一种全自动套密封圈设备的制作方法
本技术涉及动力电池生产设备的,具体地,主要涉及全自动套密封圈设备。
背景技术:
1、动力电池即为工具提供动力来源的电源,多指为电动汽车、电动列车、电动自行车、高尔夫球车提供动力的蓄电池。随着新能源行业与电池储能技术的的飞速发展,动力电池逐渐成为了主流。
2、相关技术中,动力电池主要包括壳体,电池芯,电池盖板和设置在电池盖板上的正、负极柱,电池的正、负极柱与电池芯内部电连接,壳体将电池芯,电池盖板装配成一体。在日常的使用中,电池需要频繁的充放电,在充电过程中,电池内部会发热、膨胀和漏液,因此,电池盖板上的正、负极柱与壳体之间的装配需要密封严格,以便保持电池内部环境稳定。其中,常用的密封结构为在正、负极柱外壁上开设环形凹槽,然后在环形凹槽内套设密封圈。由于动力电池的需求量变大,现如今大多以自动化设备进行密封圈的套设,先通过吸盘吸附极柱上料至治具内,再将密封圈套设于极柱外。
3、然而,通过现有的自动化设备上料极柱时,极柱的上料位置不够精准,易导致密封圈安装不到位,从而导致装配的成品不合格,如此,在加工时需要人工反复调节极柱的上料位置,耗时耗力。
技术实现思路
1、针对现有技术的不足,本实用新型提供一种全自动套密封圈设备。
2、本实用新型公开的一种全自动套密封圈设备,包括机架;
3、转盘,转动设于机架内;
4、若干个治具,设于转盘上;
5、设于机架的两侧的上料机构与密封圈装配机构,上料机构与密封圈装配机构均位于转盘的转动轨迹;上料机构包括第一输料组件、精定位组件以及第一取料组件,精定位组件设于第一输料组件与转盘之间,第一取料组件位于精定位组件远离第一输料组件的一侧,第一取料组件的其中一端连接于机架;以及
6、设于机架的下料机构,下料机构位于转盘的转动轨迹。
7、优选地,精定位组件包括承载架、容置座、定位块、定位杆、顶升气缸以及顶升杆,容置座设于承载架上,定位块活动设于容置座的两侧,定位杆的其中一端连接于定位块,顶升杆的其中一端连接于顶升气缸的输出端,顶升杆的另一端具有引导面,顶升杆能够相对机架做往复升降移动,当顶升杆相对机架向上移动时,定位杆远离定位块的一端与顶升杆的引导面相互抵接且相互滑移。
8、优选地,第一输料组件包括上料器、安装架、第一驱动件、第一齿轮传动组件、滑移板、第一升降气缸、滑移块以及第一吸盘座,上料器与机架呈相邻设置,第一驱动件设于安装架,第一齿轮传动组件的其中一端连接于第一驱动件的驱动端,第一齿轮传动组件的另一端靠近承载架,滑移板的其中一侧连接于第一齿轮传动组件,滑移板能够朝靠近或远离转盘的方向做往复线性移动,第一升降气缸设于滑移板,滑移块连接于第一升降气缸的输出端,滑移块能够沿垂直于滑移板的移动方向做往复升降移动,第一吸盘座的其中一端连接于滑移块,当滑移板朝靠近承载架的方向移动时,第一吸盘座的另一端正对容置座。
9、优选地,第一取料组件包括承载座、滑移气缸、滑移座、第二升降气缸、升降座以及吸附件,承载座设于机架上,滑移气缸设于承载座,滑移座的其中一侧连接于滑移气缸的输出端,滑移座能够相对机架做往复线性移动;第二升降气缸设于承载座,升降座的其中一端连接于第二升降气缸的输出端,且升降座与滑移座活动相连,吸附件的其中一端连接于升降座远离第二升降气缸的一端,吸附件能够相对机架做往复升降移动。
10、优选地,密封圈装配机构包括第二输料组件与第二取料组件,第二输料组件的出料端朝向转盘,第二取料组件位于第一取料组件与第二输料组件之间。
11、优选地,第二输料组件包括振动盘、送料轨道、振动器以及支撑座,送料轨道的进料端连接于振动盘,振动器与送料轨道连接,支撑座连接于送料轨道的出料端,送料轨道的出料端正对转盘。
12、优选地,下料机构包括支撑架、下料组件以及回流组件,下料组件活动设于支撑架,下料组件能够相对支撑架做往复线性移动,回流组件位于下料组件靠近上料器的一侧。
13、优选地,下料组件包括第二驱动件、第二齿轮传动组件、活动板、第三升降气缸、活动块、旋转气缸以及第二吸盘座,第二齿轮传动组件的其中一端连接于第二驱动件的驱动端,第二齿轮传动组件的另一端靠近转盘,活动板的其中一侧连接于第二齿轮传动组件,活动板能够朝靠近或远离上料器的方向做往复线性移动,第三升降气缸设于活动板,活动块连接于第三升降气缸的输出端,活动块能够沿垂直于活动板的移动方向做往复升降移动,旋转气缸的其中一端连接于活动块,第二吸盘座连接于旋转气缸的另一端。
14、优选地,回流组件包括输送架、传送带、第四升降气缸、连接块以及手指气缸,输送架设于承载架与上料器之间,传送带活动绕设于输送架内,第四升降气缸设于滑移板,连接块的其中一端连接于第四升降气缸的输出端,手指气缸连接于连接块的另一端,当滑移板朝靠近承载架的方向移动时,手指气缸的输出端正对传送带。
15、优选地,回流组件还包括阻挡气缸以及阻挡杆,阻挡气缸连接于输送架靠近承载架的一端,阻挡杆的其中一端连接于阻挡气缸的输出端,阻挡杆能够朝靠近承载架的方向移动至阻挡杆的另一端穿入输送架。
16、本申请的有益效果在于:通过精定位组件对第一输料组件输送的极柱进行精定位,再通过第一取料组件将精定位后的极柱取料至治具,然后驱动转盘转动,使得密封圈装配机构上料密封圈,并将密封圈压合至套设于极柱外从而形成产品,然后通过下料机构对产品进行下料。如此,通过精定位组件的设置,有效地减少极柱的上料位置不够精准导致密封圈安装不到位的情况,以确保产品的质量,并且,在加工时无需人工反复调节极柱的上料位置,省时省力。
技术特征:
1.一种全自动套密封圈设备,包括机架(1),其特征在于:
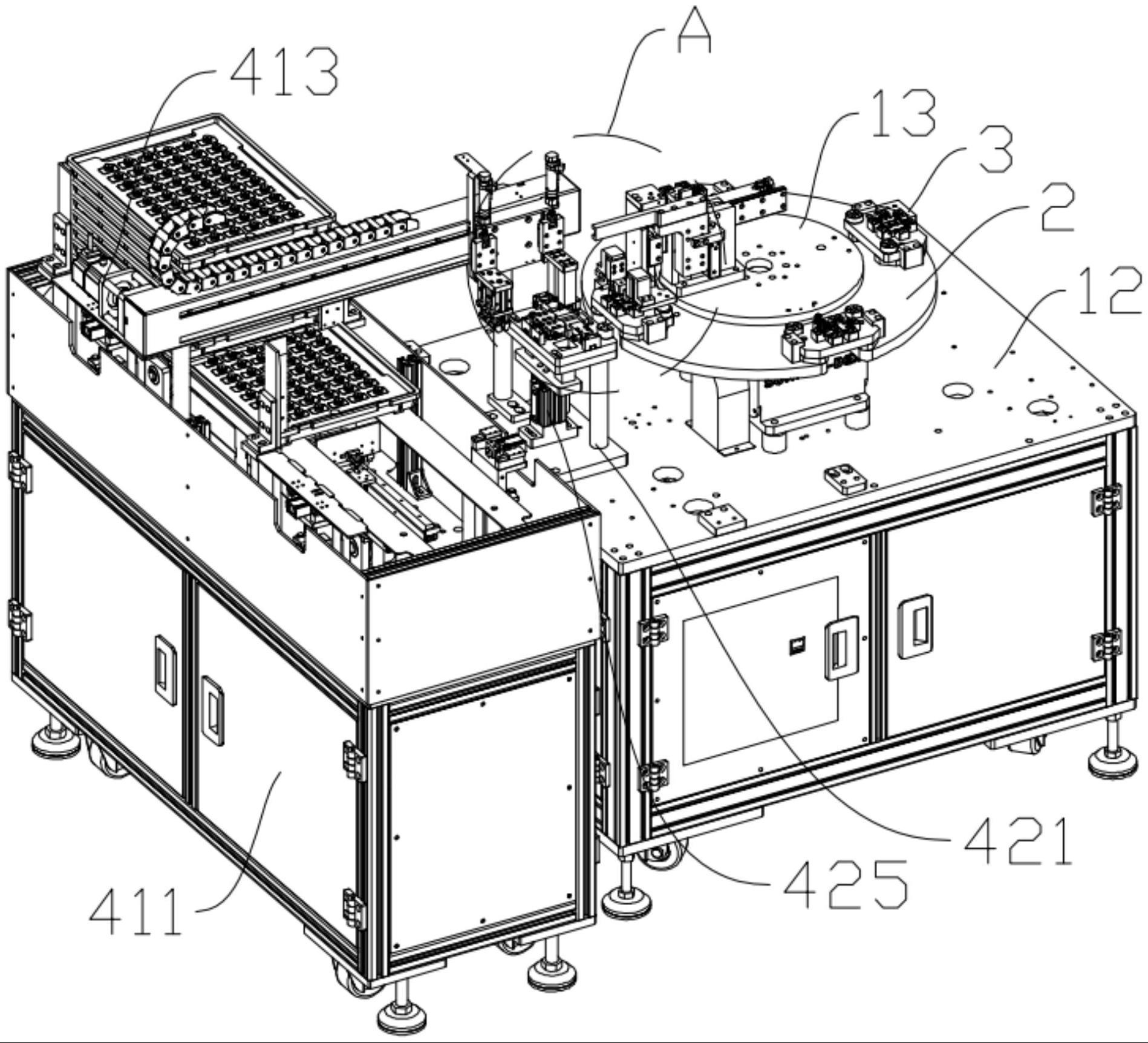
2.根据权利要求1所述的全自动套密封圈设备,其特征在于,所述精定位组件(42)包括承载架(421)、容置座(422)、定位块(423)、定位杆(424)、顶升气缸(425)以及顶升杆(426),所述容置座(422)设于所述承载架(421)上,所述定位块(423)活动设于所述容置座(422)的两侧,所述定位杆(424)的其中一端连接于所述定位块(423),所述顶升杆(426)的其中一端连接于所述顶升气缸(425)的输出端,所述顶升杆(426)的另一端具有引导面,所述顶升杆(426)能够相对所述机架(1)做往复升降移动,当所述顶升杆(426)相对所述机架(1)向上移动时,所述定位杆(424)远离所述定位块(423)的一端与所述顶升杆(426)的引导面相互抵接且相互滑移。
3.根据权利要求2所述的全自动套密封圈设备,其特征在于,所述第一输料组件(41)包括上料器(411)、安装架(412)、第一驱动件(413)、第一齿轮传动组件、滑移板(414)、第一升降气缸(415)、滑移块(416)以及第一吸盘座(417),所述上料器(411)与所述机架(1)呈相邻设置,所述第一驱动件(413)设于所述安装架(412),所述第一齿轮传动组件的其中一端连接于所述第一驱动件(413)的驱动端,所述第一齿轮传动组件的另一端靠近所述承载架(421),所述滑移板(414)的其中一侧连接于所述第一齿轮传动组件,所述滑移板(414)能够朝靠近或远离所述转盘(2)的方向做往复线性移动,所述第一升降气缸(415)设于所述滑移板(414),所述滑移块(416)连接于所述第一升降气缸(415)的输出端,所述滑移块(416)能够沿垂直于所述滑移板(414)的移动方向做往复升降移动,所述第一吸盘座(417)的其中一端连接于所述滑移块(416),当所述滑移板(414)朝靠近所述承载架(421)的方向移动时,所述第一吸盘座(417)的另一端正对所述容置座(422)。
4.根据权利要求2所述的全自动套密封圈设备,其特征在于,所述第一取料组件(43)包括承载座(431)、滑移气缸(432)、滑移座(433)、第二升降气缸(434)、升降座(435)以及吸附件(436),所述承载座(431)设于所述机架(1)上,所述滑移气缸(432)设于所述承载座(431),所述滑移座(433)的其中一侧连接于所述滑移气缸(432)的输出端,所述滑移座(433)能够相对所述机架(1)做往复线性移动;所述第二升降气缸(434)设于所述承载座(431),所述升降座(435)的其中一端连接于所述第二升降气缸(434)的输出端,且所述升降座(435)与所述滑移座(433)活动相连,所述吸附件(436)的其中一端连接于所述升降座(435)远离所述第二升降气缸(434)的一端,所述吸附件(436)能够相对所述机架(1)做往复升降移动。
5.根据权利要求1所述的全自动套密封圈设备,其特征在于,所述密封圈装配机构(5)包括第二输料组件(51)与第二取料组件(52),所述第二输料组件(51)的出料端朝向所述转盘(2),所述第二取料组件(52)位于所述第一取料组件(43)与所述第二输料组件(51)之间。
6.根据权利要求5所述的全自动套密封圈设备,其特征在于,所述第二输料组件(51)包括振动盘(511)、送料轨道(512)、振动器(513)以及支撑座(514),所述送料轨道(512)的进料端连接于所述振动盘(511),所述振动器(513)与所述送料轨道(512)连接,所述支撑座(514)连接于所述送料轨道(512)的出料端,所述送料轨道(512)的出料端正对所述转盘(2)。
7.根据权利要求3所述的全自动套密封圈设备,其特征在于,所述下料机构(6)包括支撑架(61)、下料组件(62)以及回流组件(63),所述下料组件(62)活动设于所述支撑架(61),所述下料组件(62)能够相对所述支撑架(61)做往复线性移动,所述回流组件(63)位于所述下料组件(62)靠近所述上料器(411)的一侧。
8.根据权利要求7所述的全自动套密封圈设备,其特征在于,所述下料组件(62)包括第二驱动件(621)、第二齿轮传动组件、活动板(622)、第三升降气缸(623)、活动块(624)、旋转气缸(625)以及第二吸盘座(626),所述第二齿轮传动组件的其中一端连接于所述第二驱动件(621)的驱动端,所述第二齿轮传动组件的另一端靠近所述转盘(2),所述活动板(622)的其中一侧连接于所述第二齿轮传动组件,所述活动板(622)能够朝靠近或远离所述上料器(411)的方向做往复线性移动,所述第三升降气缸(623)设于所述活动板(622),所述活动块(624)连接于所述第三升降气缸(623)的输出端,所述活动块(624)能够沿垂直于所述活动板(622)的移动方向做往复升降移动,所述旋转气缸(625)的其中一端连接于所述活动块(624),所述第二吸盘座(626)连接于所述旋转气缸(625)的另一端。
9.根据权利要求7所述的全自动套密封圈设备,其特征在于,所述回流组件(63)包括输送架(631)、传送带(632)、第四升降气缸(633)、连接块(634)以及手指气缸(635),所述输送架(631)设于所述承载架(421)与所述上料器(411)之间,所述传送带(632)活动绕设于所述输送架(631)内,所述第四升降气缸(633)设于所述滑移板(414),所述连接块(634)的其中一端连接于所述第四升降气缸(633)的输出端,所述手指气缸(635)连接于所述连接块(634)的另一端,当所述滑移板(414)朝靠近所述承载架(421)的方向移动时,所述手指气缸(635)的输出端正对所述传送带(632)。
10.根据权利要求9所述的全自动套密封圈设备,其特征在于,所述回流组件(63)还包括阻挡气缸(636)以及阻挡杆(637),所述阻挡气缸(636)连接于所述输送架(631)靠近所述承载架(421)的一端,所述阻挡杆(637)的其中一端连接于所述阻挡气缸(636)的输出端,所述阻挡杆(637)能够朝靠近所述承载架(421)的方向移动至阻挡杆(637)的另一端穿入所述输送架(631)。
技术总结
本技术揭示了的一种全自动套密封圈设备,包括机架;转盘,转动设于机架内;若干个治具,设于转盘上;设于机架的两侧的上料机构与密封圈装配机构,上料机构与密封圈装配机构均位于转盘的转动轨迹;上料机构包括第一输料组件、精定位组件以及第一取料组件,精定位组件设于第一输料组件与转盘之间,第一取料组件位于精定位组件远离第一输料组件的一侧,第一取料组件的其中一端连接于机架;以及设于机架的下料机构,下料机构位于转盘的转动轨迹。本申请通过精定位组件的设置,有效地减少极柱的上料位置不够精准导致密封圈安装不到位的情况,以确保产品的质量,并且,在加工时无需人工反复调节极柱的上料位置,省时省力。
技术研发人员:冯唐尧,冯唐敏,余昌梁,吴海坤
受保护的技术使用者:惠州智森科技有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!