一种用于铣床的快速装夹工装的制作方法
本技术涉及机械夹具,尤其是涉及一种用于铣床的快速装夹工装。
背景技术:
1、在航空航天的制造业中,带拱形底板的工件是飞机制造所需的重要部件。在对这些工件进行加工时都需要用到工装夹具,通常工装夹具只能实现标准工件的夹持,对于非标工件的夹持加工往往力不从心,需要按实际工件的形状和加工要求进行新夹具的设计。在目前的机械加工领域里,常规的加工中心在加工弧形板工件时仍存在着定位不精准、夹装不稳固和操作不便的问题。因此,在加工拱形板工件时,如何提高铣床加工中心的定位精准度、夹装稳固性和操作便利性已经成为本领域技术人员亟待解决的技术问题
技术实现思路
1、本申请要解决的技术问题是现有技术中针对带有拱形底板的工件缺乏稳固、可精加工的有效工装夹具。
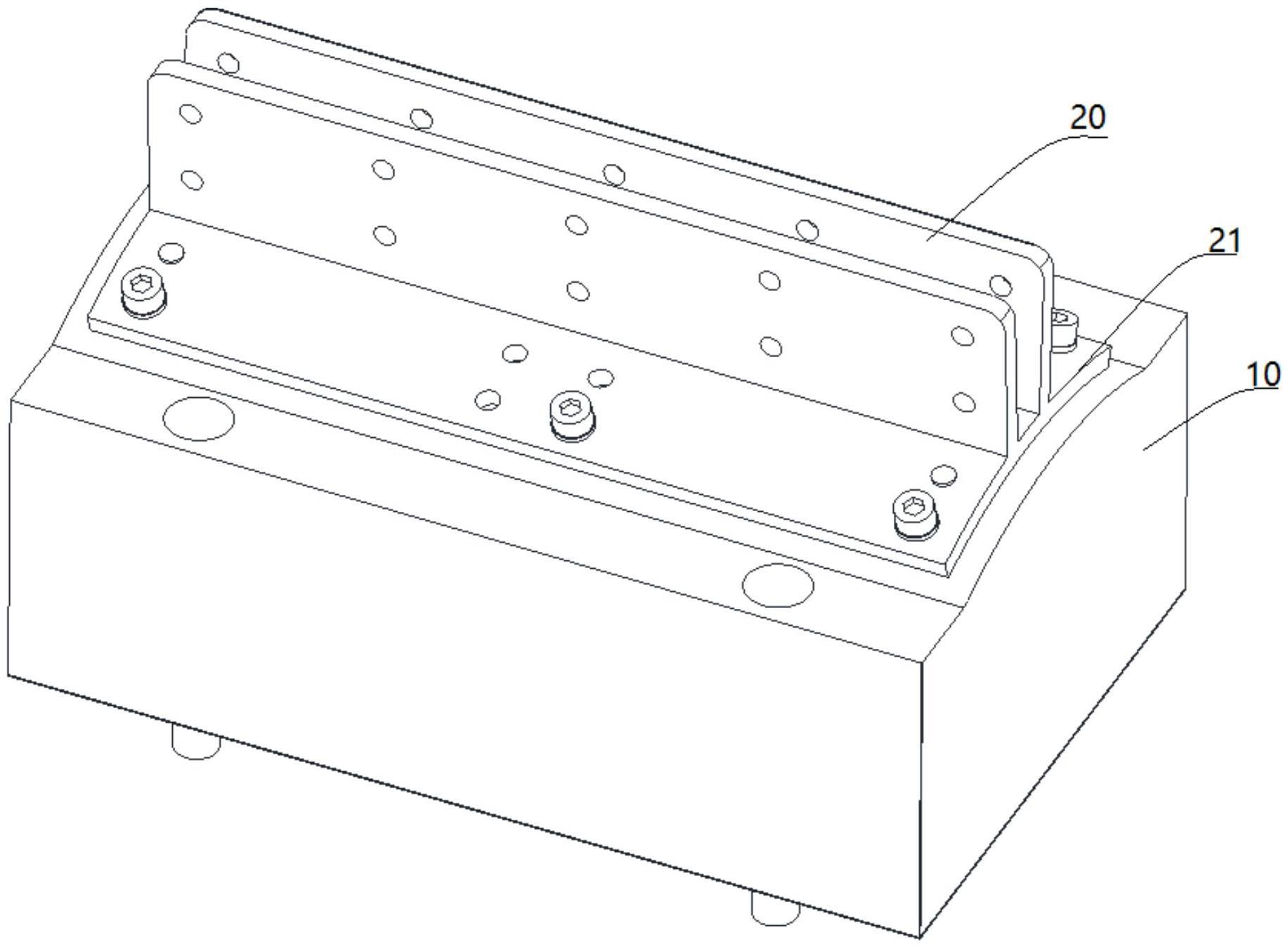
2、为解决上述技术问题,本申请提供了一种用于铣床的快速装夹工装,用于拱形底板工件的加工,包括:夹具本体,包括安装底座,安装底座上表面设有与拱形底板相贴合的凸起的弧形曲面支撑座,支撑座的形状、大小与拱形底板相吻合;安装底座在支撑座的边缘外侧均匀设有多个安装孔;固定件,用于将带有拱形底板的工件固定在支撑座上;其中,支撑座与拱形底板配合将拱形底板相对的两侧进行定位。
3、根据本申请的实施例,固定件包括定位销和螺栓,拱形底板上均匀设有多个圆孔,支撑座上设有与圆孔对应的定位孔,定位销穿过对应的圆孔、定位孔,螺栓穿过对应的圆孔、定位孔,使得拱形底板固定在支撑座上。
4、根据本申请的实施例,定位销和螺栓相邻设计。
5、根据本申请的实施例,安装底座采用压紧螺栓安装在五轴铣床上。
6、根据本申请的实施例,压紧螺栓顶部设有内六角螺头。
7、根据本申请的实施例,夹具主体为铝合金或不锈钢制造的夹具主体。
8、根据本申请的实施例,安装底座采用镂空设计。
9、根据本申请的实施例,安装底座为长方形体,底面为长方形。
10、根据本申请的实施例,安装孔至少为两组,分别对称设置在支撑座的边缘两侧。
11、本申请的另一方面公开了一种铣床,包括上述的用于铣床的快速装夹工装。
12、与现有技术相比,本申请的技术方案具有以下有益效果:
13、1.本申请的快速装夹工装,通过设置与待加工工件的拱形底板相贴合的弧形曲面支撑座,并结合固定件将待加工工件固定在支撑座上,有效地避免了工件在夹持过程中的窜动,提高了夹装稳固性,并具有工件定位精准度高、结构简单且易于操作的特点。
14、2.本申请结构简单,夹具主体就可直接安装到相应的铣床上,采用螺栓固定连接,操作方便快捷。
技术特征:
1.一种用于铣床的快速装夹工装,用于拱形底板工件的加工,其特征在于,包括:
2.根据权利要求1所述的一种用于铣床的快速装夹工装,其特征在于,所述固定件包括定位销和螺栓,所述拱形底板上均匀设有多个圆孔,所述支撑座上设有与所述圆孔对应的定位孔,所述定位销穿过对应的圆孔、定位孔,所述螺栓穿过对应的圆孔、定位孔,使得所述拱形底板固定在所述支撑座上。
3.根据权利要求2所述的一种用于铣床的快速装夹工装,其特征在于,所述定位销和螺栓相邻设计。
4.根据权利要求1所述的一种用于铣床的快速装夹工装,其特征在于,所述安装底座采用压紧螺栓安装在五轴铣床上。
5.根据权利要求4所述的一种用于铣床的快速装夹工装,其特征在于,所述压紧螺栓顶部设有内六角螺头。
6.根据权利要求1所述的一种用于铣床的快速装夹工装,其特征在于,所述夹具本体为铝合金或不锈钢制造的夹具本体。
7.根据权利要求1所述的一种用于铣床的快速装夹工装,其特征在于,所述安装底座采用镂空设计。
8.根据权利要求1所述的一种用于铣床的快速装夹工装,其特征在于,所述安装底座为长方形体,底面为长方形。
9.根据权利要求1所述的一种用于铣床的快速装夹工装,其特征在于,所述安装孔至少为两组,分别对称设置在所述支撑座的边缘两侧。
10.一种铣床,其特征在于:包括权利要求1-9任一项所述的用于铣床的快速装夹工装。
技术总结
本技术公开了一种用于铣床的快速装夹工装,用于拱形底板工件的加工,包括:夹具本体,包括安装底座,安装底座上表面设有与拱形底板相贴合的凸起的弧形曲面支撑座,支撑座的形状、大小与拱形底板相吻合;安装底座在支撑座的边缘外侧均匀设有多个安装孔;固定件,用于将带有拱形底板的工件固定在支撑座上,支撑座与拱形底板配合将拱形底板相对的两侧进行定位。本申请结构简单,操作方便,适用于具有拱形底板工件的加工。
技术研发人员:刘甲正
受保护的技术使用者:上海海飞航空装备制造有限公司
技术研发日:20230515
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!