位置的压紧力可调的功能,从而方便控制整体模腔压力。
9、进一步优选,所述调节组件包括调心组件和调边组件,所述顶板组件包括内顶板和外顶板,所述内顶板的一侧与所述模仁的中部连接,所述内顶板的另一侧与所述调心组件连接,所述调心组件安装在所述固定板上,所述调心组件至少具有两组,且沿左右方向设置在所述内顶板的中部,所述调心组件适于沿开合模方向运动,并控制所述内顶板与所述固定板相对应位置的平行度,从而控制所述模仁中部的压紧力;所述外顶板安装在所述固定板的内侧,所述调边组件至少具有四组,并沿周向对称设置在所述外顶板的四周,所述调边组件的一端安装在所述外顶板上,所述调边组件的另一端适于抵触所述模仁的外周,所述调边组件适于沿开合模方向运动,并控制所述外顶板与所述固定板相对应位置的平行度,从而控制所述模仁外周的压紧力,所述调心组件和所述调边组件的运动方向相反。
10、进一步优选,所述调心组件和所述调边组件包括固定座和活动组件,所述调边组件适于通过所述固定座与所述模仁相连,所述调心组件适于通过所述固定座与所述固定板相连,所述活动组件沿开合模方向与所述固定座可活动地连接;所述调心组件的可活动距离小于所述调边组件的可活动距离。
11、进一步优选,所述活动组件为伸缩杆,所述伸缩杆沿开合模方向与所述固定座可活动地连接,所述伸缩杆的一端沿开合模方向与所述固定座可活动地连接,所述伸缩杆的另一端固定安装在所述外顶板上。
12、进一步优选,所述固定座内沿开合模方向设置有油缸,所述伸缩杆的一端设置有活塞,所述活塞适于在所述油缸内沿开合模方向可滑动地连接,所述油缸包括出油腔,当开始模压成型时,所述出油腔通过溢流阀与油箱相连,当所述外顶板受到的压力高于所述溢流阀的设定压力时,所述出油腔适于通过所述溢流阀卸荷。
13、进一步优选,所述活动组件为伸缩碗,所述伸缩碗具有弹性,且所述伸缩碗的碗口朝向所述固定座设置,所述伸缩碗的碗底的外壁适于抵触所述内顶板;所述伸缩碗适于限制所述内顶板受到的压力。
14、进一步优选,所述伸缩碗的顶部套设有调整环,所述伸缩碗的碗底凸出于所述调整环设置,所述伸缩碗上沿径向向外凸出设置有限位部,所述限位部的顶部适于抵触所述调整环的底部,当准备模压成型时,所述伸缩碗的碗底适于抵触所述内顶板,并使所述伸缩碗出现弹性变形,并处于预压状态,且所述限位部适于压紧所述调整环;在模压成型时,所述调整环适于以所述伸缩碗的碗底为支点晃动,并控制所述内顶板不同位置的压力。
15、进一步优选,所述伸缩碗内界定一容纳腔,所述伸缩碗上设置有可封闭的进油口和出油口,所述进油口和所述出油口适于连通所述容纳腔,所述容纳腔内填充有液压油,所述液压油适于通过所述进油口或所述出油口进入或离开所述伸缩碗,并控制所述伸缩碗的弹力,当开始模压成型时,所述进油口和所述出油口适于封闭,并控制所述伸缩碗的弹性系数固定。
16、与现有技术相比,本技术的有益效果在于:
17、采用顶板组件和模仁相连,通过控制顶板组件与固定板之间的平行度,从而实现对模仁各个位置的平行度的控制,从而实现对模腔压力的控制,并可以实现对不同位置的模腔压力的控制,相较于现有技术,不需要在模腔内设置传感器,也不需要利用多个传感器来检测模腔内的压力,降低了模具的生产成本,利用控制顶板组件来控制模仁内的模腔压力的方法,也方便于后续通过检测顶板组件的方法,来测得各个位置得模腔压力。
- 还没有人留言评论。精彩留言会获得点赞!