C型卡簧自动装配机构的制作方法
本技术涉及卡簧自动装配领域,具体为c型卡簧自动装配机构。
背景技术:
1、卡簧(外文名circlip),也叫挡圈或扣环,属于紧固件的一种,供装在机器、设备的轴槽或孔槽中,起着阻止轴上或孔上的零件轴向运动的作用。实际应用中需要将c型卡簧沿轴向装配在柱状物体上。但是,现有的c型卡簧装配机构在结构设计上采用直接将c型卡簧驱动至压装工位上,然后对c型卡簧进行装配。这种装配方式使得c型卡簧在从供料机构中流出后直接进行下压装配,即使有分料的气缸也导致难以根据产品的具体形状对产品进行定位,适应性比较低,降低了装配的效率和准确率。
2、例如公开号为cn207971640u的中国专利,公开了一种c型卡簧装配机构,用于将卡簧装配于工件上,所述工件具有设有轴槽的轴,包括震动盘、轨道、分料气缸、压头、压料气缸和安装气缸,所述轨道连通所述震动盘,所述压料气缸用于驱动所述压头,所述分料气缸将从所述轨道运送来的卡簧推出到所述压头上,所述压头将所述卡簧压在所述工件上,所述安装气缸将所述卡簧卡进所述工件的轴槽内。
3、上述的c型卡簧装配机构的装配方式是直接利用分料气缸将卡簧推到压头上进行装配,这种方式在结构设计上装配的工位与振动盘的出料口较近,不利于对工件进行定位,降低了装配的效率和准确率。
4、鉴于此,有必要提供一种c型卡簧自动装配机构。
技术实现思路
1、本实用新型提供的c型卡簧自动装配机构,有效的解决了现有机构装配效率不高以及准确率低的问题。
2、本实用新型所采用的技术方案是:c型卡簧自动装配机构,包括供料盘,还包括轨道、分料机构和卡簧压入机构,所述轨道包括直段、与直段一体成型的圆弧段以及凸起条,所述直段与供料盘的出料口对接,所述圆弧段与分料机构对接,所述分料机构包括支座、设置在支座上的料槽、与料槽滑动连接的推料板以及用于驱动推料板沿料槽滑动连接的一号气缸,所述卡簧压入机构包括安装架、水平设置在安装架上的直线导轨、滑动设置在直线导轨上的压紧行走组件、驱动压紧行走组件沿直线导轨移动的驱动机构、设置在安装架上用于驱动压紧行走组件下压的电子压机。
3、进一步的是:所述压紧行走组件包括与直线导轨滑动连接的一号板、滑动设置在一号板上的一号升降架、固定设置在一号板上用于驱动一号升降架升降的二号气缸、与一号升降架滑动连接的二号升降架、固定设置在一号升降架上用于限制二号升降下自由下落的三号气缸、固定设置在一号升降架上的气缸夹爪、固定设置在二号升降架下端的套筒,所述气缸夹爪的两个爪趾穿过二号升降架与套筒滑动连接,所述二号升降架上设置有与三号气缸的输出端适配的插接孔,所述二号升降架上设置有弹簧,使得三号气缸处于非行程状态时插接孔与三号气缸的输出端不接触。
4、进一步的是:所述一号升降架包括两个设置在一号板上的一号直线轴承、两个分别套设在两个所述一号直线轴承内的一号升降轴、连接两个一号升降轴上端的一号连接板a以及连接两个一号升降轴下端的一号连接板b,所述二号气缸的输出端与一号连接板a固定连接。
5、进一步的是:所述二号升降架包括两个设置在二号连接板上的二号直线轴承、两个分别套设在二号直线轴承内的二号升降轴、连接两个二号升降轴下端的二号连接板b、连接两个二号升降轴上端的二号连接板a、两个固定设置在二号连接板a上端的侧板以及连接两个所述侧板的顶板,所述一号板上设置有用于对侧板避位的通孔,所述顶板位于一号连接板a上方,所述插接孔设置在二号连接板a的下端面,所述弹簧的两端分别与二号连接板a和二号直线轴承相抵,所述三号气缸的缸体设置在一号连接板b的上端面上,所述套筒设置在二号连接板b下端面,所述二号连接板b设置有用于对气缸夹爪的爪趾避位的竖向孔。
6、进一步的是:所述驱动机构为丝杆。
7、实用新型的有益效果:能够有效的完成对c型卡簧的转移和装配,有效的提高了工作效率和压紧的良率。
技术特征:
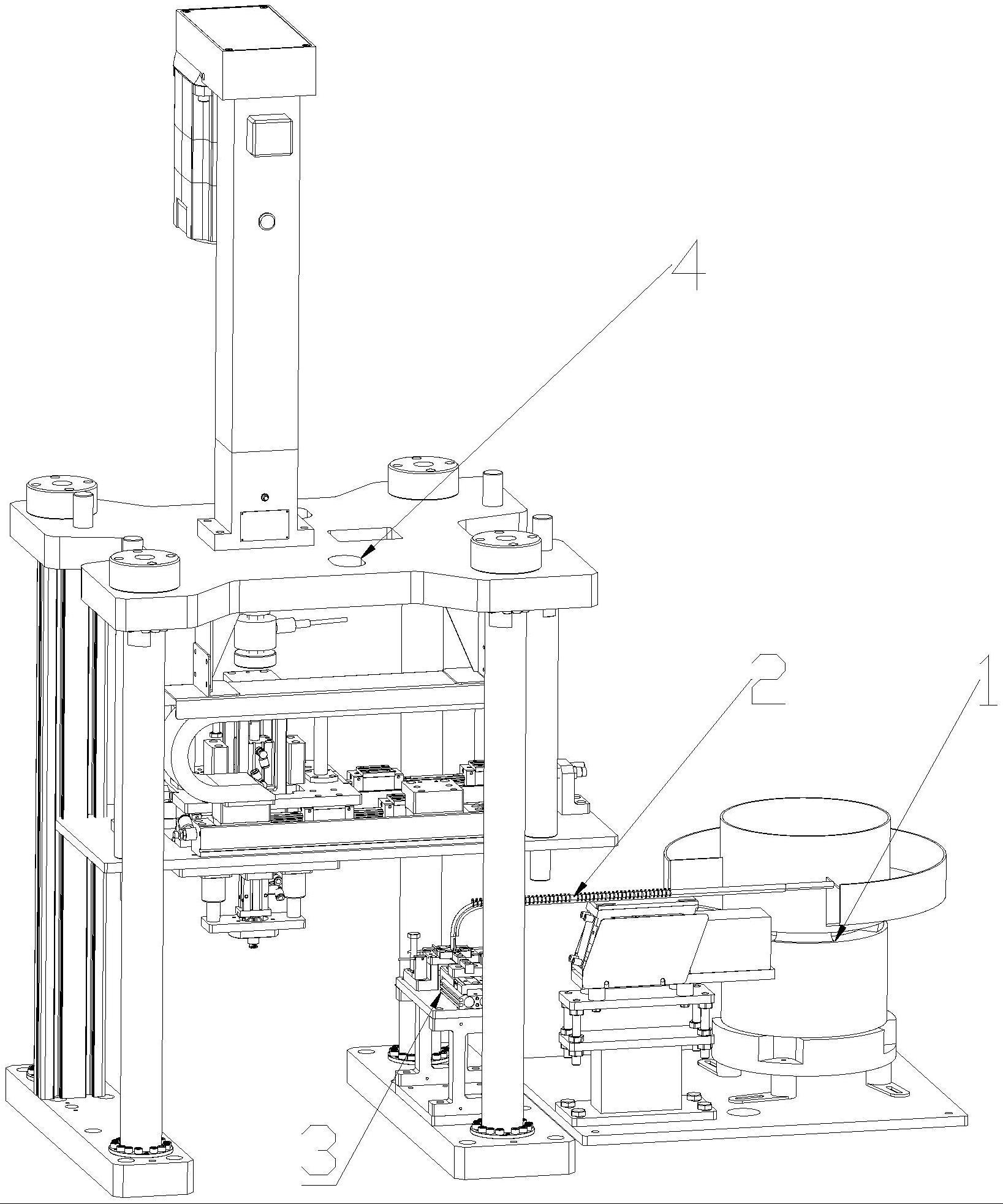
1.c型卡簧自动装配机构,包括供料盘(1),其特征在于:还包括轨道(2)、分料机构(3)和卡簧压入机构(4),所述轨道(2)包括直段(21)、与直段(21)一体成型的圆弧段(22)以及凸起条(23),所述直段(21)与供料盘(1)的出料口对接,所述圆弧段(22)与分料机构(3)对接,所述分料机构(3)包括支座(31)、设置在支座(31)上的料槽(32)、与料槽(32)滑动连接的推料板(33)以及用于驱动推料板(33)沿料槽(32)滑动连接的一号气缸(34),所述卡簧压入机构(4)包括安装架(41)、水平设置在安装架(41)上的直线导轨(42)、滑动设置在直线导轨(42)上的压紧行走组件(43)、驱动压紧行走组件(43)沿直线导轨(42)移动的驱动机构(44)、设置在安装架(41)上用于驱动压紧行走组件(43)下压的电子压机(45)。
2.根据权利要求1所述的c型卡簧自动装配机构,其特征在于:所述压紧行走组件(43)包括与直线导轨(42)滑动连接的一号板(431)、滑动设置在一号板(431)上的一号升降架(432)、固定设置在一号板(431)上用于驱动一号升降架(432)升降的二号气缸(433)、与一号升降架(432)滑动连接的二号升降架(434)、固定设置在一号升降架(432)上用于限制二号升降下自由下落的三号气缸(435)、固定设置在一号升降架(432)上的气缸夹爪(436)、固定设置在二号升降架(434)下端的套筒(437),所述气缸夹爪(436)的两个爪趾穿过二号升降架(434)与套筒(437)滑动连接,所述二号升降架(434)上设置有与三号气缸(435)的输出端适配的插接孔,所述二号升降架(434)上设置有弹簧(438),使得三号气缸(435)处于非行程状态时插接孔与三号气缸(435)的输出端不接触。
3.根据权利要求2所述的c型卡簧自动装配机构,其特征在于:所述一号升降架(432)包括两个设置在一号板(431)上的一号直线轴承(4321)、两个分别套设在两个所述一号直线轴承(4321)内的一号升降轴(4322)、连接两个一号升降轴(4322)上端的一号连接板a(4323)以及连接两个一号升降轴(4322)下端的一号连接板b(4324),所述二号气缸(433)的输出端与一号连接板a(4323)固定连接。
4.根据权利要求3所述的c型卡簧自动装配机构,其特征在于:所述二号升降架(434)包括两个设置在二号连接板上的二号直线轴承(4341)、两个分别套设在二号直线轴承(4341)内的二号升降轴(4342)、连接两个二号升降轴(4342)下端的二号连接板b(4343)、连接两个二号升降轴(4342)上端的二号连接板a(4344)、两个固定设置在二号连接板a(4344)上端的侧板(4345)以及连接两个所述侧板(4345)的顶板(4346),所述一号板(431)上设置有用于对侧板(4345)避位的通孔,所述顶板(4346)位于一号连接板a(4323)上方,所述插接孔设置在二号连接板a(4344)的下端面,所述弹簧(438)的两端分别与二号连接板a(4344)和二号直线轴承(4341)相抵,所述三号气缸(435)的缸体设置在一号连接板b(4324)的上端面上,所述套筒(437)设置在二号连接板b(4343)下端面,所述二号连接板b(4343)设置有用于对气缸夹爪(436)的爪趾避位的竖向孔。
5.根据权利要求1所述的c型卡簧自动装配机构,其特征在于:所述驱动机构(44)为丝杆。
技术总结
本技术公开了C型卡簧自动装配机构,包括供料盘,还包括轨道、分料机构和卡簧压入机构,所述轨道包括直段、与直段一体成型的圆弧段以及凸起条,所述直段与供料盘的出料口对接,所述圆弧段与分料机构对接,所述分料机构包括支座、设置在支座上的料槽、与料槽滑动连接的推料板以及用于驱动推料板沿料槽滑动连接的一号气缸,所述卡簧压入机构包括安装架、水平设置在安装架上的直线导轨、滑动设置在直线导轨上的压紧行走组件、驱动压紧行走组件沿直线导轨移动的驱动机构、设置在安装架上用于驱动压紧行走组件下压的电子压机。优点:有效的提高了工作效率和压紧的良率。
技术研发人员:范冬生
受保护的技术使用者:苏州恩意精密机械有限公司
技术研发日:20230509
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!