用于自动焊设备的监控装置的制作方法
本技术涉及焊接监控,具体为用于自动焊设备的监控装置。
背景技术:
1、焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等,但是在焊接时,技术人员又需要实时观察焊接区域,由于焊接会产生弧光、飞溅以及烟尘等,容易影响工人的辨识度,且观察过程不够安全,因此需要一种监控设备,来远程捕捉整个焊接过程,以此来解决自动化焊接行业工作时,观测难和监控难的问题,来提高焊接系统的可靠性。
2、现有技术中的自动焊用监控装置,大多是安装在焊接件附近的支架上,通常不与焊枪直接连接,会造成监控装置无法与焊枪同步,在调整焊枪或焊件角度时,很容易对监控装置造成遮挡,从而会影响对焊接处的实时监测,需要再次对监控装置的位置进行调整,比较麻烦,因此需要一种可以直接与焊枪进行连接的用于自动焊设备的监控装置。
技术实现思路
1、本实用新型的目的在于提供用于自动焊设备的监控装置,以解决上述背景技术提出的问题。
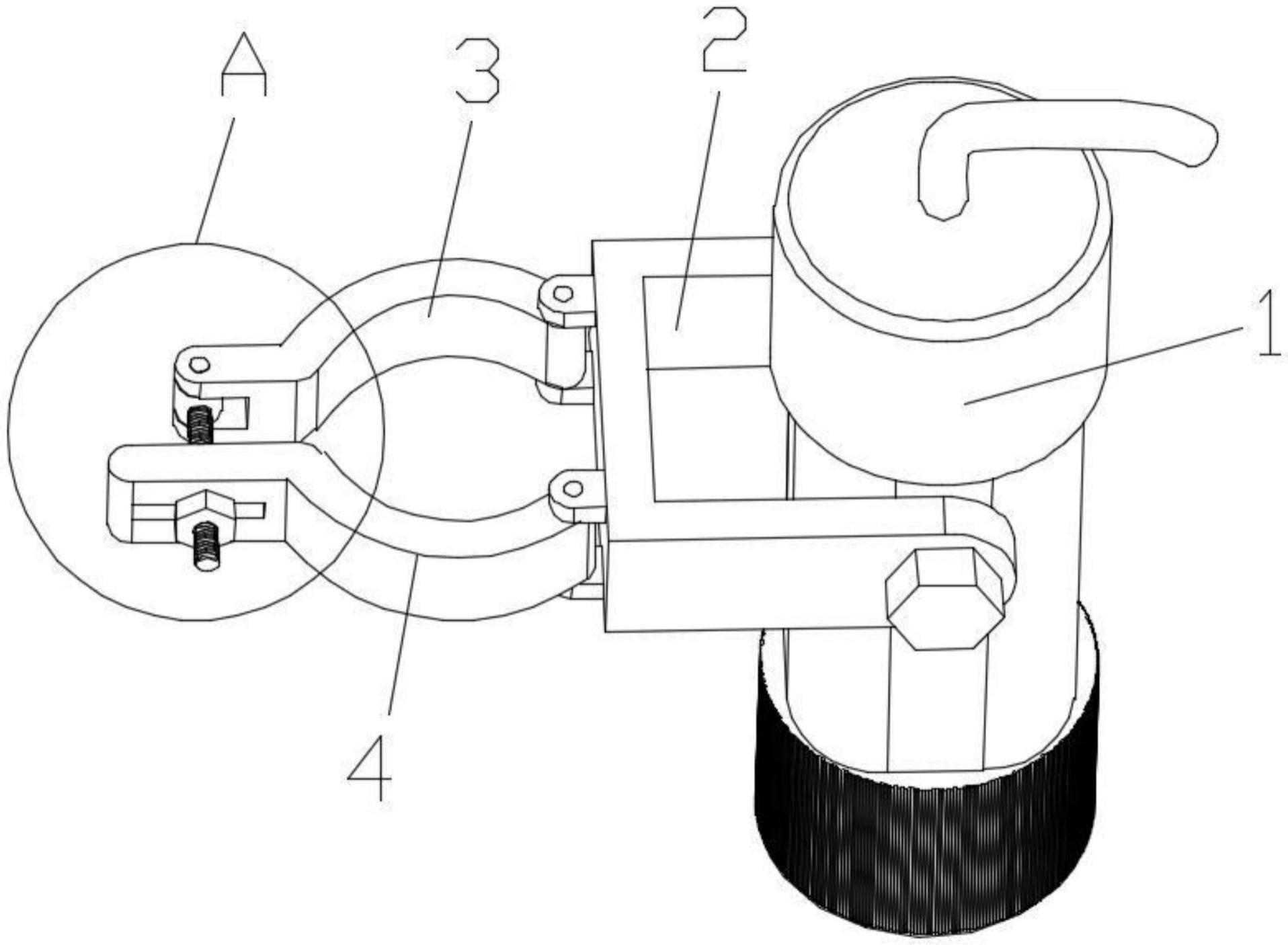
2、为实现上述目的,本实用新型提供如下技术方案:用于自动焊设备的监控装置,包括监控器本体,所述监控器本体的外部转动连接有支架,所述支架为u形架,其开口端与所述监控器本体转动连接,其封闭端对称设置有第一卡箍以及第二卡箍,所述第一卡箍以及所述第二卡箍的一端均与所述支架活动连接,所述第二卡箍另一端的长度大于所述第一卡箍另一端的长度,且二者之间利用锁定组件连接。
3、优选的,所述锁定组件包括第一螺栓以及第一螺帽,所述第一卡箍远离所述支架的一端铰接所述第一螺栓,所述第一螺栓的另一端贯通所述第二卡箍,且可以在所述第二卡箍的内部滑动,所述第一螺栓贯通所述第二卡箍的一端螺纹连接所述第一螺帽。
4、优选的,所述第二卡箍远离所述支架的一端开设有供所述第一螺栓滑动的第一滑槽。
5、优选的,所述支架开口端的两侧均被第二螺栓的螺纹部贯通,且所述第二螺栓与所述监控器本体的壳体螺纹连接,所述第二螺栓可以拧入所述监控器本体的壳体内部对所述支架进行紧固。
6、优选的,所述支架开口端的两侧均对应所述第二螺栓的螺纹部开设有第一定位孔,且所述第一定位孔的直径与所述第二螺栓螺纹部的直径相同。
7、优选的,所述监控器本体的壳体开设有与所述第二螺栓螺纹部相匹配的第二定位孔,且所述第二定位孔的直径小于所述第二螺栓调节部最外圈的尺寸。
8、与现有技术相比,本实用新型的有益效果是:
9、1、本实用新型由于监控器本体与支架转动连接,使监控器本体可以在u形架的槽中转动,调整监控器本体的角度,由于第二卡箍一端的长度大于第一卡箍一端的长度,配合锁定组件可以将监控器本体安装到焊枪上,实现监控器与焊枪同步,使其不易被遮挡,可以实时对焊接处进行观察,且第一卡箍与第二卡箍与支架利用销轴转动连接,也可以卸除销轴,对第一卡箍与第二卡箍进行拆卸更换,可以根据焊枪的形状,安装不同的卡箍,相较于现有技术,可以直接将监控器本体与焊枪本体进行连接,保持监控器与焊枪的同步,可以始终保持对焊接处进行观察。
10、2、本实用新型由于第一卡箍与第二卡箍的一端均与支架的封闭端铰接,另一端为开放式结构,可以调整卡箍的开口大小,从而方便将卡箍套在焊枪外部,且可以适配不同粗细的焊枪,通过将第一螺栓的一端穿过第一滑槽,再将第一螺帽与第一螺栓螺纹连接,并且拧紧第一螺帽,即可完成第一卡箍与第二卡箍的收紧,即可将监控器稳定的固定在焊枪上,由于第一螺栓的一端与第一卡箍为铰接,另一端也可以在第一滑槽中滑动,使第一卡箍与第二卡箍调节时不受锁定组件的影响,同时也使锁定组件连接时不受第一卡箍与第二卡箍的限制。
11、3、本实用新型由于第一定位孔的直径与第二螺栓螺纹部的直径相同,使第二螺栓的螺纹部刚好可以穿过第一定位孔,使支架不易晃动,然后与和第二螺栓螺纹部相匹配的第二定位孔螺纹连接,完成支架与监控器本体的连接,由于第二定位孔的直径小于第二螺栓调节部最外圈的尺寸,当拧紧第二螺栓时,可以对支架进行挤压固定,使监控器稳定的安装在焊枪外部,当松动第二螺栓时,可以转动监控器本体,调整其观测角度,然后再拧紧第二螺栓对监控器本体进行固定,调节观察角度比较方便。
技术特征:
1.用于自动焊设备的监控装置,包括监控器本体(1),其特征在于:所述监控器本体(1)的外部转动连接有支架(2),所述支架(2)为u形架,其开口端与所述监控器本体(1)转动连接,其封闭端对称设置有第一卡箍(3)以及第二卡箍(4),所述第一卡箍(3)以及所述第二卡箍(4)的一端均与所述支架(2)活动连接,所述第二卡箍(4)另一端的长度大于所述第一卡箍(3)另一端的长度,且二者之间利用锁定组件连接。
2.根据权利要求1所述的用于自动焊设备的监控装置,其特征在于:所述锁定组件包括第一螺栓(5)以及第一螺帽(6),所述第一卡箍(3)远离所述支架(2)的一端铰接所述第一螺栓(5),所述第一螺栓(5)的另一端贯通所述第二卡箍(4),且可以在所述第二卡箍(4)的内部滑动,所述第一螺栓(5)贯通所述第二卡箍(4)的一端螺纹连接所述第一螺帽(6)。
3.根据权利要求2所述的用于自动焊设备的监控装置,其特征在于:所述第二卡箍(4)远离所述支架(2)的一端开设有供所述第一螺栓(5)滑动的第一滑槽(7)。
4.根据权利要求1所述的用于自动焊设备的监控装置,其特征在于:所述支架(2)开口端的两侧均被第二螺栓(8)的螺纹部贯通,且所述第二螺栓(8)与所述监控器本体(1)的壳体螺纹连接,所述第二螺栓(8)可以拧入所述监控器本体(1)的壳体内部对所述支架(2)进行紧固。
5.根据权利要求4所述的用于自动焊设备的监控装置,其特征在于:所述支架(2)开口端的两侧均对应所述第二螺栓(8)的螺纹部开设有第一定位孔(9),且所述第一定位孔(9)的直径与所述第二螺栓(8)螺纹部的直径相同。
6.根据权利要求4所述的用于自动焊设备的监控装置,其特征在于:所述监控器本体(1)的壳体开设有与所述第二螺栓(8)螺纹部相匹配的第二定位孔(10),且所述第二定位孔(10)的直径小于所述第二螺栓(8)调节部最外圈的尺寸。
技术总结
本技术公开用于自动焊设备的监控装置,包括监控器本体,监控器本体的外部转动连接有支架,支架为U形架,其开口端与监控器本体转动连接,其封闭端对称设置有第一卡箍以及第二卡箍,第一卡箍以及第二卡箍的一端均与支架活动连接,第二卡箍另一端的长度大于第一卡箍另一端的长度,且二者之间利用锁定组件连接,本技术由于监控器本体与支架转动连接,使监控器本体可以在U形架的槽中转动,调整监控器本体的角度,由于第二卡箍一端的长度大于第一卡箍一端的长度,配合锁定组件可以将监控器本体安装到焊枪上,实现监控器与焊枪同步,使其不易被遮挡,可以实时对焊接处进行观察。
技术研发人员:高远,郑建栋,王建廷
受保护的技术使用者:宁波恒之信焊接技术服务有限公司
技术研发日:20230509
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!