一种快速生产式阀芯零件夹具的制作方法
本技术涉及阀芯零件生产设备,具体涉及一种快速生产式阀芯零件夹具。
背景技术:
1、如图至1至图2所示,阀芯零件为盖状结构,阀芯零件一端面凸出形成凸环,阀芯零件中部开设有中心孔。在生产过程中,需要执行以下步骤:步骤一、在阀芯零件的边缘上进行车削,至少形成两第一边缘开孔以及第二边缘开孔,两第一边缘开孔以轴心线所在面为对称面,呈现对称设置;步骤二、对步骤一中车削出来的第一边缘开孔以及第二边缘开孔进行铣孔,以达到去除第一边缘开孔以及第二边缘开孔内壁毛刺的效果,提高第一边缘开孔以及第二边缘开孔的精准性。
2、中国专利公开了一种申请号为cn201910174181.2的多功能铣床夹具,该多功能铣床夹具,包括可相互靠近以用于夹紧的一对夹紧装置,夹紧装置包括移动钳座、设在移动钳座上的具有油腔一的嵌体支座、设在嵌体支座上的嵌槽、设在油腔一中的且部分露出于油腔一的活塞杆一、设在嵌体支座中的和油腔一连通的进油通道一与回油通道一、设在嵌槽中的和活塞杆一连接的第一夹持座,活塞杆一的运动方向与移动钳座的运动方向相同;第一夹持座包括底部支承部一、设在底部支承部一上的和活塞杆一固定连接的侧夹持部一;移动钳座的上表面至少设置有2个抬升活塞杆,嵌体支座中对应设置有用于安装相应抬升活塞杆的竖活塞腔及和竖活塞腔连通的进油通道二与回油通道二。
3、上述多功能铣床夹具虽然能够实现工件的夹紧,但是仍然存在缺点为:一次性仅能夹紧一个工件,如果需要再次对其他工件进行车铣工作,需要将工件拆卸后安装另一个工件,导致生产效率降低,不能提高生产效率。
技术实现思路
1、本实用新型要提供一种快速生产式阀芯零件夹具,解决现有技术中不能实现同时夹紧多个工件而导致生产效率降低的问题。
2、为实现上述目的,本实用新型采用了如下的技术方案:
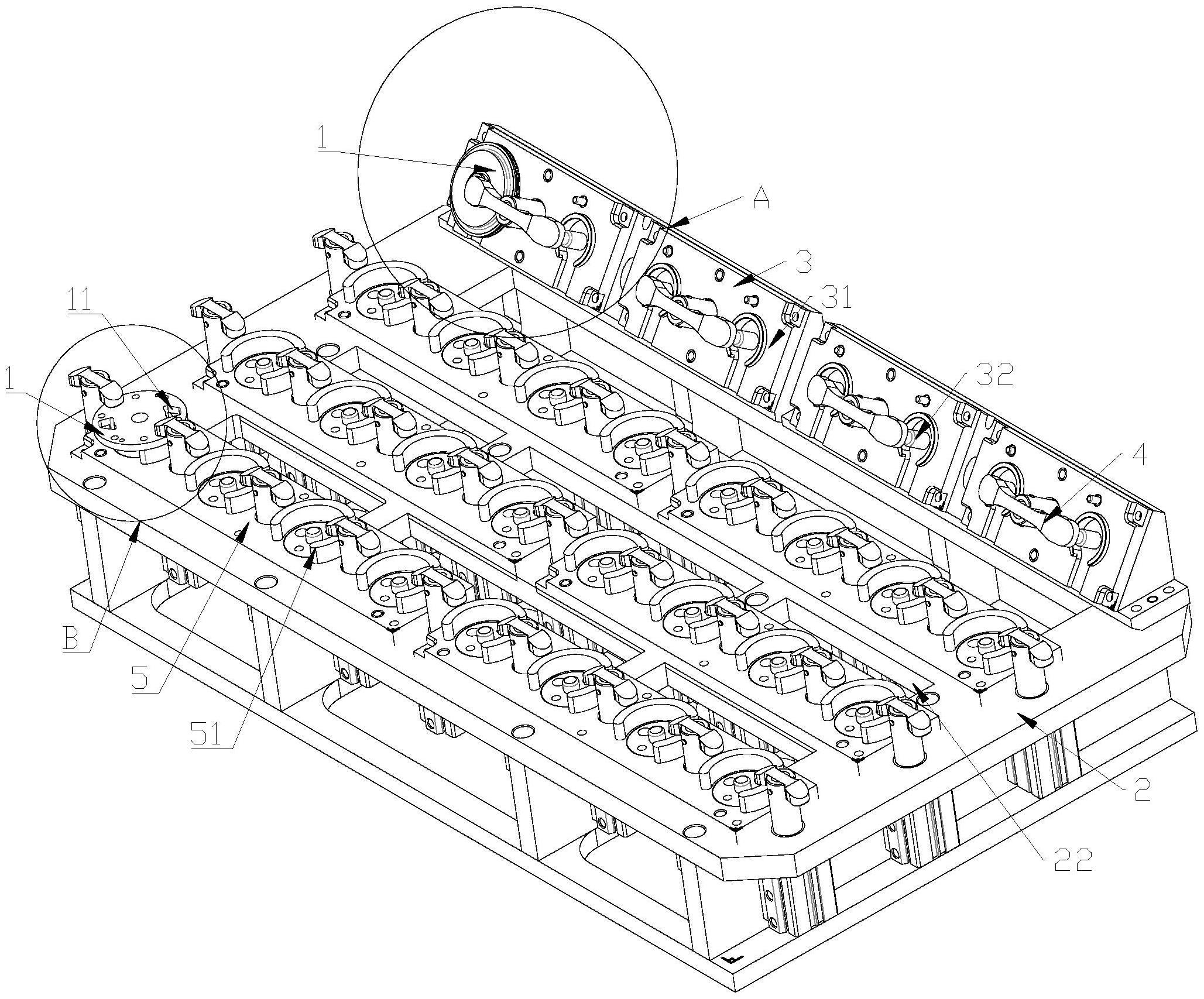
3、本实用新型公开了一种快速生产式阀芯零件夹具,包括:底架、第一定位座、第一夹紧执行机构、第二定位座以及第二夹紧执行机构;在底架上安装有第一定位座,第一定位座形成有安装面,安装面用于与阀芯零件中背离凸环的端面紧贴,安装面上凸出形成有第一中心穿杆,第一中心穿杆用于伸入至阀芯零件的中心孔内,安装面和第一中心穿杆至少有两对;在第一安装座上安装有第一夹紧执行机构,第一夹紧执行机构用于将阀芯零件压紧在安装面上;在底架上安装有第二定位座,第二定位座上凸出形成有支撑座,支撑座支撑阀芯零件的边缘,且支撑座与阀芯零件中凸环侧面紧贴,在支撑座旁安装有定位销,定位销用于伸入至阀芯零件中一第二边缘开孔内;在第二安装座上安装有第二夹紧执行机构,第二夹紧执行机构用于将阀芯零件压紧在支撑座上。
4、优选的是,支撑座包括:第一支撑块和第二支撑块,第一支撑块和第二支撑块均为弧形结构,第一支撑块和第二支撑块均环绕在阀芯零件中凸环外,第一支撑块与第二支撑块之间形成有第一间隙和第二间隙,第一间隙处安装定位销。
5、优选的是,当定位销插入至阀芯零件中后第一间隙和第二间隙均到阀芯零件中第一边缘开孔有距离。
6、优选的是,在第一支撑块和第二支撑块环绕的中心安装有第二中心杆,第二中心杆插入至阀芯零件的中心孔内。
7、优选的是,第一定位座与第二定位座之间形成有第一间距,底架开设有与第一间距连通的第一穿槽。
8、优选的是,安装面与水平方向之间夹角为锐角,安装面向第一间距所在方向倾斜。
9、优选的是,第二定位座至少有两个,所有第二定位座相互平行,相邻两第二定位座之间形成第二间距,底架开设有与第二间距连通的第二穿槽。
10、优选的是,第一夹紧执行机构以及第二夹紧执行机构均包括:夹紧臂以及旋转伸缩气缸,旋转伸缩气缸安装在所在的第一定位座或第二定位座上,旋转伸缩气缸的活塞杆固定至夹紧臂,每一压紧臂均用于压紧两工件。
11、相比于现有技术,本实用新型具有如下有益效果:
12、1)通过设置第一定位座和第一夹紧机构,实现了执行步骤一的时候对阀芯零件进行夹紧,同时保证了整个阀芯零件背离凸环的端面被安装面支撑,避免了凸环所在处被支撑,再加上因阀芯零件车削的时候收到了巨大压力而导致阀芯零件移动,单侧受力,容易导致阀芯零件跳动,从而避免阀芯零件在夹紧后随意跳动而导致车削质量较低,保证了阀芯零件的质量。
13、2)通过设置第二定位座和第一夹紧机构配合夹紧车削完成的阀芯零件,同时通过设置定位销,定位了一第二边缘开孔,保证了精准定位另一第二边缘开孔和第一边缘开孔,避免后续铣孔的时候因第二边缘开孔和第一边缘开孔位置不准确而导致产品损坏,进一步保证了阀芯零件的质量。
14、3)通过配合设置第一定位座、第一夹紧执行机构、第二定位座以及第二夹紧执行机构,不但实现了对步骤一中的阀芯零件进行夹紧,而且实现了对步骤二中的阀芯零件进行夹紧,从而保证了多个工件同时夹紧,保证了步骤一和步骤二工作能够同时进行,提高了生产效率。
15、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种快速生产式阀芯零件夹具,其特征在于,包括:底架(2)、第一定位座(3)、第一夹紧执行机构(4)、第二定位座(5)以及第二夹紧执行机构(6);
2.根据权利要求1所述的一种快速生产式阀芯零件夹具,其特征在于,支撑座(51)包括:第一支撑块(511)和第二支撑块(512),第一支撑块(511)和第二支撑块(512)均为弧形结构,第一支撑块(511)和第二支撑块(512)均环绕在阀芯零件(1)中凸环(14)外,第一支撑块(511)与第二支撑块(512)之间形成有第一间隙和第二间隙,第一间隙处安装定位销(52)。
3.根据权利要求2所述的一种快速生产式阀芯零件夹具,其特征在于,当定位销(52)插入至阀芯零件(1)中后第一间隙和第二间隙均到阀芯零件(1)中第一边缘开孔(11)有距离。
4.根据权利要求3所述的一种快速生产式阀芯零件夹具,其特征在于,在第一支撑块(511)和第二支撑块(512)环绕的中心安装有第二中心杆(53),第二中心杆(53)插入至阀芯零件(1)的中心孔(13)内。
5.根据权利要求1至4任意一项所述的一种快速生产式阀芯零件夹具,其特征在于,第一定位座(3)与第二定位座(5)之间形成有第一间距,底架(2)开设有与第一间距连通的第一穿槽(21)。
6.根据权利要求5所述的一种快速生产式阀芯零件夹具,其特征在于,安装面(31)与水平方向之间夹角为锐角,安装面(31)向第一间距所在方向倾斜。
7.根据权利要求1至4任意一项所述的一种快速生产式阀芯零件夹具,其特征在于,第二定位座(5)至少有两个,所有第二定位座(5)相互平行,相邻两第二定位座(5)之间形成第二间距,底架(2)开设有与第二间距连通的第二穿槽(22)。
8.根据权利要求1至4任意一项所述的一种快速生产式阀芯零件夹具,其特征在于,第一夹紧执行机构(4)以及第二夹紧执行机构(6)均包括:夹紧臂(61)以及旋转伸缩气缸(62),旋转伸缩气缸(62)安装在所在的第一定位座(3)或第二定位座(5)上,旋转伸缩气缸(62)的活塞杆固定至夹紧臂(61),每一压紧臂均用于压紧两工件。
技术总结
本技术公开了一种快速生产式阀芯零件夹具,包括:底架、第一定位座、第一夹紧执行机构、第二定位座以及第二夹紧执行机构;在底架上安装有第一定位座,第一定位座形成有安装面,安装面用于与阀芯零件中背离凸环的端面紧贴,安装面上凸出形成有第一中心穿杆,第一中心穿杆用于伸入至阀芯零件的中心孔内,安装面和第一中心穿杆至少有两对;在第一安装座上安装有第一夹紧执行机构,第一夹紧执行机构用于将阀芯零件压紧在安装面上;在底架上安装有第二定位座,第二定位座上凸出形成有支撑座。该快速生产式阀芯零件夹,解决现有技术中不能实现同时夹紧多个工件而导致生产效率降低的问题。
技术研发人员:余建波,周厚臣,万文涛,王小九
受保护的技术使用者:余建波
技术研发日:20230506
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!