花键轴叉坯料局部加热装置的制作方法
本技术属于汽车生产,具体涉及一种花键轴叉坯料局部加热装置。
背景技术:
1、传统的花键轴叉锻造采用锤锻模锻工艺,通常的工序包括下料→中频感应加热→拔长→预锻→终锻→切边, 其中在中频感应加热工序通常是对圆柱状坯料整体加热,这种加热方式不仅能耗大,而且加热时间长,生产效率较低。
技术实现思路
1、本实用新型为了解决上述技术问题,提供一种可降低能耗、加热时间短、提高生产效率的花键轴叉坯料局部加热装置。
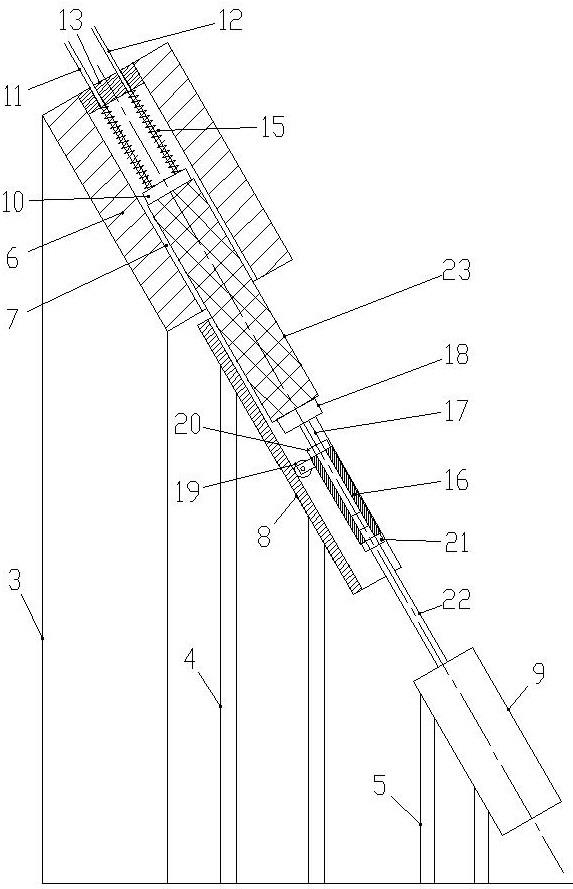
2、为解决上述技术问题,本实用新型采用如下技术方案:花键轴叉坯料局部加热装置,包括自左向右依次设置的炉体支架、导向支架和驱动支架,炉体支架上设有电炉,电炉内部设有圆柱状的炉膛,炉膛下端敞口,电炉内部在炉膛上部设有水冷控温装置,导向支架上设有v型槽滑道,驱动支架上设有气缸,炉膛、v型槽滑道和气缸的中心线重合且该中心线左高右低倾斜设置,气缸的活塞杆上端同轴向设有长度可调式顶杆组件。
3、水冷控温装置包括空心导热盘、进水管、回水管、封堵导向块和两根弹簧,封堵导向块固定设在炉膛上端口内部,封堵导向块内开设有两个关于炉膛中心线对称的导孔,导孔中心线平行于炉膛中心线,进水管和回水管自左向右分别穿过一个导孔伸入到炉膛内部,进水管和回水管的右端均与空心导热盘左侧面固定连接,两根弹簧分别套在进水管和回水管上,弹簧两端分别与空心导热盘和封堵导向块接触。
4、长度可调式顶杆组件包括套管、顶推杆、推板、导轮、上螺母和下螺母,气缸的活塞杆上端伸入并螺纹连接在套管下端口内,下螺母螺纹连接在活塞杆上并与套管下端面压接,顶推杆由套管上端口向下伸入并螺纹连接在套管内,上螺母螺纹连接在顶推杆上并与套管上端面压接,顶推杆上端与推板下表面固定连接,导轮通过轮架固定连接在套管上端左侧,导轮左侧与v型槽滑道底部沟槽转动连接。
5、采用上述技术方案,对坯料进行局部加热的具体过程为:将圆柱状的坯料竖向放置v型槽滑道内的推板上,启动气缸,气缸的活塞杆伸长,通过套管、顶推杆、推板将坯料沿v型槽滑道向上推入到电炉的炉膛内,套管上端左侧的导轮沿v型槽滑道底部沟槽向上滚动,直到坯料上端顶压空心导热盘,空心导热盘向上移动,两根弹簧被压缩,气缸停止伸长,电炉对坯料进入炉膛内的部分进行加热;由于坯料上端部在炉膛内的部分是坯料温度最高的地方,坯料上下部存在温差;在局部加热过程中,水冷控温装置保证单件坯料加热温度的均匀度,进水管向空心导热盘内通入冷水,冷水通过空心导热盘与坯料上端面进行热交换,热水通过回水管排出,从而使坯料上部的温度降低,坯料上下部的温度保持基本一致,也避免坯料端面局部过烧,造成坯料报废;气缸采用plc控制,按设定的时间将坯料顶入炉膛内,加热到规定时间后,气缸的活塞杆收缩,坯料在重力作用沿v型槽滑道下滑出炉膛,停止加热;另外,坯料进入炉膛内的加热长度通过调整顶推杆伸入到套管内的长度来调整,这样保证每根坯料加热长度的一致性。
6、本实用新型的新工艺采用局部加热方式,只对参与叉部和脖颈处成形为叉部的坯料进行加热,杆部不需要加热,同时因为杆部无飞边,叉部飞边变薄,减少了切边变形,所以杆部尺寸由传统工艺的φ68mm减少到φ66mm,减少了机加工余量。
7、坯料局部加热的长度可通过调节长度可调式顶杆组件的长度,具体调节方式为:拧松上螺母,再旋转顶杆螺纹连接在套管内的长度;或者通过拧松下螺母,调节活塞杆螺纹连接在套管内的长度。采用v型槽滑道8,方便取放圆柱状坯料,同时可轴向推动圆柱状坯料只沿轴线移动,确保局部加热的稳定性。导轮的设置,对长度可调式顶杆组件起到支撑作用,避免活塞杆悬臂时与气缸9的缸体产生径向顶压力。
8、局部加热在一般情况下,坯料在炉膛7内的端面是坯料温度最高的地方,与下面部位存在温差。使用控温冷却盘可以按需要降低坯料端面的温度,使料温均匀,也避免坯料端面局部过烧,造成坯料报废。局部加热温度范围为1100-1200℃,坯料温度的控制方法是利用红外线测温仪对加热后的坯料进行分选,分选为:正常坯料(1100-1200℃)、低温料(<1100℃)、高温料(>1200℃),分选后的坯料通过不同的滑道到达指定的位置。低温料和高温料的滑道终端设置低温料筐和高温料筐,筐上开进料口并加锁,保证不会混料的同时避免工人拿取不合格坯料。低温料可重新使用一次,再次欠温进行报废处理,避免多次加热造成锻件组织不符合要求;高温料报废处理,质量人员定期清理高温料并标识隔离。
9、低温料容易造成:①坯料充满型腔速度减慢,易出现锻件充不满的现象,造成锻件报废;②设备打击力量增大,模具受力增大,造成设备和模具损坏;③设备出现打不动的现象,锻件几何尺寸超差。高温料容易造成:坯料组织晶粒粗大,锻件强度和机械性能下降,造成锻件报废。
技术特征:
1.花键轴叉坯料局部加热装置,其特征在于:包括自左向右依次设置的炉体支架、导向支架和驱动支架,炉体支架上设有电炉,电炉内部设有圆柱状的炉膛,炉膛下端敞口,电炉内部在炉膛上部设有水冷控温装置,导向支架上设有v型槽滑道,驱动支架上设有气缸,炉膛、v型槽滑道和气缸的中心线重合且该中心线左高右低倾斜设置,气缸的活塞杆上端同轴向设有长度可调式顶杆组件。
2.根据权利要求1所述的花键轴叉坯料局部加热装置,其特征在于:水冷控温装置包括空心导热盘、进水管、回水管、封堵导向块和两根弹簧,封堵导向块固定设在炉膛上端口内部,封堵导向块内开设有两个关于炉膛中心线对称的导孔,导孔中心线平行于炉膛中心线,进水管和回水管自左向右分别穿过一个导孔伸入到炉膛内部,进水管和回水管的右端均与空心导热盘左侧面固定连接,两根弹簧分别套在进水管和回水管上,弹簧两端分别与空心导热盘和封堵导向块接触。
3.根据权利要求1或2所述的花键轴叉坯料局部加热装置,其特征在于:长度可调式顶杆组件包括套管、顶推杆、推板、导轮、上螺母和下螺母,气缸的活塞杆上端伸入并螺纹连接在套管下端口内,下螺母螺纹连接在活塞杆上并与套管下端面压接,顶推杆由套管上端口向下伸入并螺纹连接在套管内,上螺母螺纹连接在顶推杆上并与套管上端面压接,顶推杆上端与推板下表面固定连接,导轮通过轮架固定连接在套管上端左侧,导轮左侧与v型槽滑道底部沟槽转动连接。
技术总结
本技术公开了一种花键轴叉坯料局部加热装置,包括自左向右依次设置的炉体支架、导向支架和驱动支架,炉体支架上设有电炉,电炉内部设有圆柱状的炉膛,炉膛下端敞口,电炉内部在炉膛上部设有水冷控温装置,导向支架上设有V型槽滑道,驱动支架上设有气缸,炉膛、V型槽滑道和气缸的中心线重合且该中心线左高右低倾斜设置,气缸的活塞杆上端同轴向设有长度可调式顶杆组件。本技术采用对坯料局部加热方式,只对参与叉部和脖颈处成形为叉部的坯料进行加热,杆部不需要加热,耗能小,加热快,降低生产成本并提高生产效率。
技术研发人员:陈喜乐,张艳敏,李广宇,刘建华,李洁,赵创新,郭艳珺,丁圣杰,宋航,田鹏
受保护的技术使用者:许昌中兴锻造有限公司
技术研发日:20230516
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!