一种汽车钣金模具冷却油路装置的制作方法
本技术涉及模具,具体而言,涉及一种汽车钣金模具冷却油路装置。
背景技术:
1、汽车钣金是一阵冷加工方法,冲压模具是在冷冲压加工中,将汽车材料加工成零件或半成品,冲压模具在高速运作下产生“热”之后,造成冲压凸模内的冲压头经常断裂,以致需经常性的维修与更换,如此造成了冲压模具成本的增加及品质的控管漏洞。
2、现有公开专利号为cn207872913u的一种冲压模具的冷却装置及冲压模具,通入到第一冷却腔内和第二冷却腔内的冷却剂可以将位于第一冷却腔内的冲压凸模和位于第二冷却腔内的冲压凹模的部分包围在冷却剂的氛围当中,大大增加了冷却面积,而且在每次冲压结束后都能及时对冲压凸模和冲压凹模进行冷却,但是,该专利存在如下问题,冷却剂的氛围产生基于低温气体,低温气体对于模具受热过程中的降温时间过长,而冲压工作为连续进行,一般不能够停顿降温,从而影响冲压工作的效率,因此,现有技术存在不足,需要多次进行改进。
技术实现思路
1、本实用新型的目的是提供一种汽车钣金模具冷却油路装置,以解决上述问题。
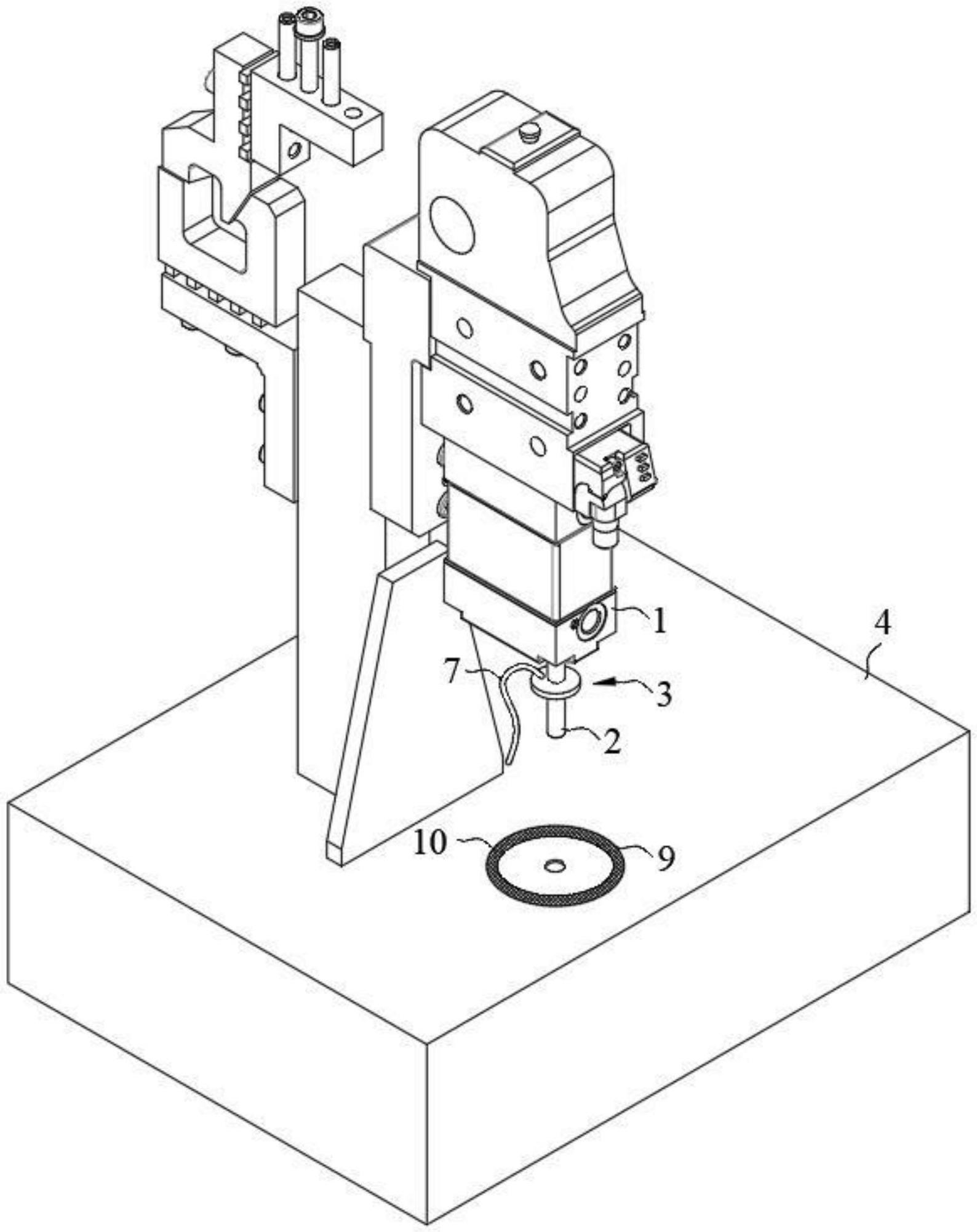
2、为了实现上述目的,本实用新型实施例提供了一种汽车钣金模具冷却油路装置,包括:冲压模具主体,设置在所述冲压模具主体上的冲压头,设置在所述冲压头外部的储油环部,设置在所述冲压模具主体下端带冲孔的基座,设置在所述基座上的油腔,设置在所述油腔内的油泵,以及连通在所述油泵输出端和所述储油环部之间的波纹油管;
3、驱动所述油泵,所述油腔内的油通过所述波纹油管从所述储油环部沿所述冲压头流动,以使所述冲压头工作时经油润滑冷却。
4、进一步地,所述储油环部包括设置在所述冲压头并连通所述波纹油管的中空环,设置在所述中空环的螺旋环板,以及呈圆周设置在所述螺旋环板上的若干通孔;
5、油流入所述中空环后经所述螺旋环板分隔,以使油从不同高度通过若干所述通孔流出。
6、进一步地,所述螺旋环板上设置有环状槽;
7、所述环状槽连通若干通孔;
8、油适于经所述螺旋环板流动至所述环状槽后通向若干所述通孔。
9、进一步地,所述储油环部还包括呈圆周设置在所述中空环的若干缺口,以及呈圆周设置在若干所述缺口的若干斜板;
10、油通过若干所述通孔流出后,能够通过若干所述斜板导向斜流。
11、进一步地,所述中空环内底面的外半段面设置为斜面;
12、斜面高处朝外,斜面低处朝内。
13、进一步地,所述基座上设置有环状台阶槽,所述环状台阶槽上端设置有环状过滤网。
14、相对于现有技术,本实用新型实施例具有以下有益效果:与现有技术相比,油腔内的油可通过油泵的输送工作经波纹油管流动到储油环部后从冲压头的圆周面流动至其底面,冲压头随着冲压工作含油与汽车工件的冲压面接触后分离,为冲压头的工作提供了润滑作用,减少了其过程中产生的摩擦热量,且油能够吸收汽车工件凹面形成过程中的热量并与空气接触快速散发,此过程避免冲压工作暂停,使的冲压工作在冷却过程中不会干扰其工作效率;汽车工件凸面形成过程中会直接通过基座的冲孔进入油腔接触油,让汽车工件凸面也同样通过油而降温,进一步提高了汽车工件冲压过程的冷却质量。
技术特征:
1.一种汽车钣金模具冷却油路装置,其特征在于,包括:冲压模具主体(1),设置在所述冲压模具主体(1)上的冲压头(2),设置在所述冲压头(2)外部的储油环部(3),设置在所述冲压模具主体(1)下端带冲孔的基座(4),设置在所述基座(4)上的油腔(5),设置在所述油腔(5)内的油泵(6),以及连通在所述油泵(6)输出端和所述储油环部(3)之间的波纹油管(7);
2.如权利要求1所述的一种汽车钣金模具冷却油路装置,其特征在于,
3.如权利要求2所述的一种汽车钣金模具冷却油路装置,其特征在于,
4.如权利要求3所述的一种汽车钣金模具冷却油路装置,其特征在于,
5.如权利要求2所述的一种汽车钣金模具冷却油路装置,其特征在于,
6.如权利要求1所述的一种汽车钣金模具冷却油路装置,其特征在于,
技术总结
本技术提供了一种汽车钣金模具冷却油路装置,包括:冲压模具主体,设置在所述冲压模具主体上的冲压头,设置在所述冲压头外部的储油环部,设置在所述冲压模具主体下端带冲孔的基座,设置在所述基座上的油腔,设置在所述油腔内的油泵,以及连通在所述油泵输出端和所述储油环部之间的波纹油管,油腔内的油可通过油泵的输送工作经波纹油管流动到储油环部后从冲压头的圆周面流动至其底面,冲压头随着冲压工作含油与汽车工件的冲压面接触后分离,为冲压头的工作提供了润滑作用,减少了其过程中产生的摩擦热量,且油能够吸收汽车工件凹面形成过程中的热量并与空气接触快速散发,此过程避免冲压工作暂停。
技术研发人员:张孝文
受保护的技术使用者:芜湖三普模具有限公司
技术研发日:20230506
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!