四主轴线性自动车床的制作方法
本技术涉及车床,特别涉及一种四主轴线性自动车床。
背景技术:
1、传统车床只有一个主轴夹持工件旋转,通过手动更换,或者刀库更换不同的刀具来完成工件的加工,加工完一件产品,需要打开门把工件取下来,再放入一个新的毛坯。这样导致生产辅助时间长,加工效率不高的等问题,不适应大批量产品的加工。
技术实现思路
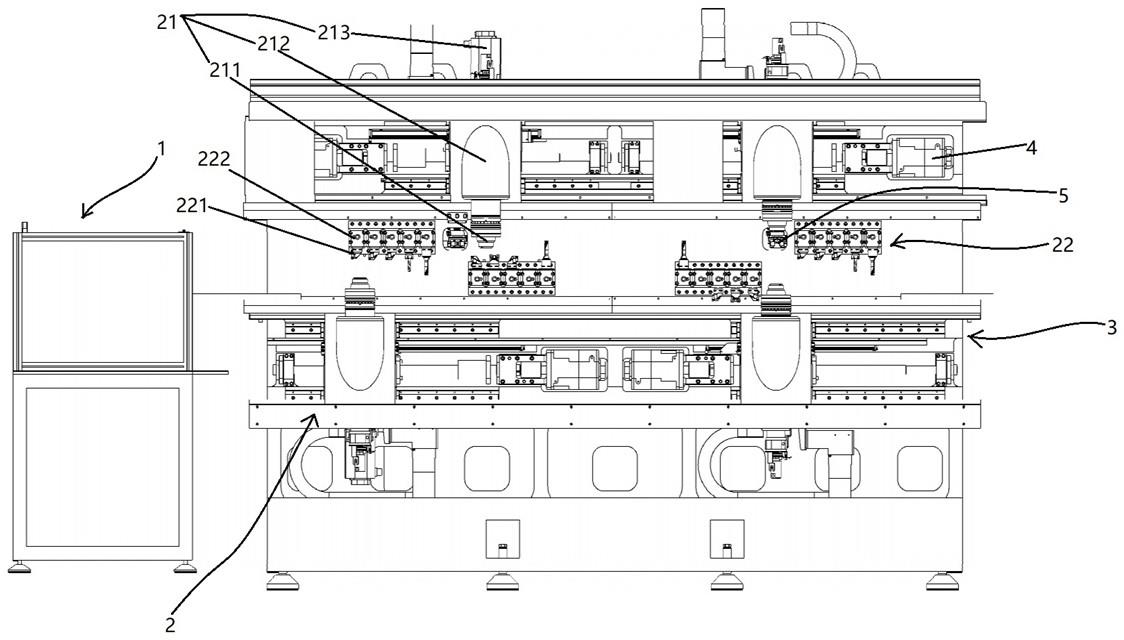
1、根据本实用新型实施例,提供了一种四主轴线性自动车床,用于加工工件毛坯,包含:
2、上料模块,上料模块用于供应工件毛坯;
3、加工模块,加工模块与上料模块相衔接,加工模块加工上料模块运送的工件毛坯;
4、十字滑台模块,十字滑台模块与加工模块相连,十字滑台模块带动加工模块运动。
5、进一步,上料模块包含:振动盘,振动盘的出料端与加工模块相衔接。
6、进一步,加工模块包含:若干夹持组件和若干刀具组件;
7、若干刀具组件等间距上下错落布置,每个刀具组件对应设有一个夹持组件,夹持组件夹持工件毛坯至刀具组件进行加工。
8、进一步,夹持组件包含:
9、夹持头,夹持头用于夹持工件毛坯;
10、主轴,主轴的输出端与夹持头相连;
11、驱动机构,驱动机构与主轴相连,驱动机构驱动主轴转动,并带动夹持头夹持或松开工件毛坯。
12、进一步,刀具组件包含:若干刀具和若干刀座;若干刀具一一对应设在若干刀座上。
13、进一步,十字滑台模块包含:
14、若干滑座和若干滑枕;每个滑座上均设有一个滑枕,滑座与滑枕互相垂直,滑枕设在滑座上,滑枕上设有主轴,滑座带动滑枕移动,滑枕带动主轴移动。
15、进一步,还包含:若干交换工位,每相邻的两个夹持组件之间设有一个交换工位,前一个夹持组件加工完成的工件毛坯在交换工位交换给下一个夹持组件进行加工。
16、根据本实用新型实施例的四主轴线性自动车床,能够连续进行工件毛坯的加工,节省了加工时间,提高了生产效率,适合大批量生产加工。
17、要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并且意图在于提供要求保护的技术的进一步说明。
技术特征:
1.一种四主轴线性自动车床,用于加工工件毛坯,其特征在于,包含:
2.如权利要求1所述的四主轴线性自动车床,其特征在于,所述上料模块包含:振动盘,所述振动盘的出料端与所述加工模块相衔接。
3.如权利要求1所述的四主轴线性自动车床,其特征在于,所述加工模块包含:若干夹持组件和若干刀具组件;
4.如权利要求3所述的四主轴线性自动车床,其特征在于,所述夹持组件包含:
5.如权利要求3所述的四主轴线性自动车床,其特征在于,所述刀具组件包含:若干刀具和若干刀座;所述若干刀具一一对应设在所述若干刀座上。
6.如权利要求1所述的四主轴线性自动车床,其特征在于,所述十字滑台模块包含:
7.如权利要求3所述的四主轴线性自动车床,其特征在于,还包含:若干交换工位,每相邻的两个所述夹持组件之间设有一个所述交换工位,前一个所述夹持组件加工完成的所述工件毛坯在所述交换工位交换给下一个所述夹持组件进行加工。
技术总结
本技术公开了一种四主轴线性自动车床,用于加工工件毛坯,包含:上料模块,上料模块用于供应工件毛坯;加工模块,加工模块与上料模块相衔接,加工模块加工上料模块运送的工件毛坯;刀具模块,刀具模块与加工模块相邻布置,刀具模块提供加工模块所需的刀具;十字滑台模块,十字滑台模块与加工模块相连,十字滑台模块带动加工模块运动。本技术能够连续进行工件毛坯的加工,节省了加工时间,提高了生产效率,适合大批量生产加工。
技术研发人员:姜饶保
受保护的技术使用者:罗夯智能科技(上海)有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!